Oh wow, I really like this! I’ll have to make one for my mom (cardiac nurse).
I wish I could enter but I’ve got larger woodworking projects to accomplish currentl
Oh wow, I really like this! I’ll have to make one for my mom (cardiac nurse).
I wish I could enter but I’ve got larger woodworking projects to accomplish currentl
Isn’t it awesome what can be done with CC Pro! With all the credit due to the Vectric and Fusion users out there, I’m really impressed with the entries this time around. Great call on the challenge idea Carbide Overlords!
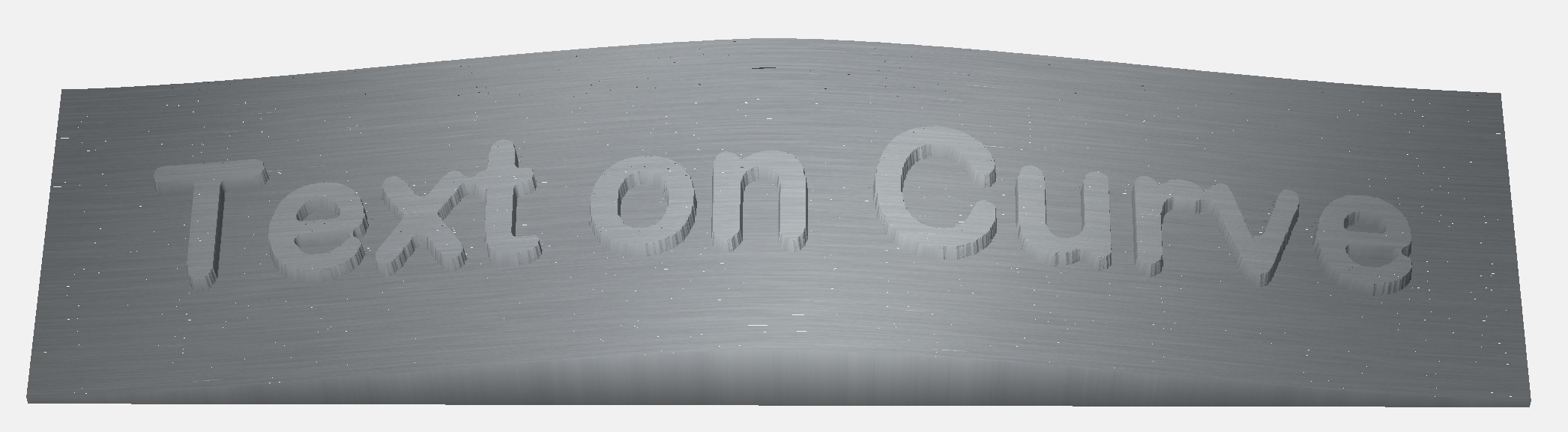
Okay, the “Text on a Curve” got my brain going… I did have to import a graphic I made in photoshop, but it was just so the curve would be what I wanted. Here is what I ended up with…
Using this graphic as an imported (model?) no imported image.
TextOnCurve.c2d (783.1 KB)
Bump. Finish line ahead, come on let’s see some last minute entries !
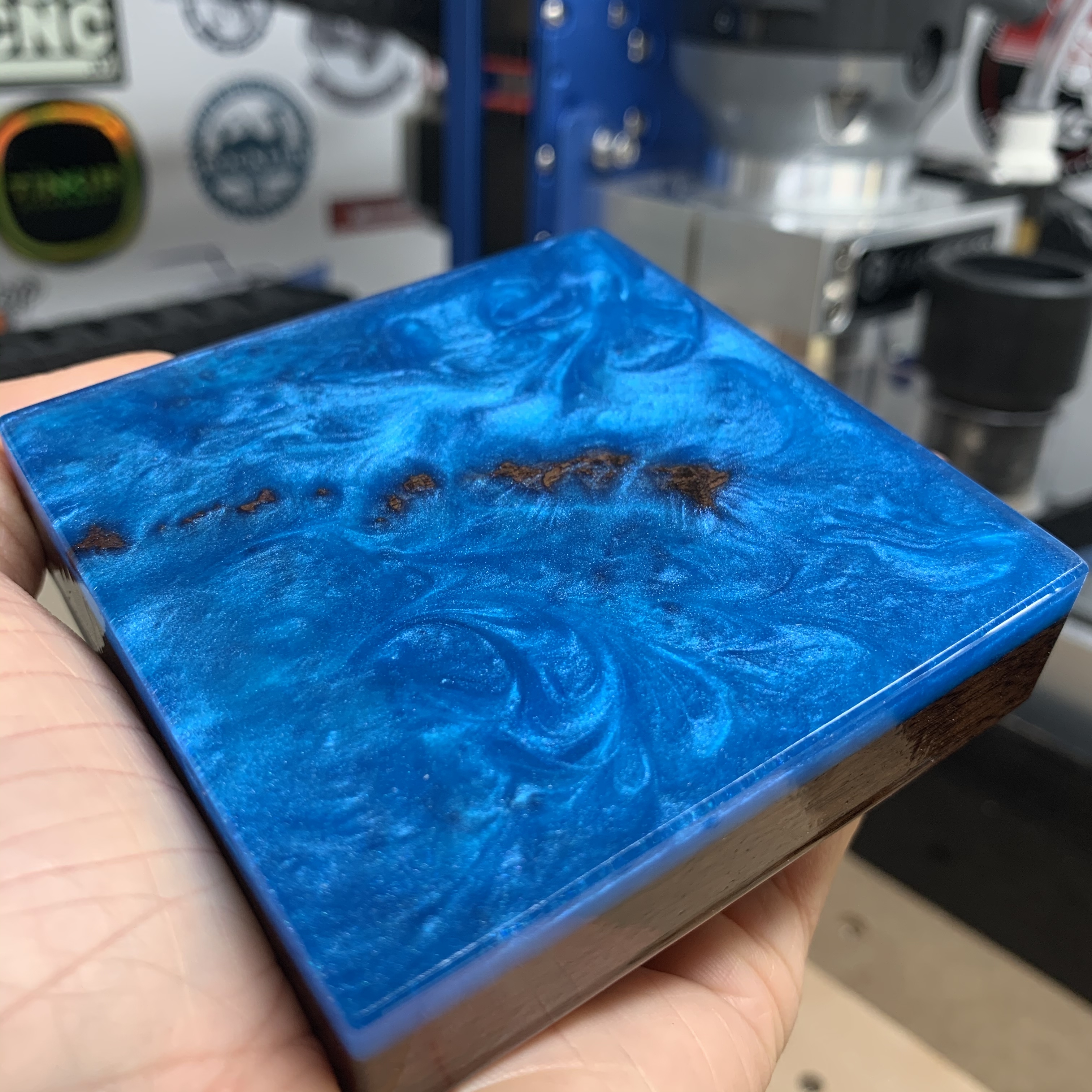
Boom. Topographic carving of the Hawaiian islands, complete with ocean floor though the resin is a bit too opaque to see. Initial coat of epoxy with mixed blue mica pigment powder, followed by 1//8" of clear, and a finish coat of Total Boat Tabletop epoxy. Some small mistakes were made, but came out well enough that I think I’ll try again with other islands. This one will get thinned out and turned into a drink coaster.
My girlfriend has been making soap as a hobby during these tough times and she loved the idea of a custom soapholder.
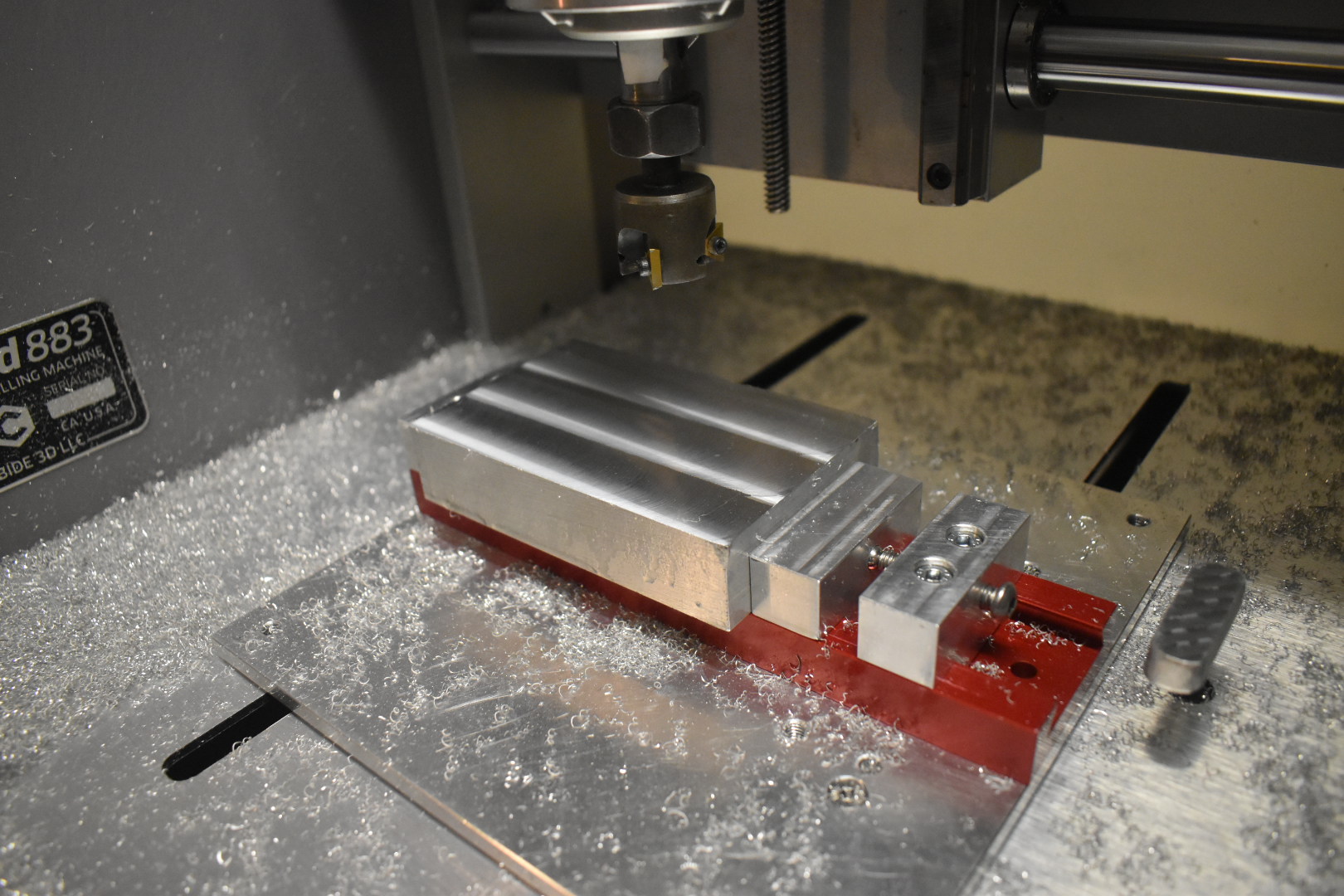
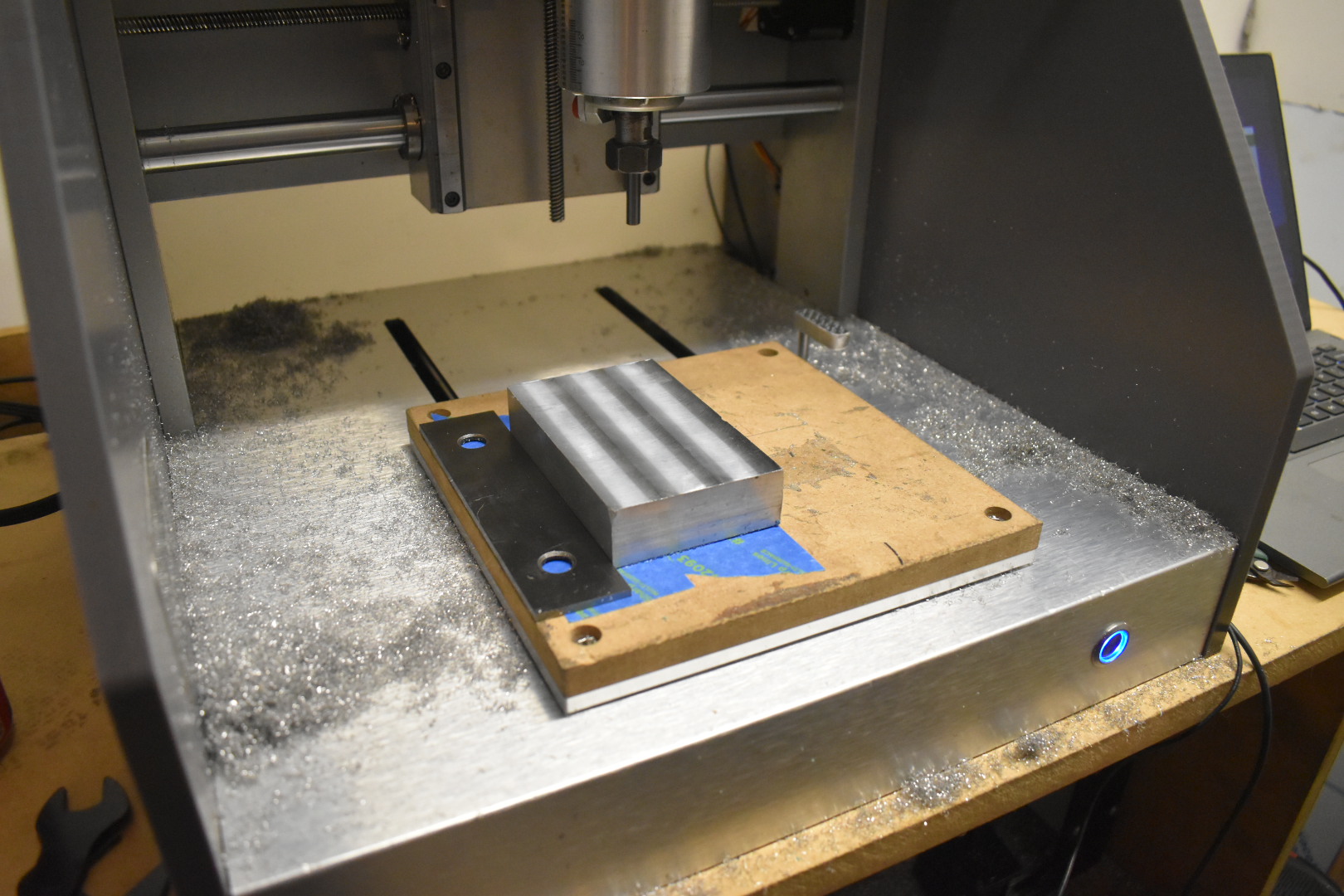
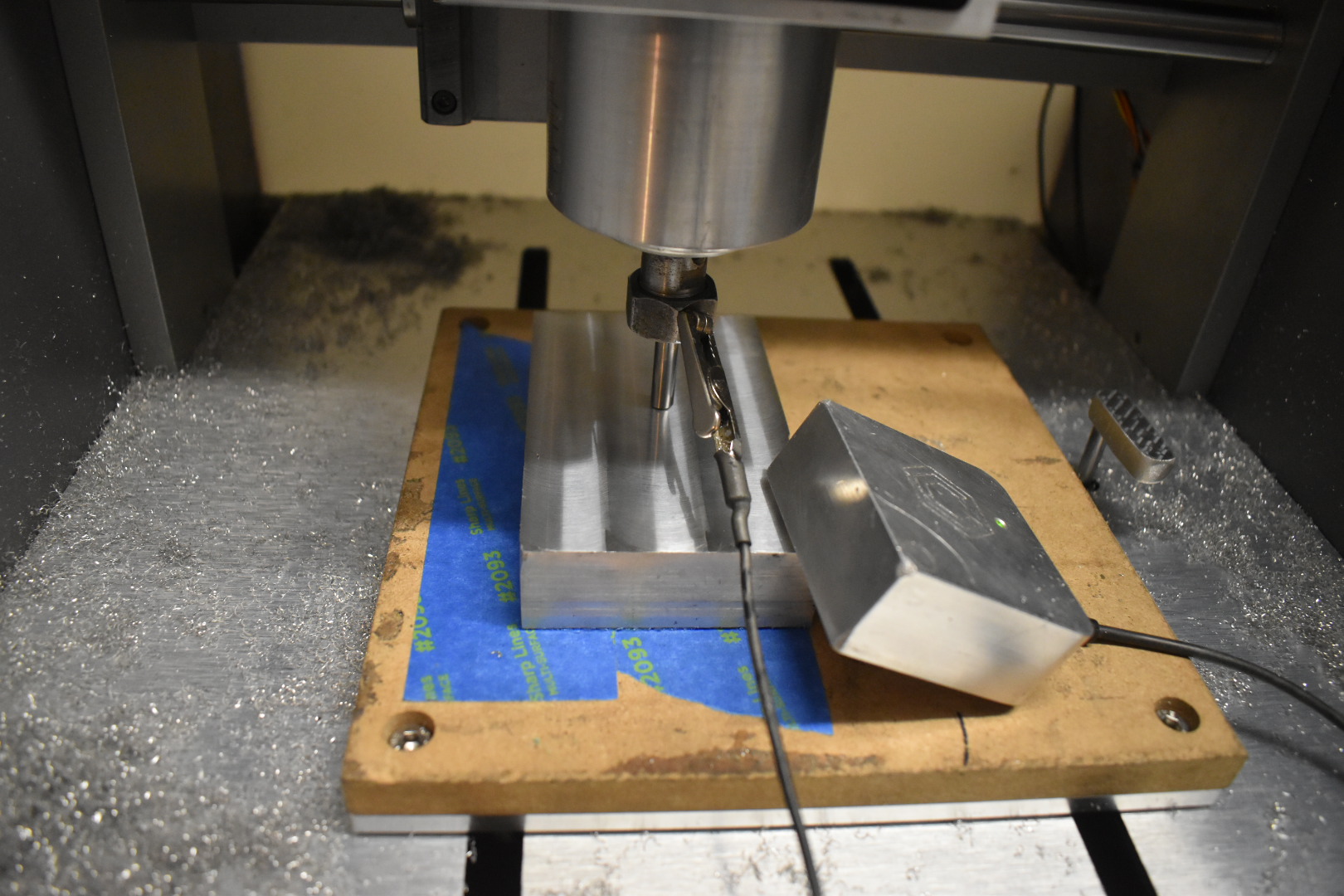
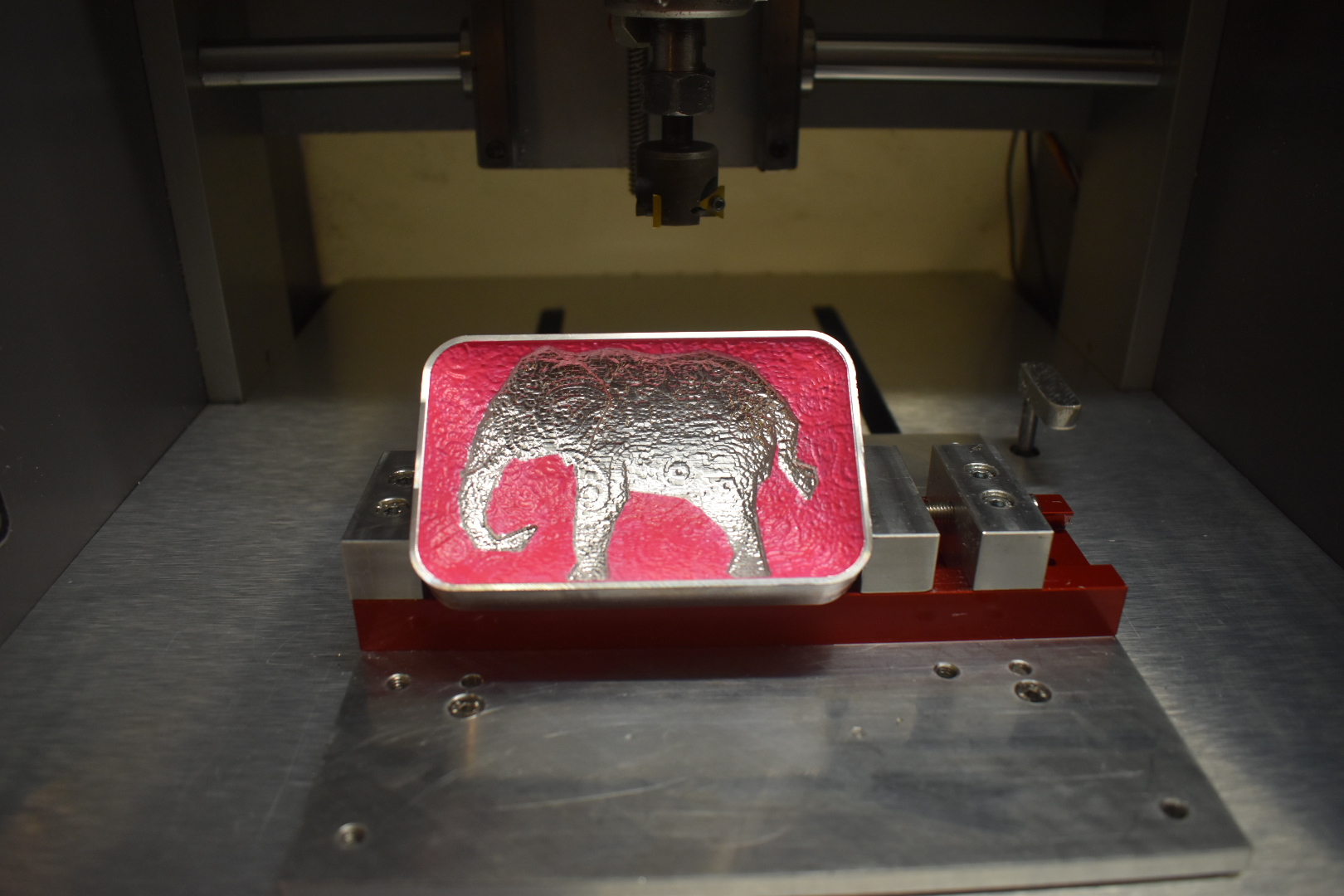
Time synced with the final assembly of the upgraded Nomad and a piece of 6061 2.75x4.5x1 billet was thrown into the mix. Now im a total CC Pro newb but came out with pretty decent results. Took a 3d elephant from Thingiverse and converted it on the side. Played around with a simple box and added a very subtle paisley texture on curve action. Hindsight, shoulda had a 1/32 endmill on hand, but, its character.
Nomad with 500w brushless Makita
Vise and face with 1" triple insert face mill
Mdf table flippy flop with a glue/tape setup
0.250 Single flute 3d roughing
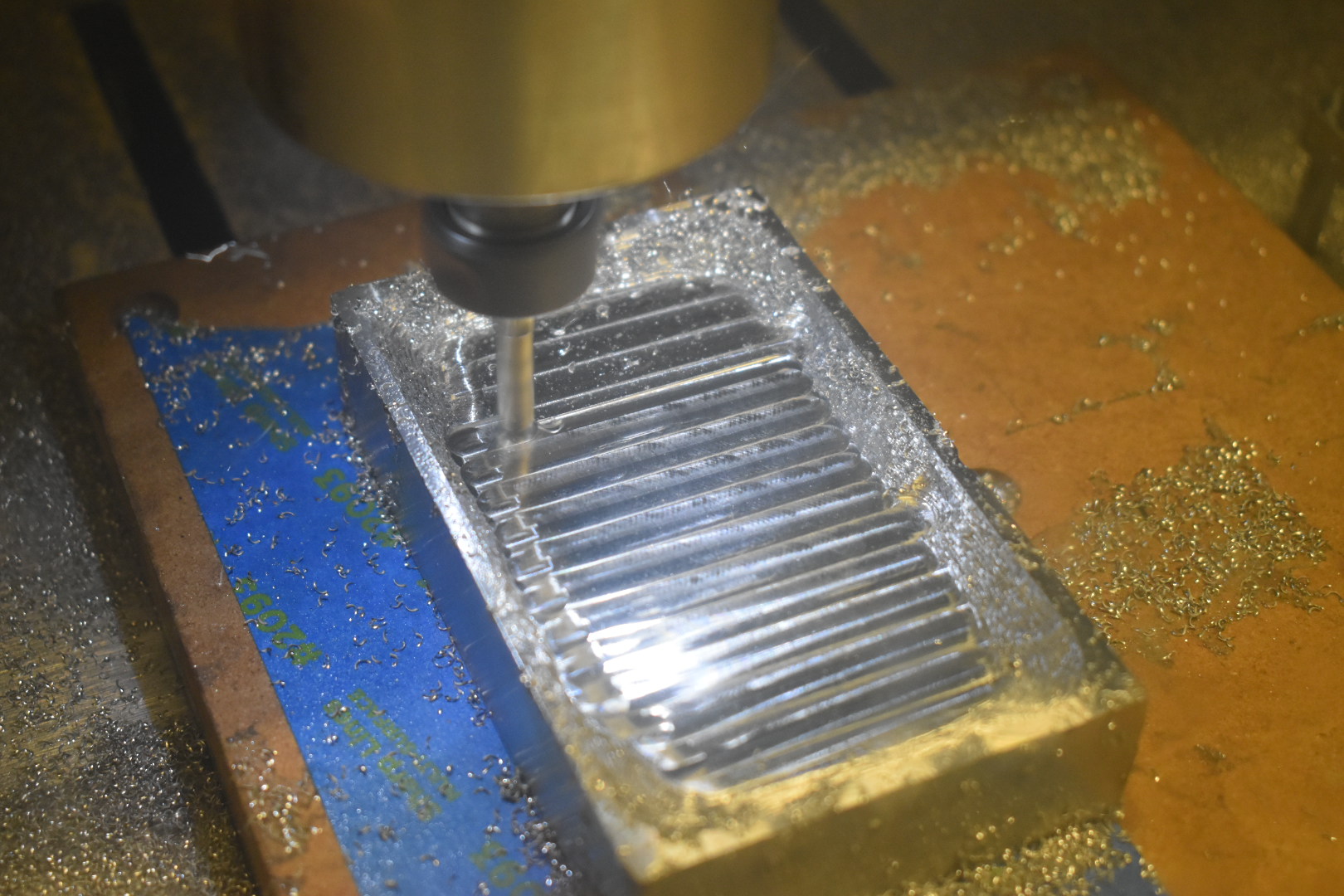
0.125 Double ball 3d finish on zero
0.0625 Double ball 3d finish on zero
0.0625 Double ball 3d finish on 90 degree
0.250 Single contour
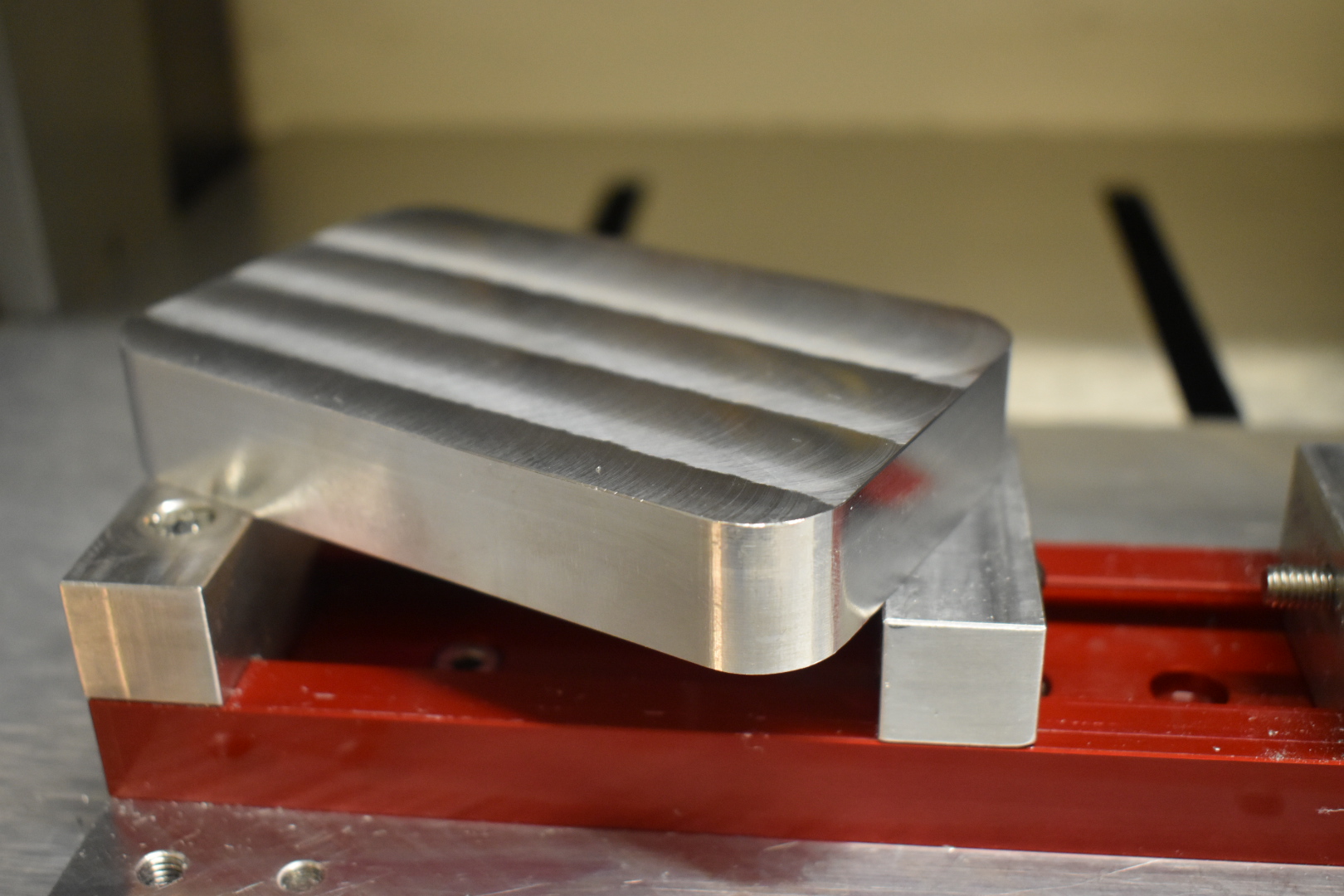
Flip and 1" triple facer
Pink enamel paint applied by hand.
Part is straight off the machine without any additional post processing. All speeds and feeds were CC defaults for the Shapeoko + 150-200%.
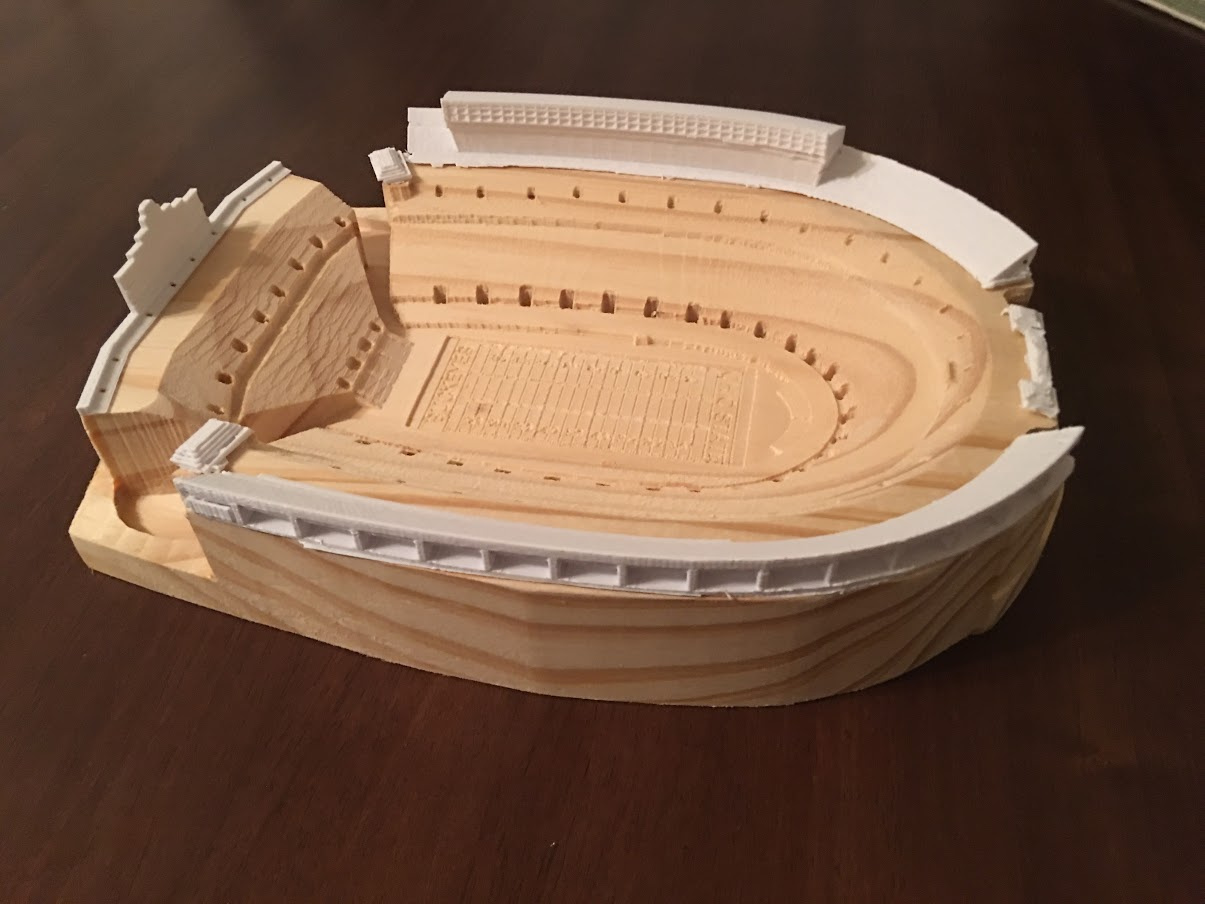
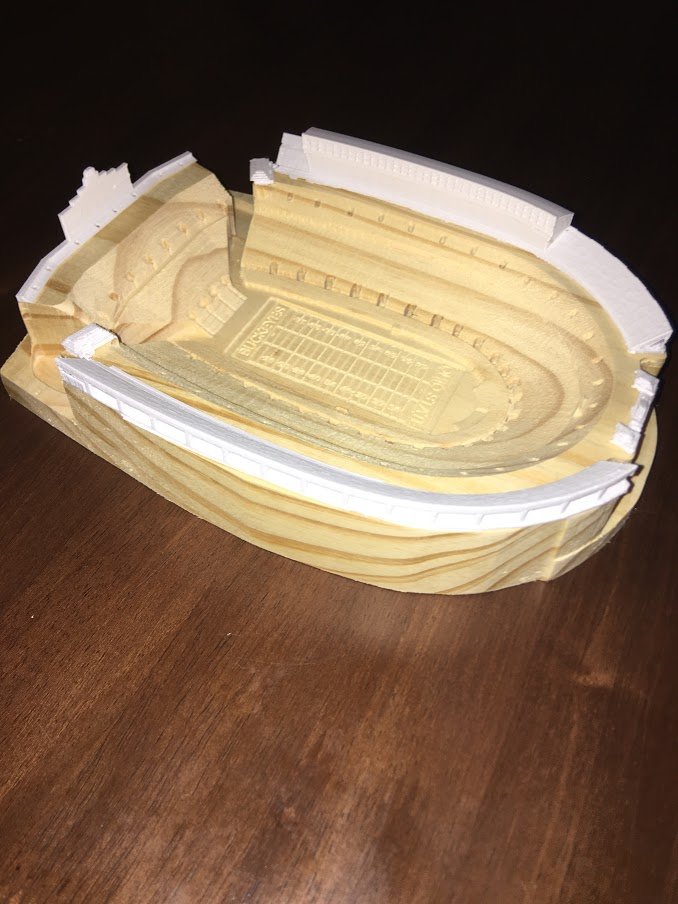
OSU (American) Football Stadium:
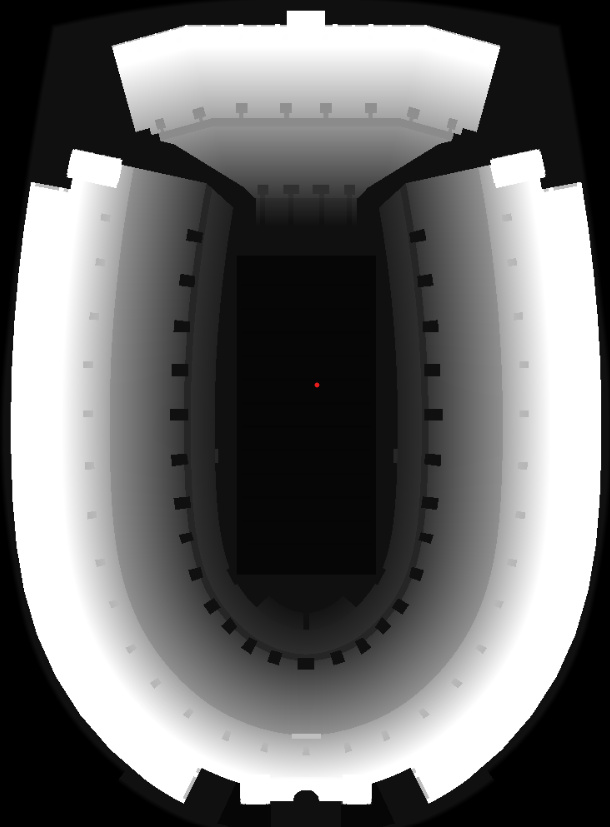
I’ve had a really cool .stl file (Link) in my pocket that I have wanted to make for a while. I could have 3D printed the whole thing…but where’s the fun in that!? Plus, I figured this would make a great Father’s Day present (since my dad loves the Ohio State Buckeyes) on top of just entering the contest. I used good ole Southern Yellow Pine since I already had it on hand 
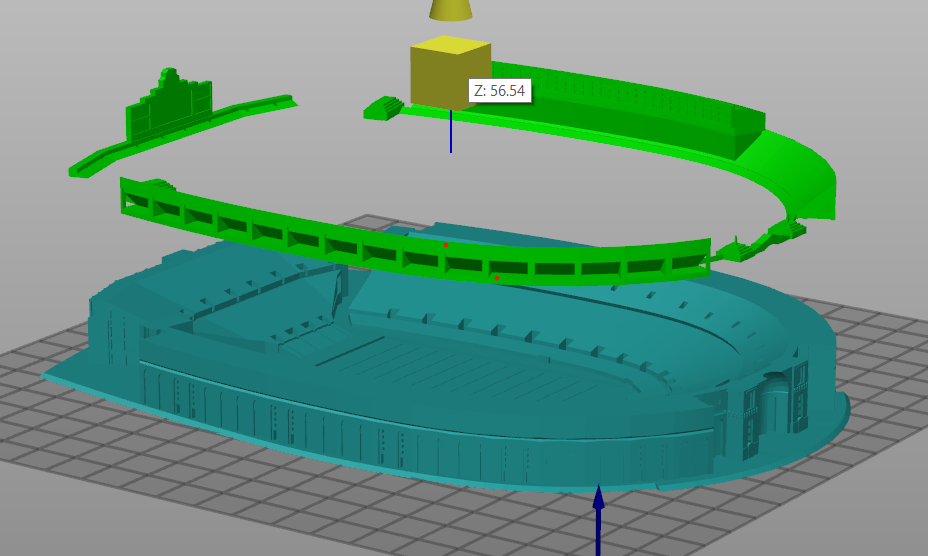
So there was a ton of extra detail in this STL file that I knew I did not want to tackle in CAM (many-sided machine job, lots of fixturing, etc). I took the original file and chopped off the top part where there was a ton of detail (press box, upper stands, scoreboard). This gave me a simplified version to work from:
I used @fenrus STL converter and took only the top image of my simplified STL:
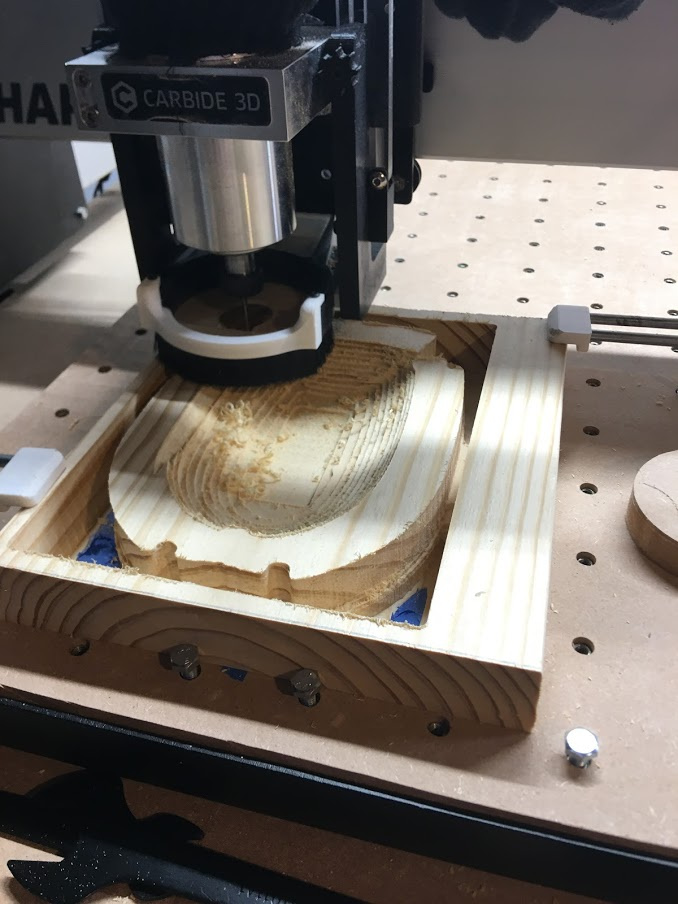
So off I went to chop up a little piece of cheap pine (and surfaced one side to be able to use tape/superglue):
First roughing pass was just the good ole 201 bit:
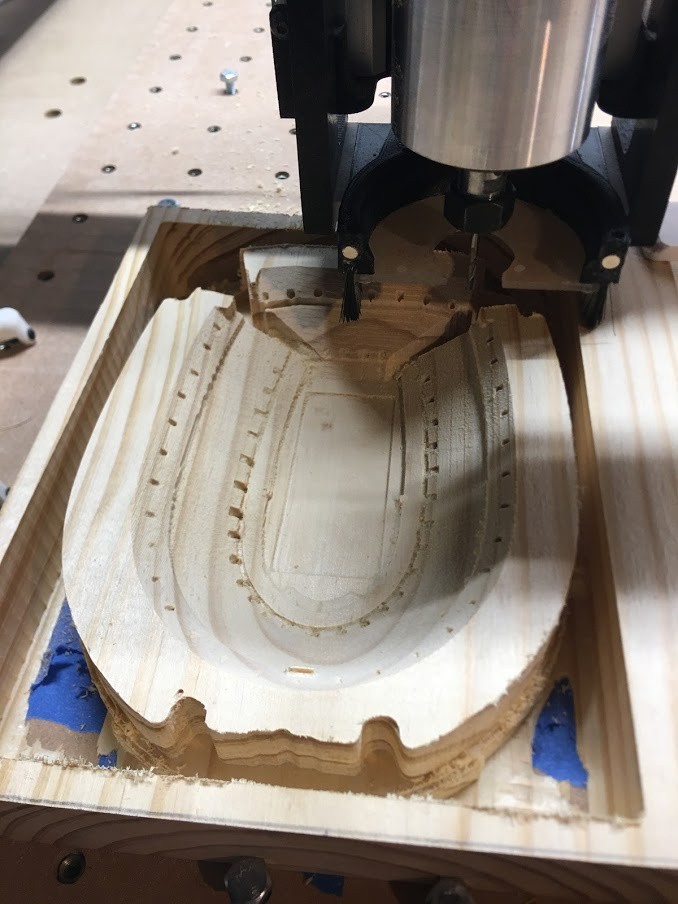
The second pass I did was to use at FLAT 1/16 inch bit (didn’t have a ballnose yet, and the ones I ordered wouldn’t come in time for the contest). This actually had really a cool effect that I liked, making there seem to be rows in the stands of the stadium! :
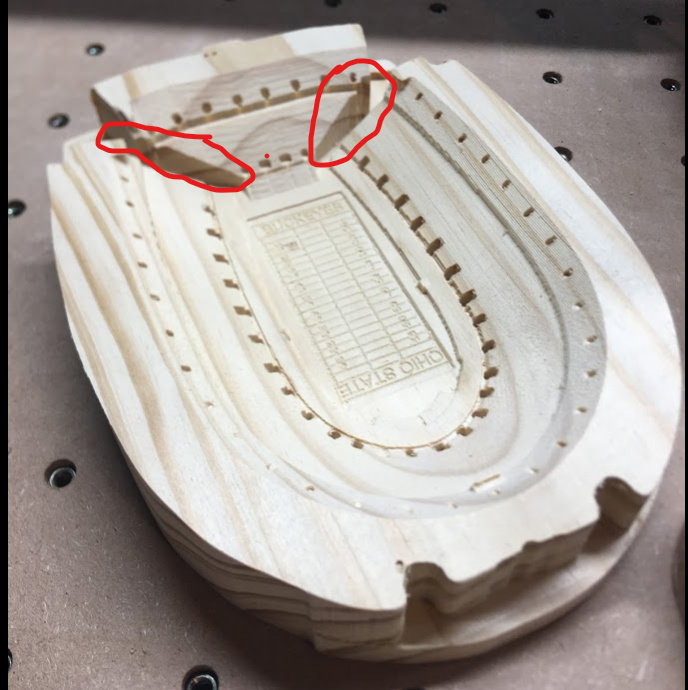
I ran a 1/8” bit to clean up the small gaps at the south (“BUCKEYES”) side of the stadium. This took a couple of tries to get the nodes close enough so that the bit would clean up everything (helped clear out the deep/narrow places circled in red):
Real life pic (with a few people in the stands)
File:Ohio Stadium_Bottom part.c2d (875.2 KB)
P.S. Right now I’m leaving this as is and will just spray enamel on it but…I’m open to suggestions on other options to finish this…paint? A light stain? I don’t want to lose any of the features, and don’t want it to look cheaply painted  loving this community to share our cool stuff!
loving this community to share our cool stuff!
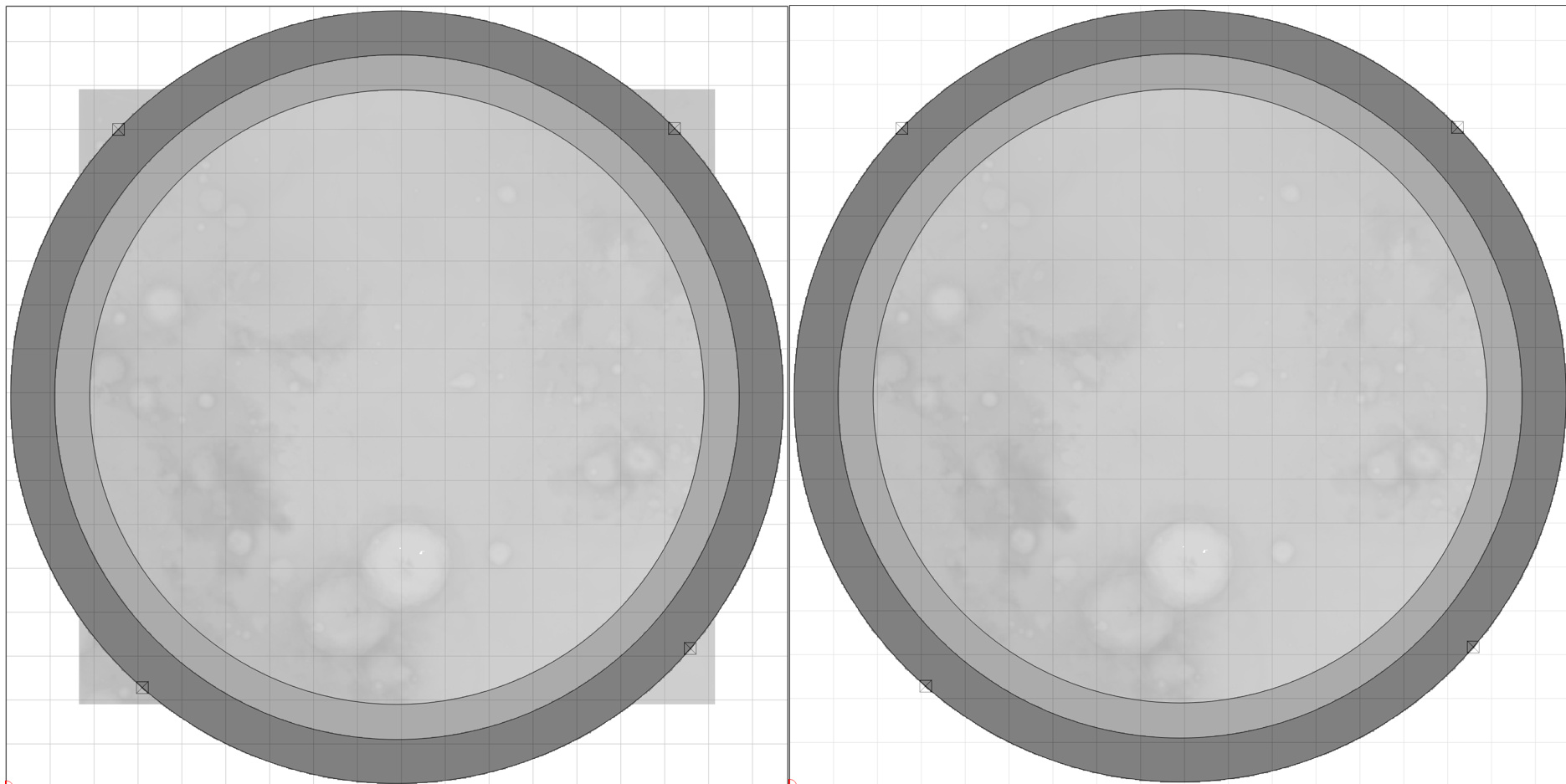
I’ve had my Shapeoko for a while and mostly lurked but thought with the global situation it’d be a good chance to revisit Carbide Create so I created a coaster of the Apollo 11 landing site using some scrap Acacia and acrylic.
Design
For the design, I made 3 separate Carbide Create files. I could’ve used one but found it easier to keep the parts of the project compartmentalized.
I first used the design environment to draw 3 circles all aligned on the center of the stock. I then switched to the modeling environment extruded the inner and outer circle using the maximum. I selected the inner circle and imported the Moon height map then used a square the size of the stock along with the outside parameter of the coaster to zero out the portion of the moon that overflowed by setting the height to zero and using the minimum function. Set my stock zero to the bottom left and z-zero to the stock height so that as material was removed, I’d be able to still reliably use the touch probe.
1.1 – 3D Rough and Contour
I used the 3d rough and then followed it up with 2d contour to remove the 0.5mm of remaining stock from the top of the inner and outer ring left by the roughing tool path. One little hiccup I ran into was that you can’t contour down to a surface so I had to do a bit of math to subtract to top of my rings from the top of my stock. Left the feed and speed for most operations as defaults because they’re all quite conservative. In the future I’d speed the roughing one up a bit.
201 - .25 Flat Endmill
Stepover: 3.175mm
Depth: 1mm
Feed: 1540mm
RPM: 18000
1.2 – 3D Finish Lunar Surface
Included in the CC file there’s also a vertical pass but I was happy enough with the result of the single horizonal pass I didn’t bother doing it.
101 – 0.125 Ball Endmill
Stepover: 0.318 mm
Feed: 1540mm
RPM: 27000
1.3 – Cut Out
201 - .25 Flat Endmill
Depth: 1mm
Feed: 2286mm
RPM: 27000
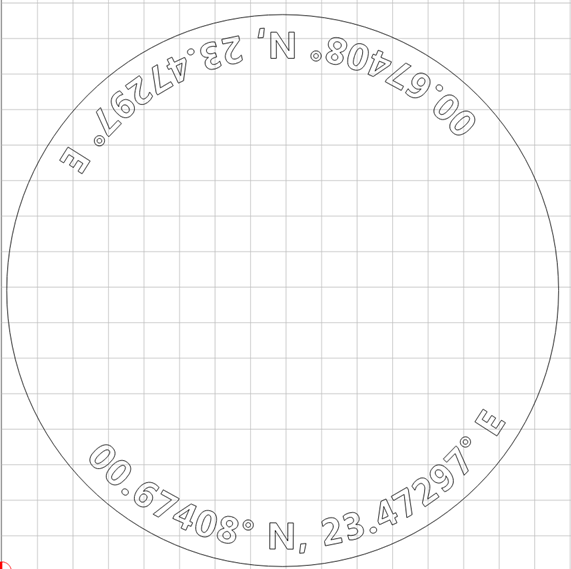
2.1 – Bottom v-carve Apollo 11
If I were to make a bunch of these, I’d make a jig to hold the upside down but since this is a one-off for now, I just used a compass to mark center and clamped it down.
The goal was to do as much as possible in Carbide Create but making text follow a path isn’t something it’s good at. Instead I used Inkscape to draw a circle slightly smaller than the acrylic insert and made the text follow that path. After tweaking the spacing between letters and the sizing, I converted the letters to paths and imported it into CC.
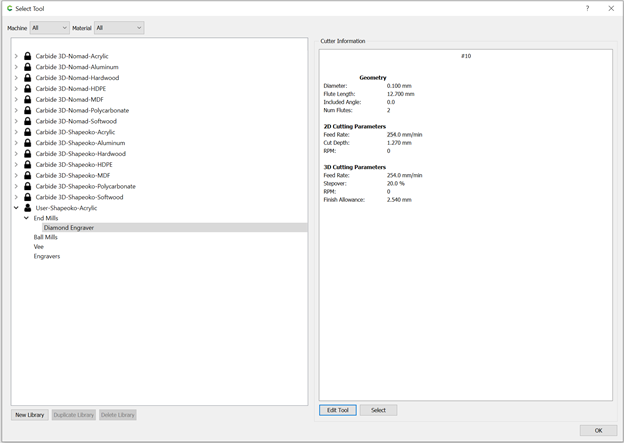
3.1 – Diamond Engrave Lunar Coordinates
Added a new tool to the CC library with a 0.1mm diameter. For this operation I use two paths, a 3D finish path for the letter’s fill and contour to add a sharper definition to the outside lines.
3.2 – Cut Out
No tabs on this cut but in addition to the clamps, I stuck the middle of what would be the insert down with double-sided tape. Something went wrong and the cut isn’t quite as clean as I’d hoped.
.125 1 Flute Endmill
Depth: 1mm
Feed: 1146 mm
RPM: 21000
Finishing:
I did a light sanding with 200 grit sandpaper the used spray poly as the finish. For the bottom, I sprayed a couple coats of poly first to reduce the paint bleed and make it easier to wipe any mistakes I made off. Next time, I’ll probably experiment with masking since everyone carving signs makes it look easy. Finally added a little plastic gem to my best guess of where the landing site is and fit the acrylic in.
Overall, I’m pretty happy with how it turned out. There are a couple ridges that I’m not sure if they’re an artifact of the 3D finishing or if it’s time to tune my machine again but requires more investigation. Design wise, I’d increase the height of the lunar features by another millimetre or two so that they’re more prominent and offset the engraved coordinates closer to center because they’re a little harder to read than I’d like.
Acrylic.c2d (377.2 KB) Apollo11VCarve.c2d (62.2 KB) Coaster.c2d (529.4 KB)
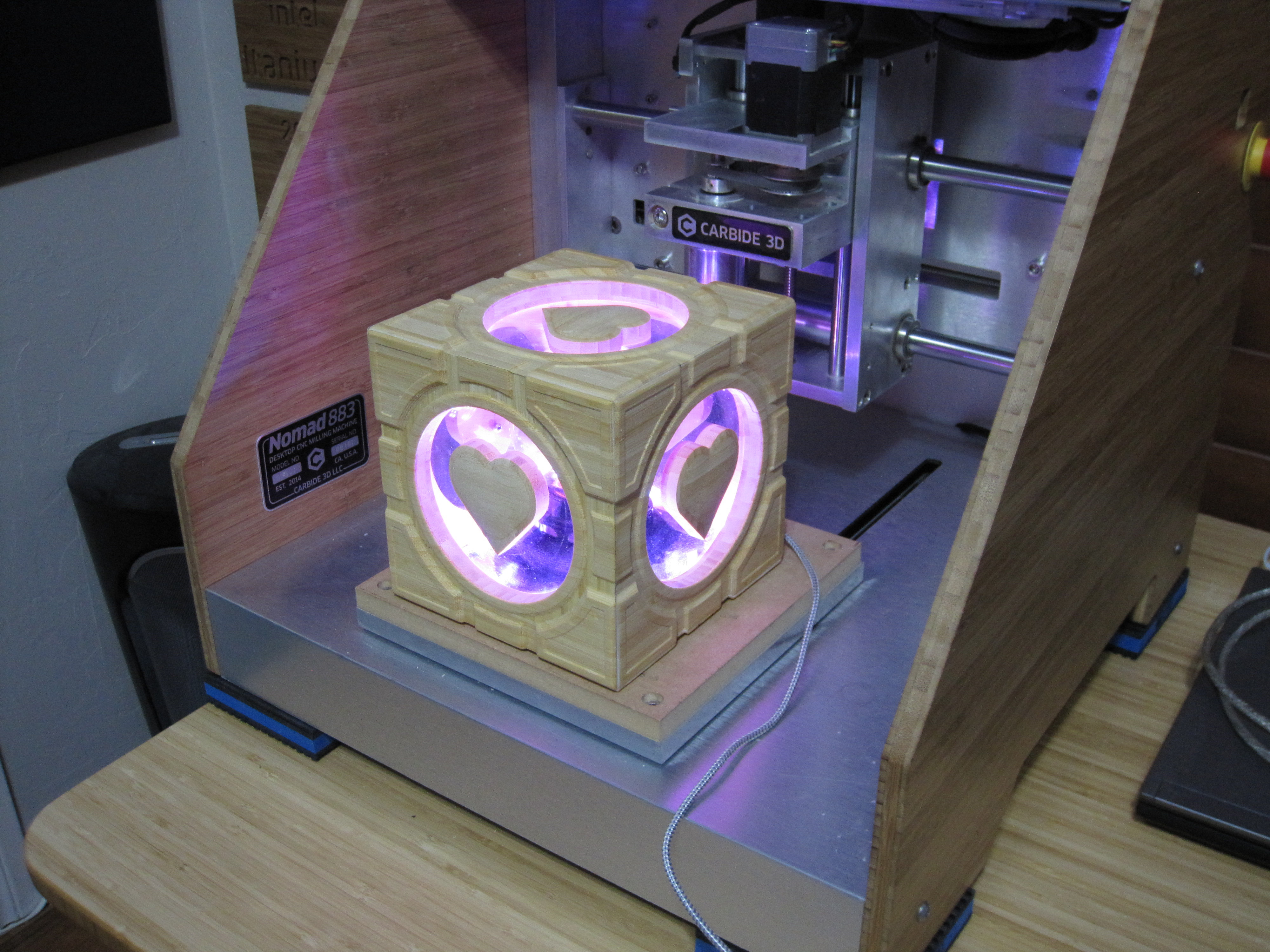
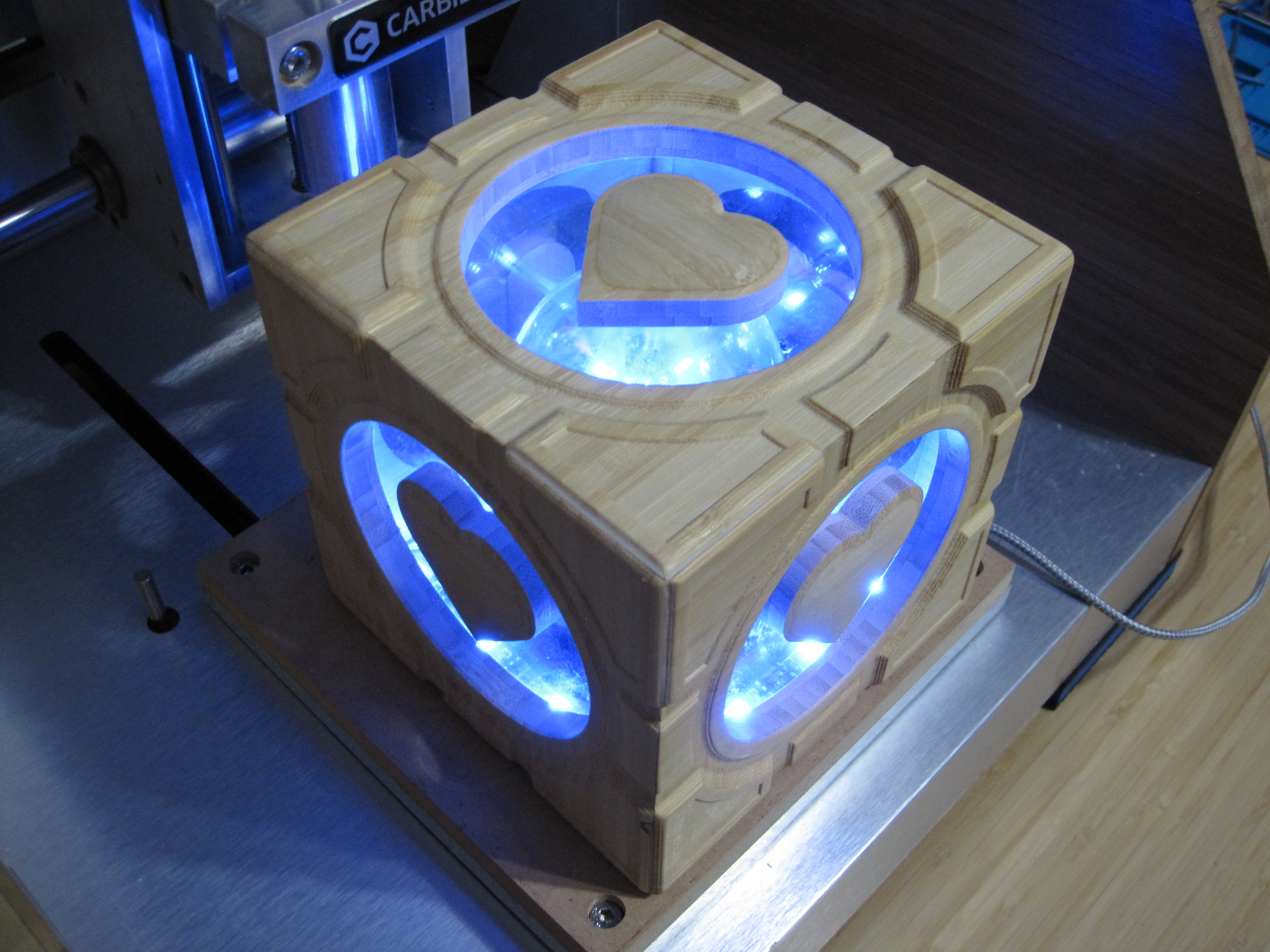
Here is the cube, wired up with LED lights and a plasma ball. This was a lot of fun, thank you for the community challenge.
EDIT 5/5/20 with final project pictures and updated process notes and fluff
Hello, All.
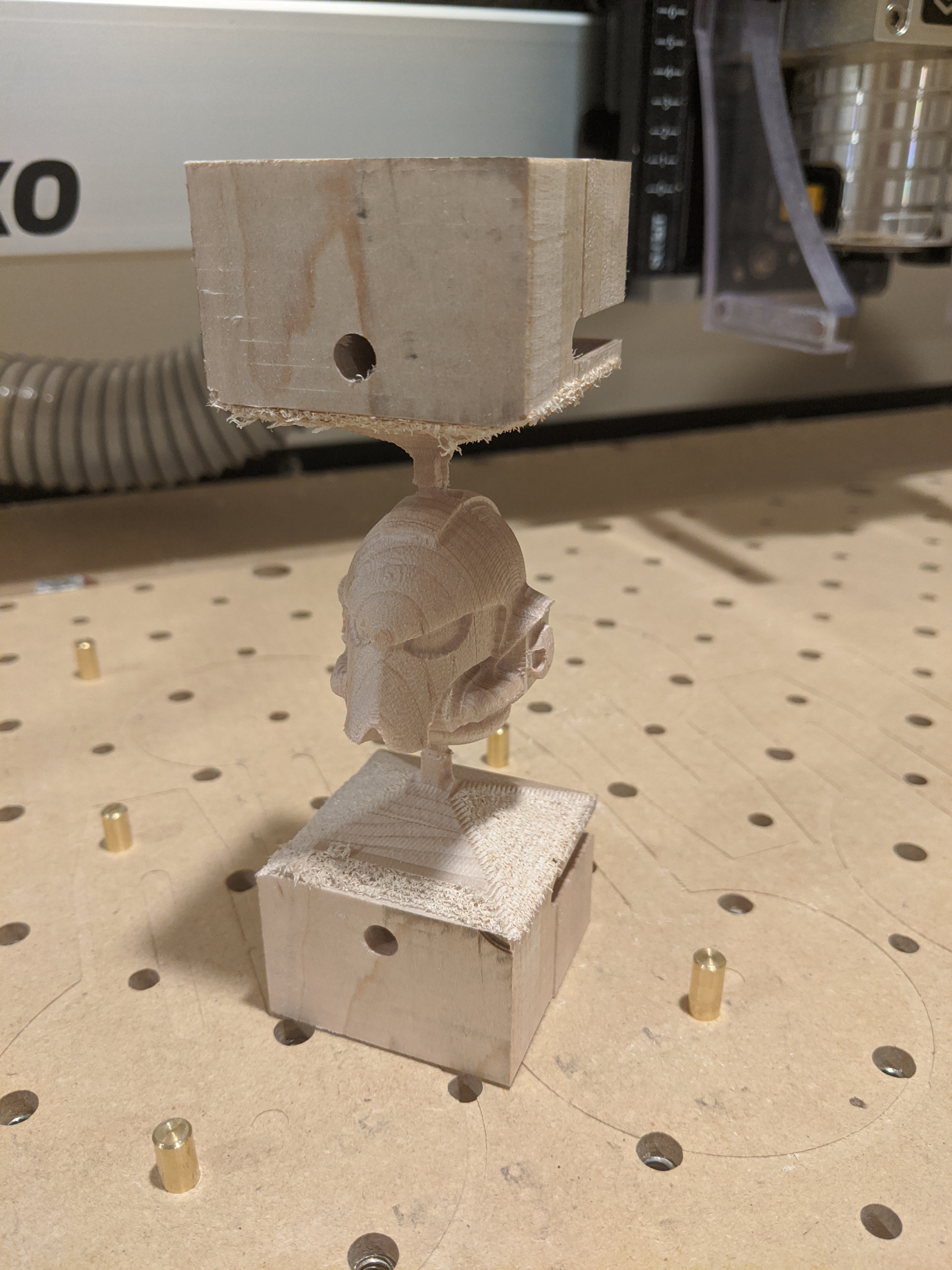
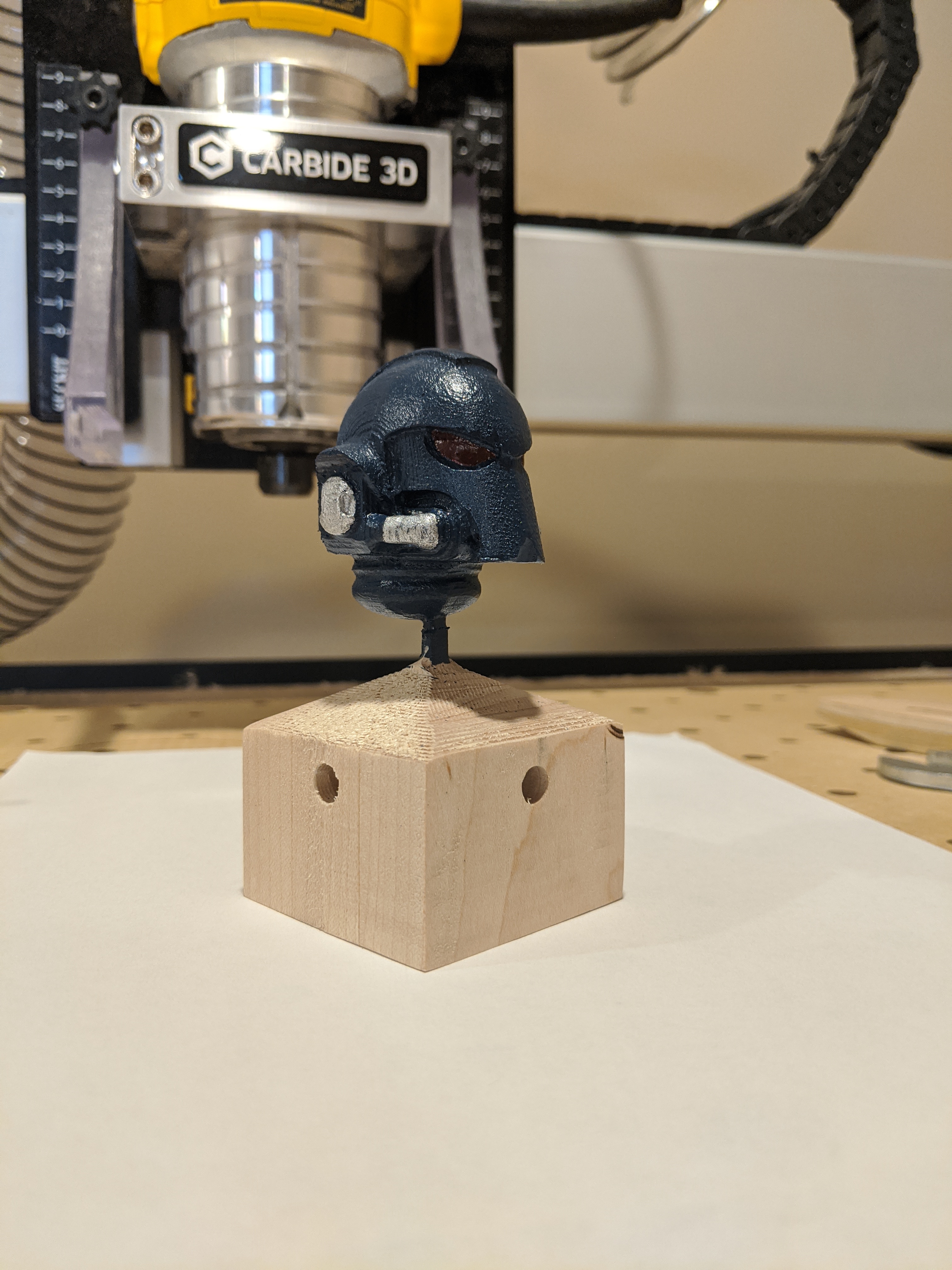
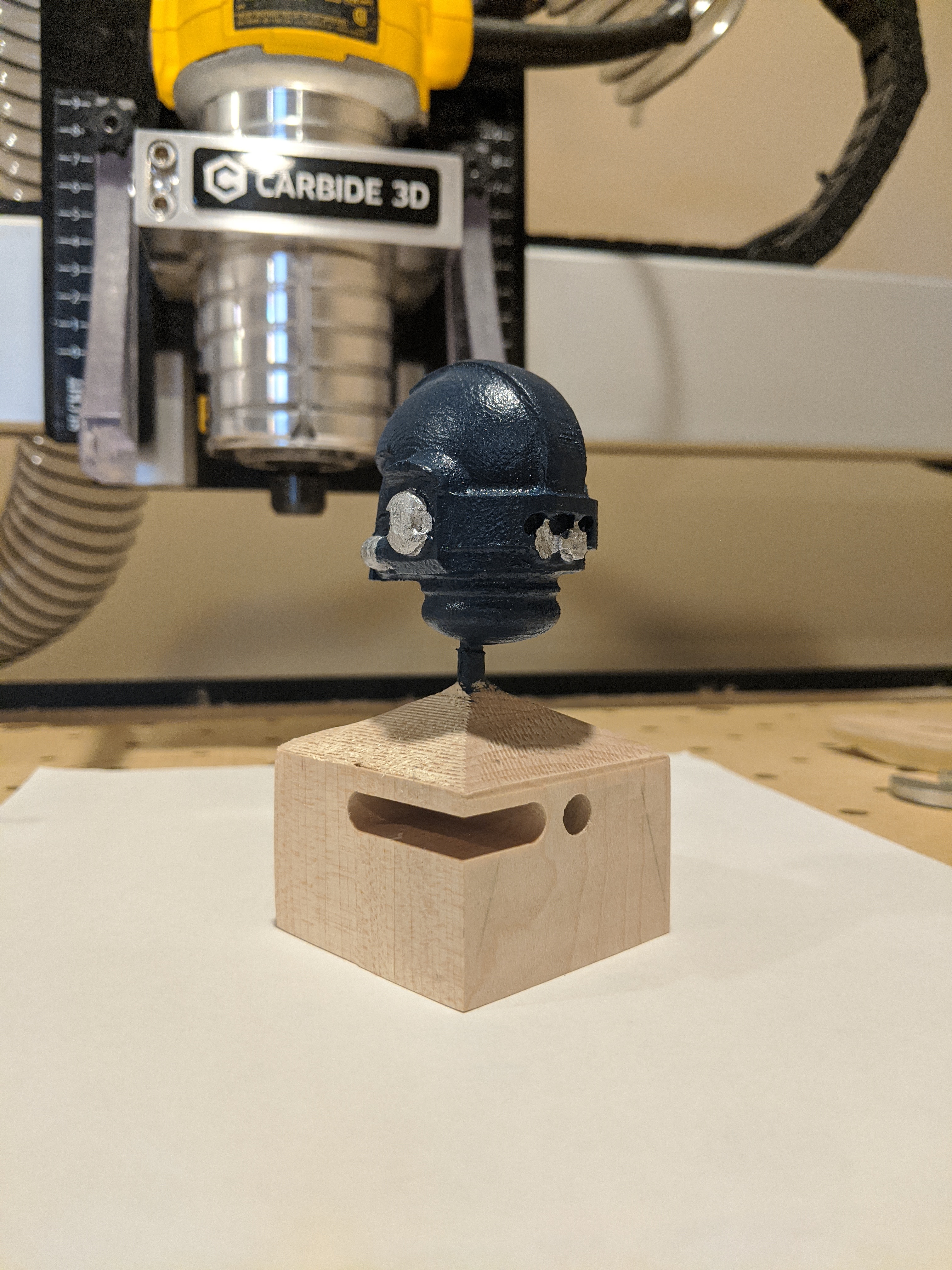
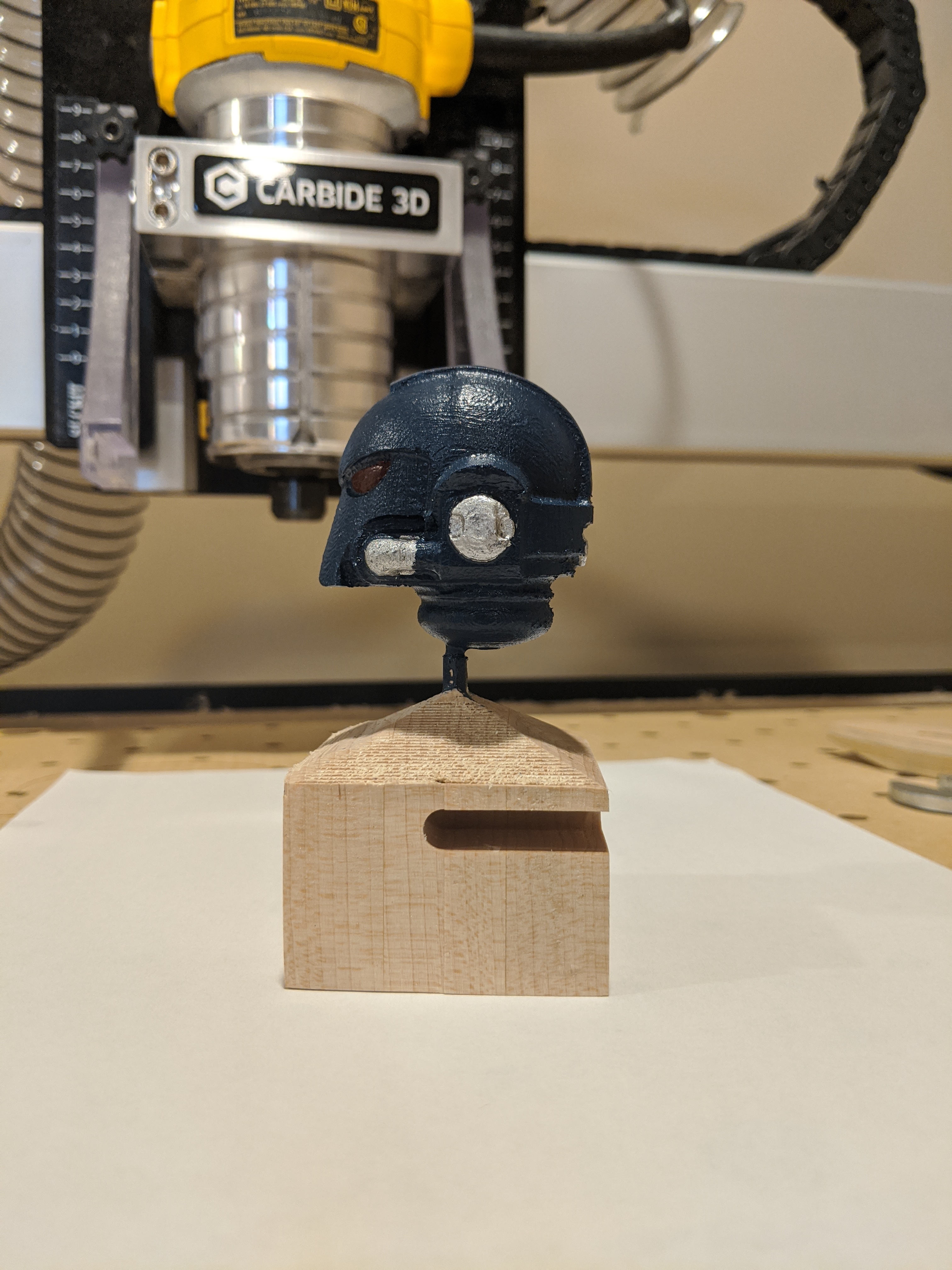
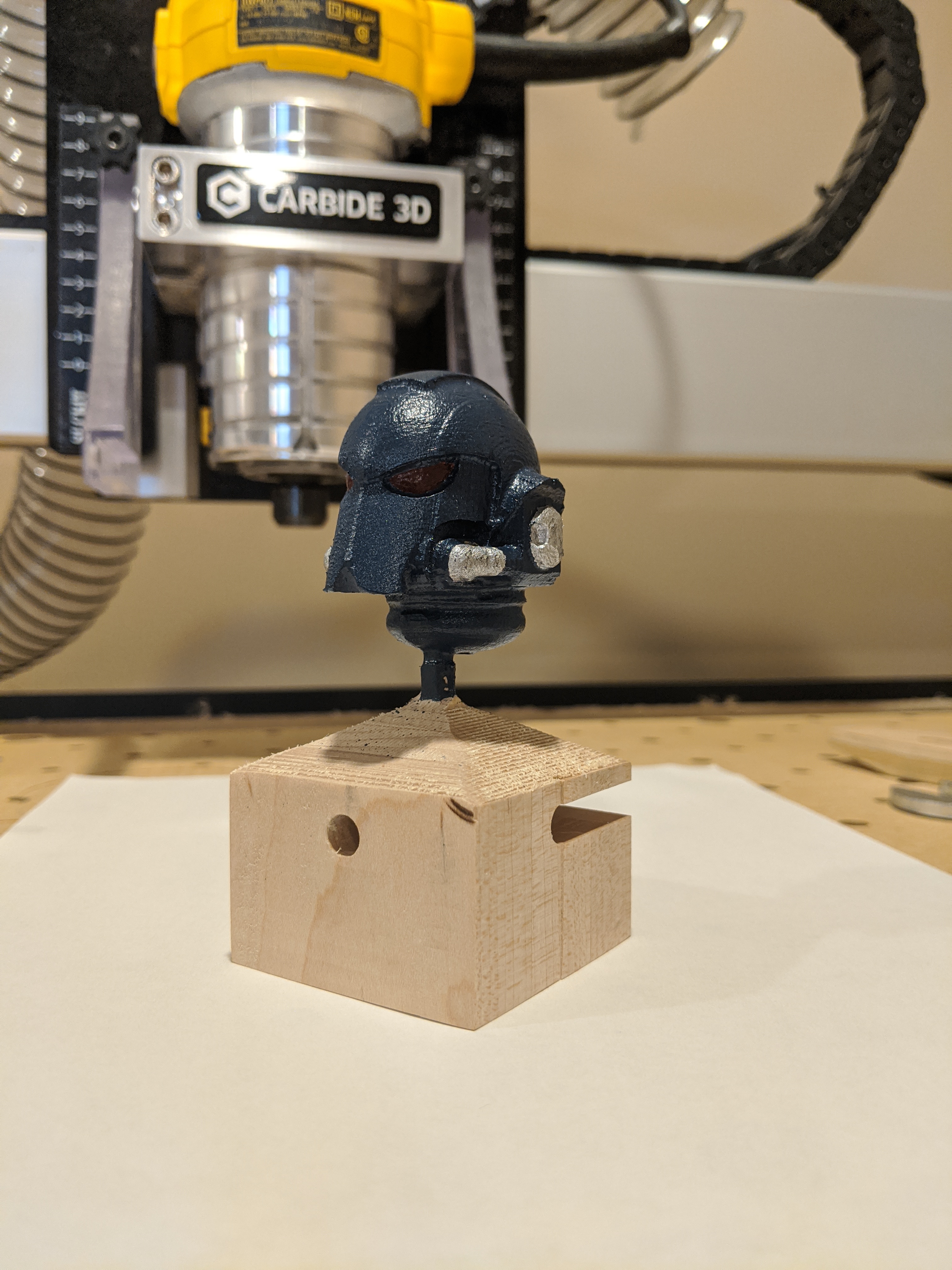
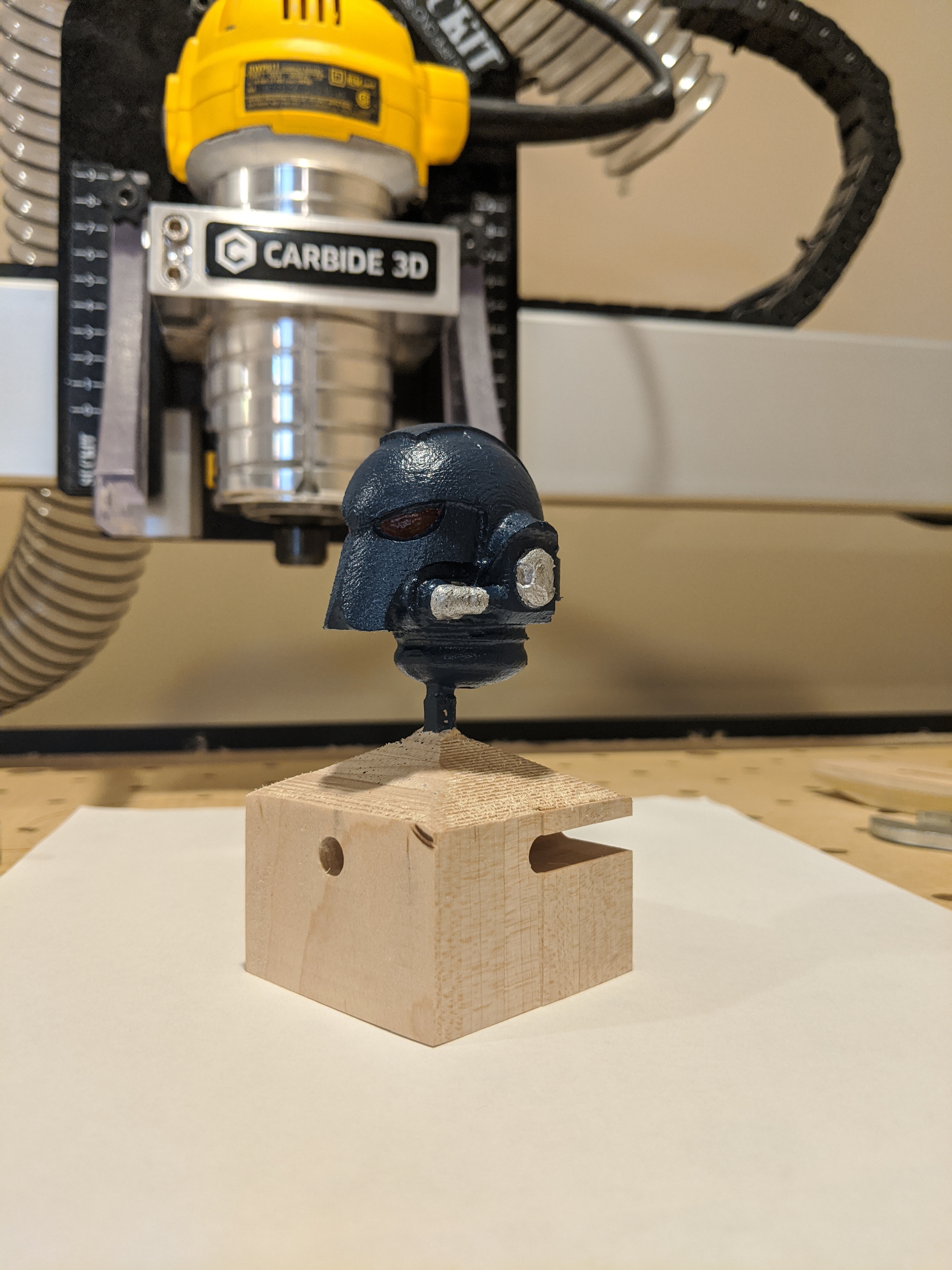
For this challenge I was inspired by the 4-sided machining video @wmoy made about 6 months ago and an amazing short fim called ASTARTES on Youtube made by an insanely talented artist. For my attempt I decided to make a “Space Soldier” helmet. But unlike others, I won’t cheat by using Fusion360 for my four sided project. 
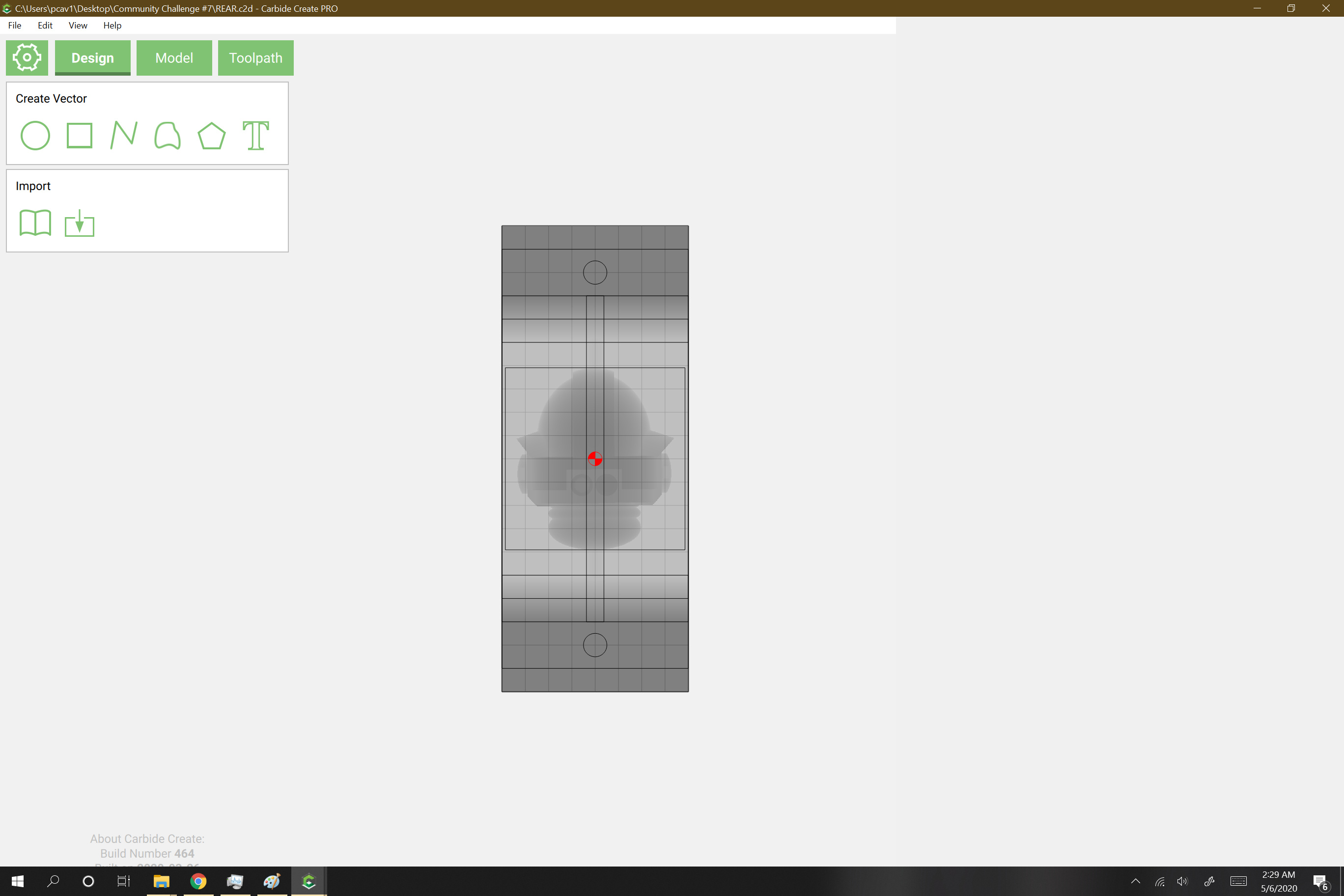
To start out, and just like almost everyone else, I found a suitable model on one of the common file repositories and used @fenrus nifty online tool to create a greyscale PNG file for each side of the the .stl model. This required manipulating the model in my 3D printing slicer to create the top down views of each side of the model. It seems like the tool as since been updated to add this feature into the web tool.
Example PNG
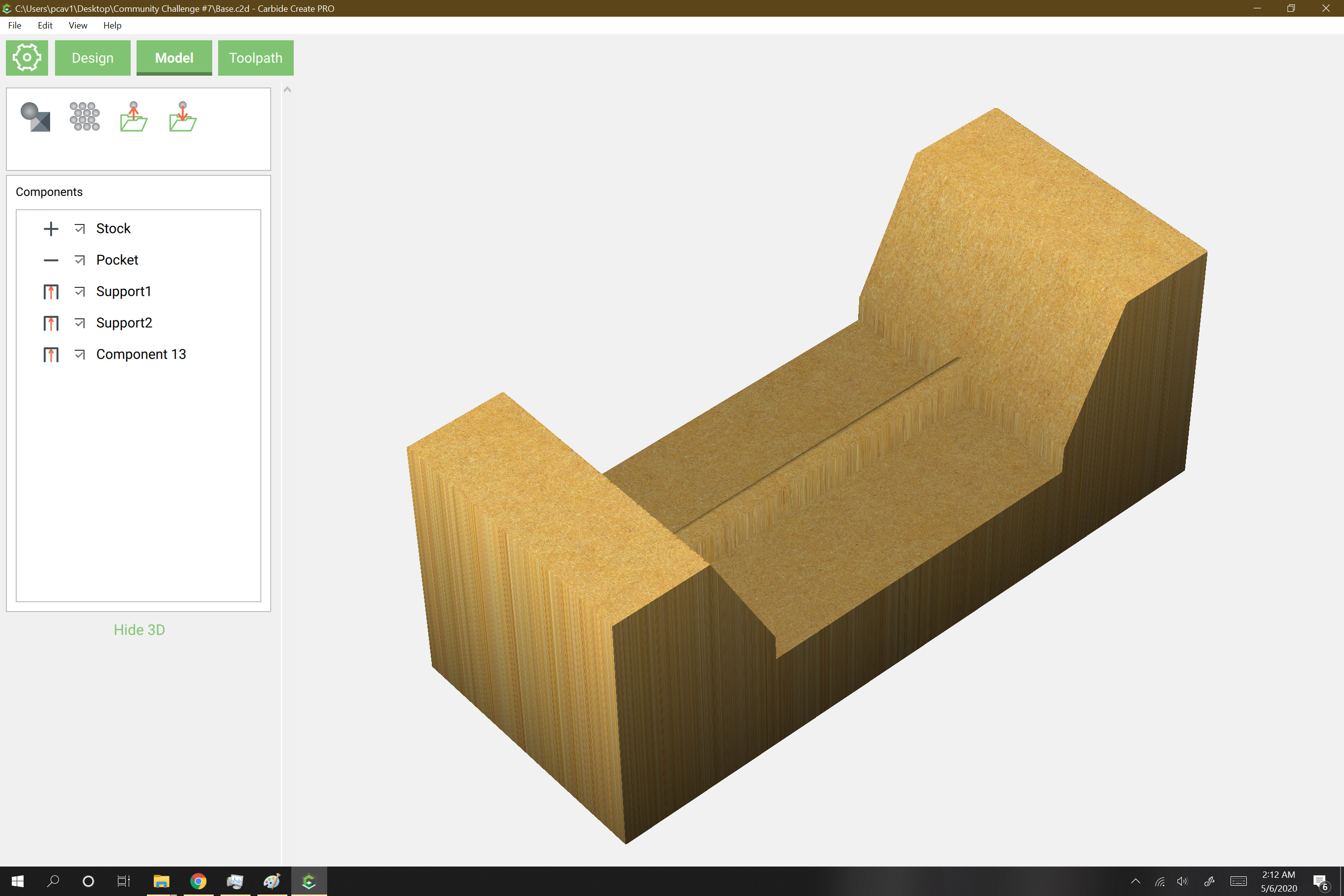
I then created a base model in Carbide Create Pro using the boolean modeling features. This base contained the workholding and part support features.
The workholding would take advantage of the 0.25" dowel pins I have in my wasteboard to align the part and use my homemade cam clamps for extra grip.
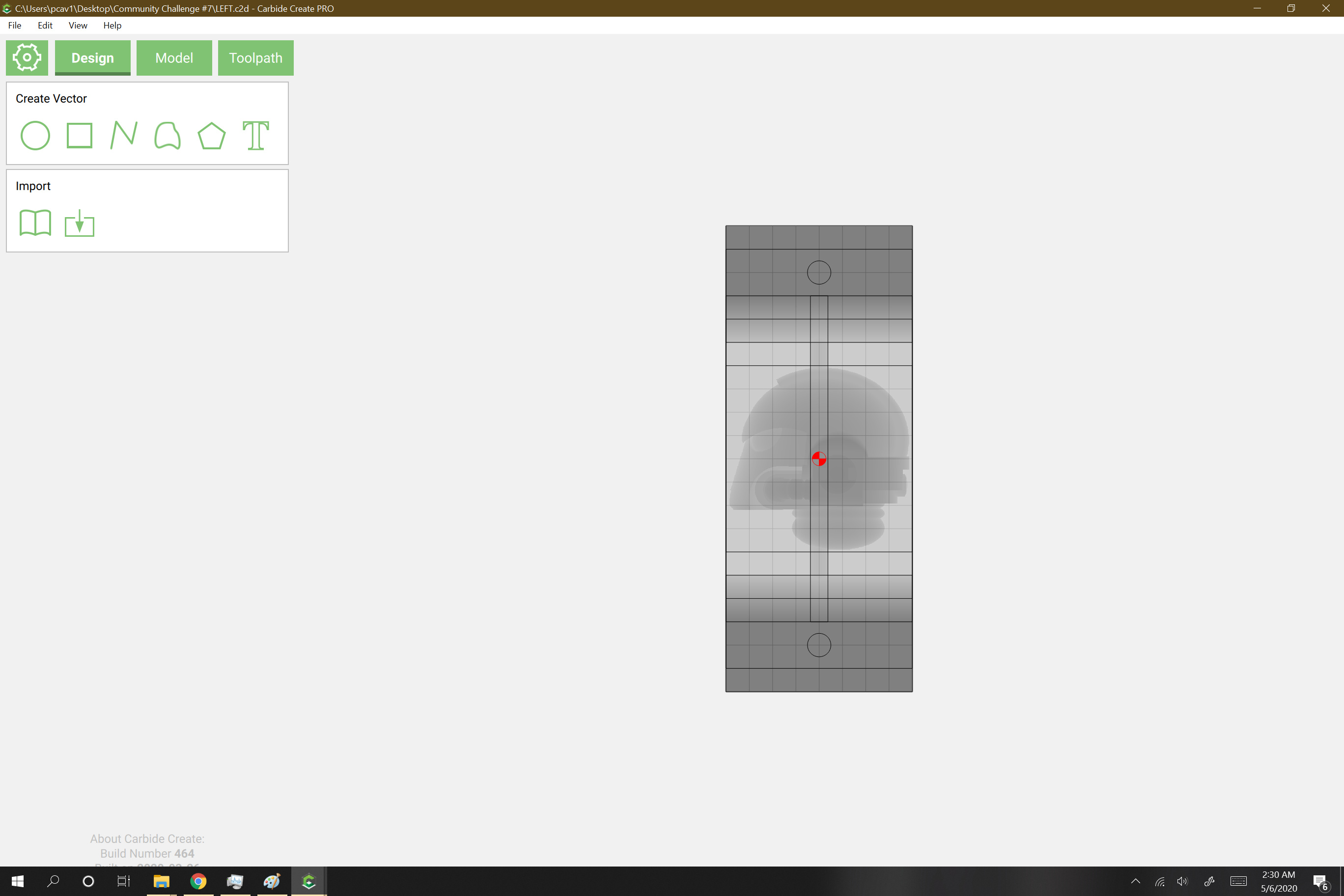
After saving that base, I created four instances of the model to attack each side and get the best detail in harder to reach places.
@nlichtenberg
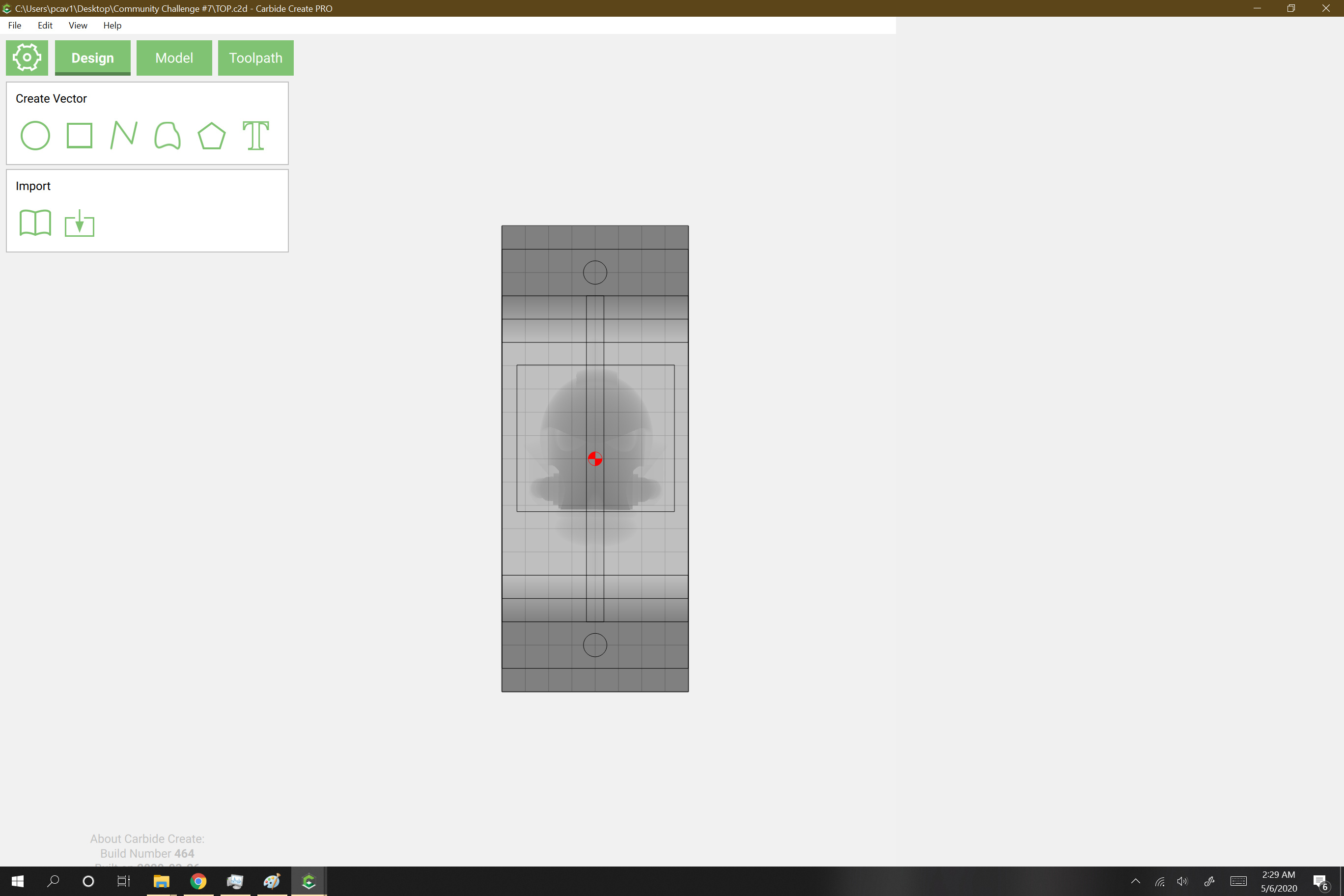
One feature I’d like to see in the future for the Adeptus Carbidicus to add to CCPro in the import PNG tool is to allow for XY sizing in inches/mm. In this case, I had to create a bounding box feature centered on the stock matching my model dimensions to control the imported image dimensions accurately. Otherwise the import defaulted to the selected geometry size or stock when nothing was selected.
This means if my model was, for example, 2" in X and 2.1" in Y and 1.9" in Z (I got my exact model XYZ dimensions in Simplify3D, but you can use Win10 Print 3D app), I would need to create a rectangle feature of 2"x2.1" in the CC design space (keeping the orientation consistent for each side, so the dimensions for each file were different). I would then highlight the newly created rectangle and import my PNG in the model workspace. The fenrus tool exports a file that exactly sizes to the 3D file if you don’t adjust the resolution. This import would automatically size to match the Y dimension of my rectangle. Since X was then scaled properly in the PNG it would fit as well. The “height” field in the import dialog controls the Z height, in this example 1". Here is where centering the stock in space becomes important since I will have dead space below and above my model. This is accomplished by applying half of the difference between the model thickness and your stock thickness as the “base height” in the model dialog. This pushes the details high enough so that the back can be machined late and the model is centered on the tabs. However, one still needs to do the math to center the model in the stock. In general, stock preparation is paramount in this approach. Stock needs to be very square and of known size to not accumulate errors with each new setup.
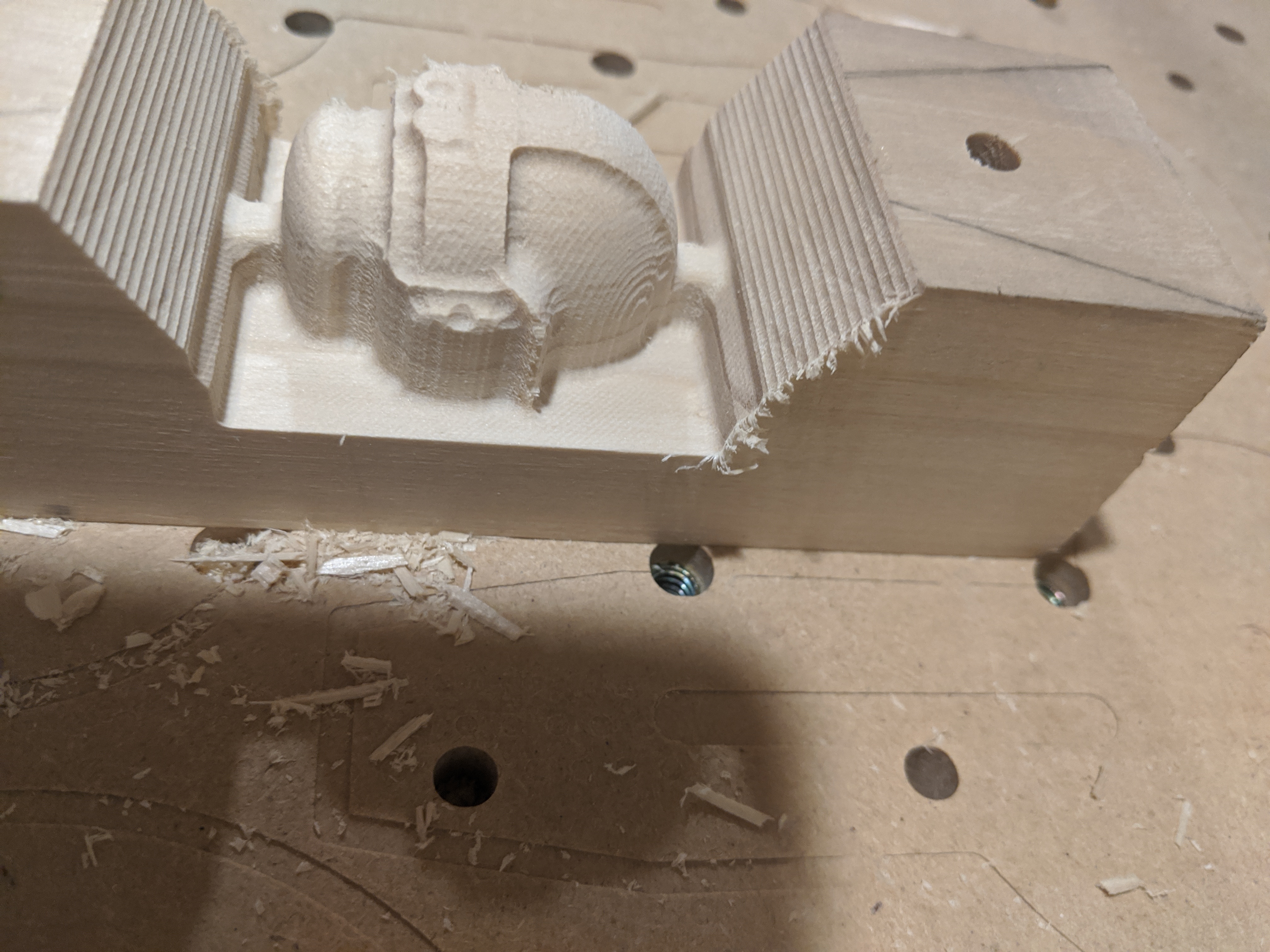
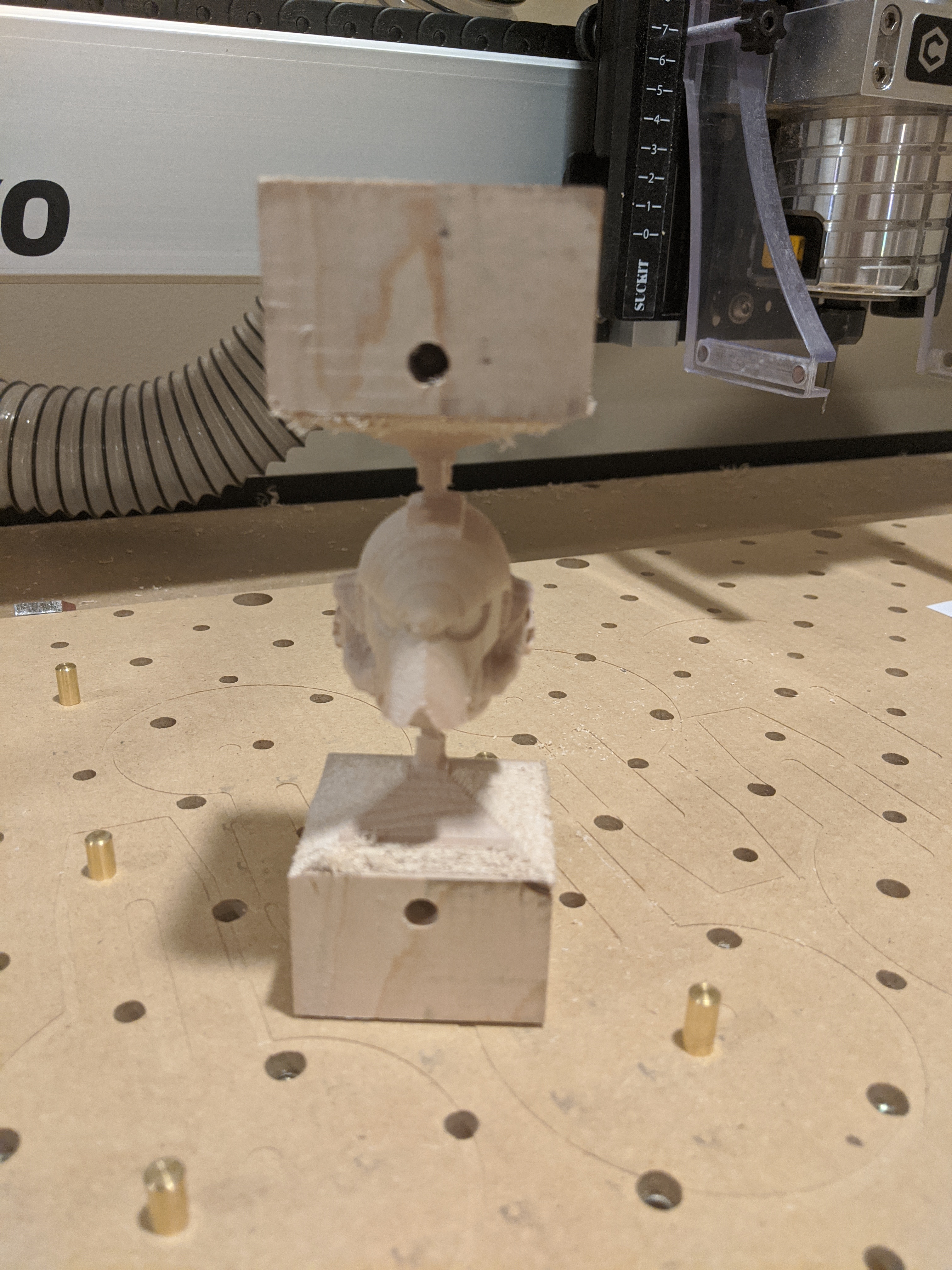
Before sinking a bunch of time into a real run, I decided to do a test. Below are the mostly acceptable results of the test. I had almost no XY devation on the flip and the Z seemed to be off only due to user error.
UPDATED PHOTOS 5/5/2020
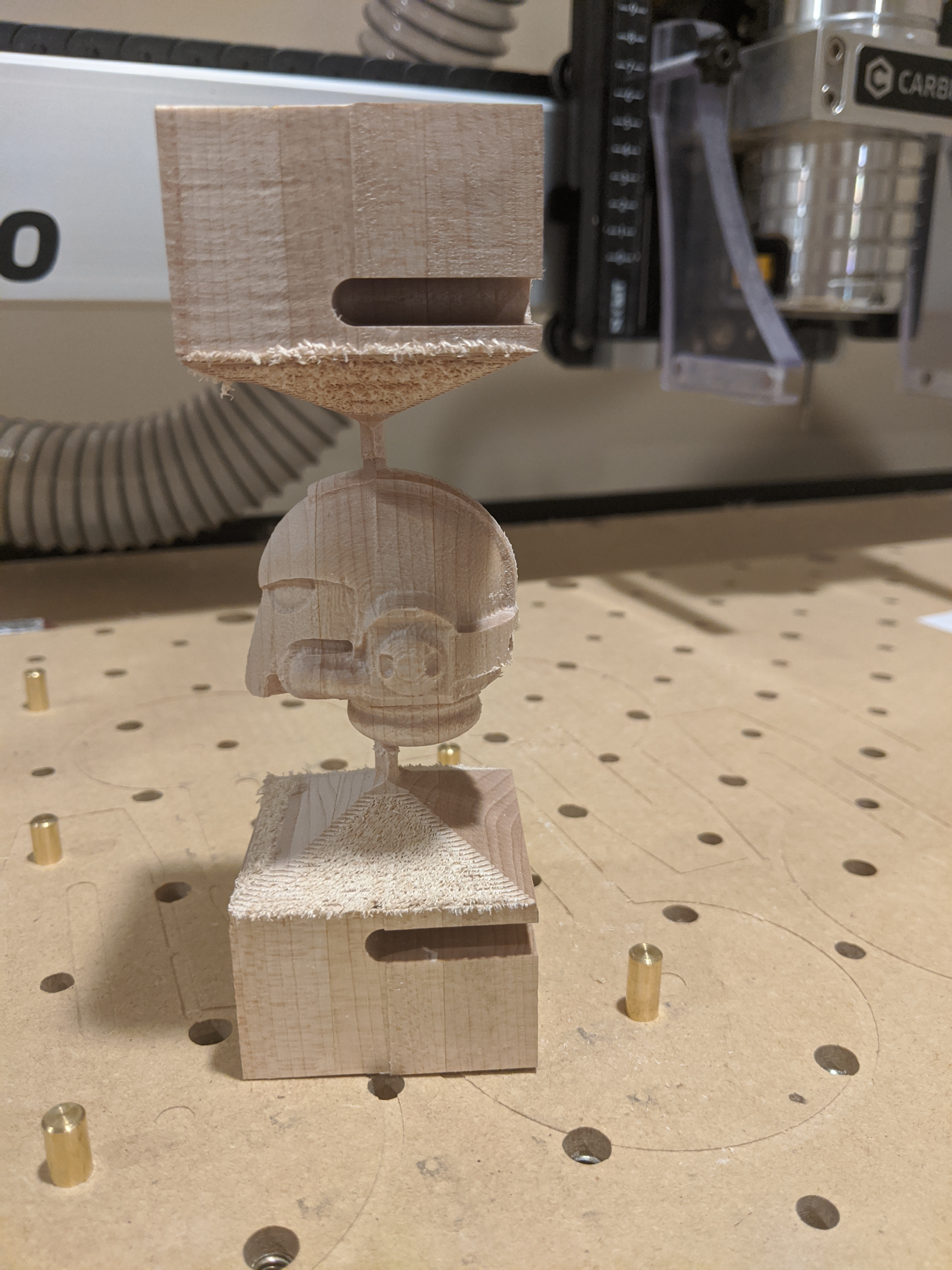
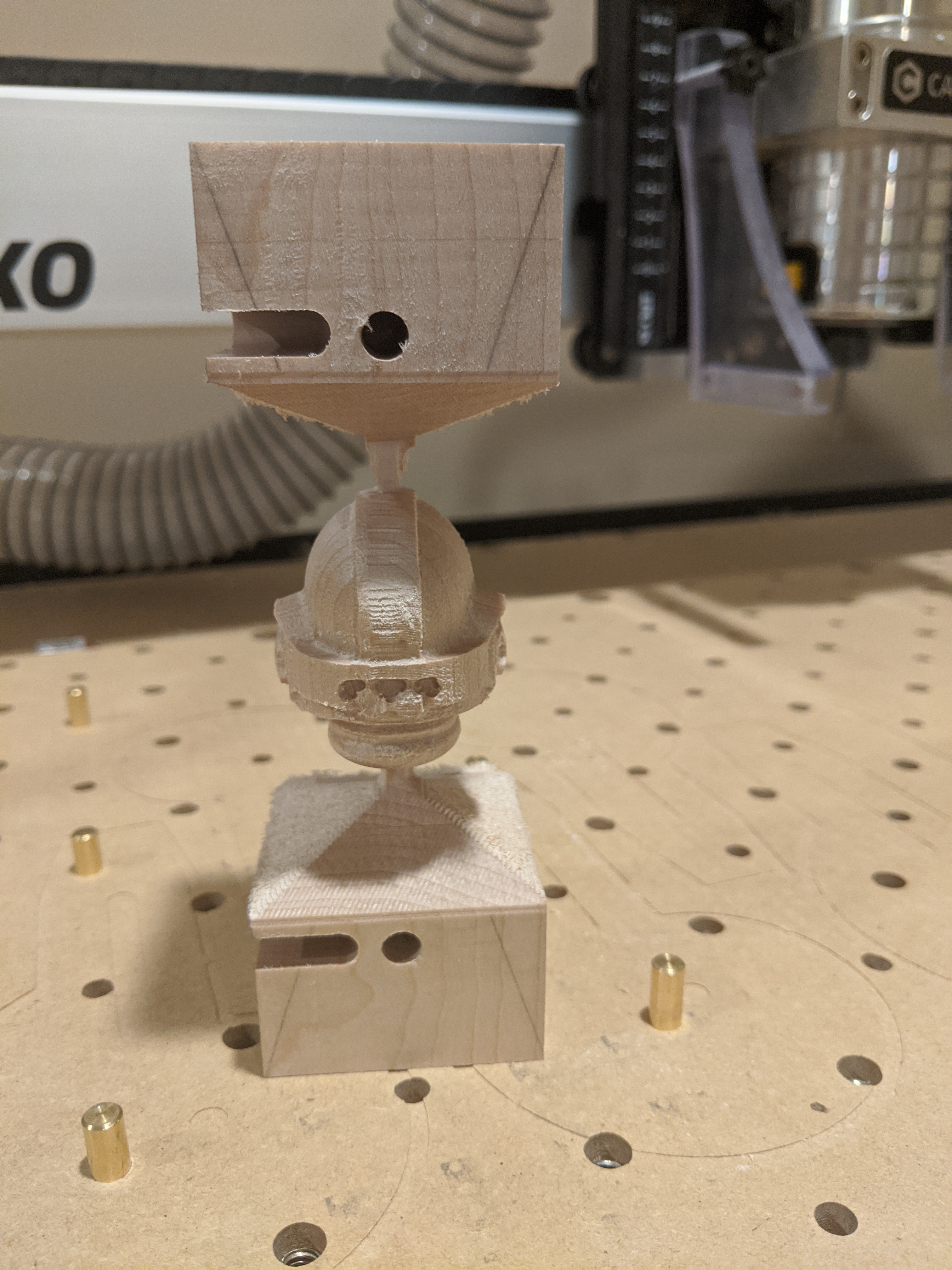
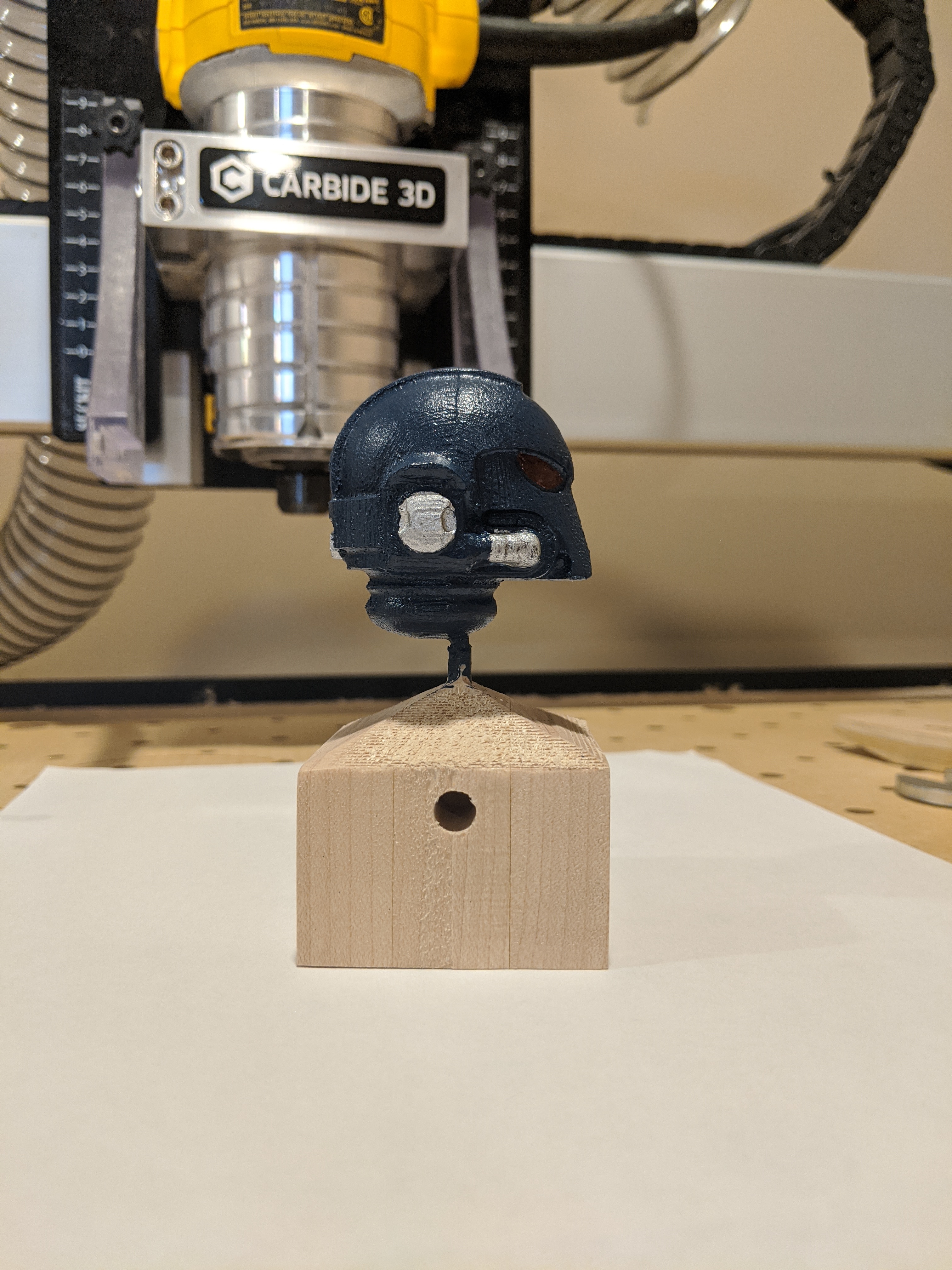
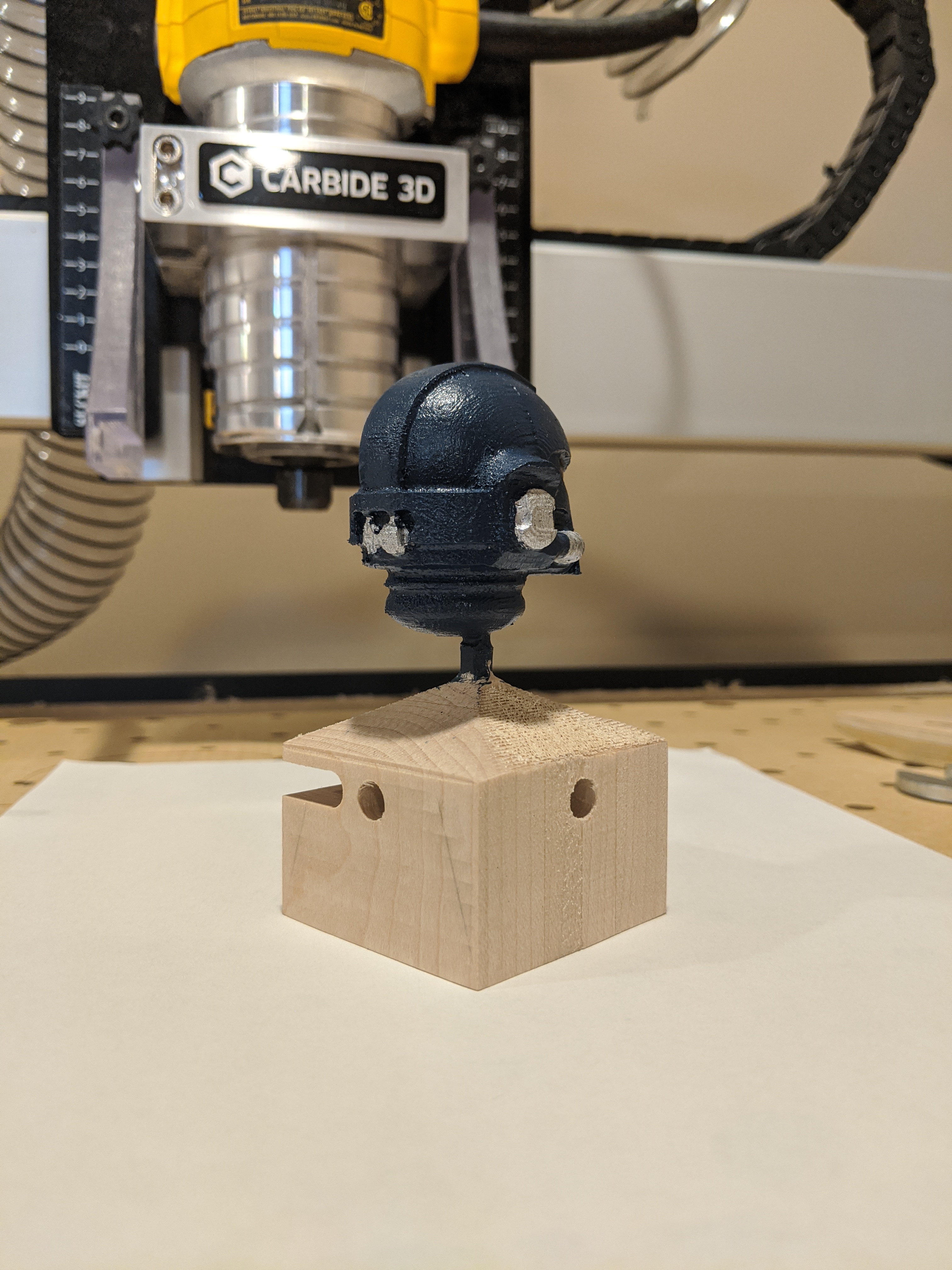
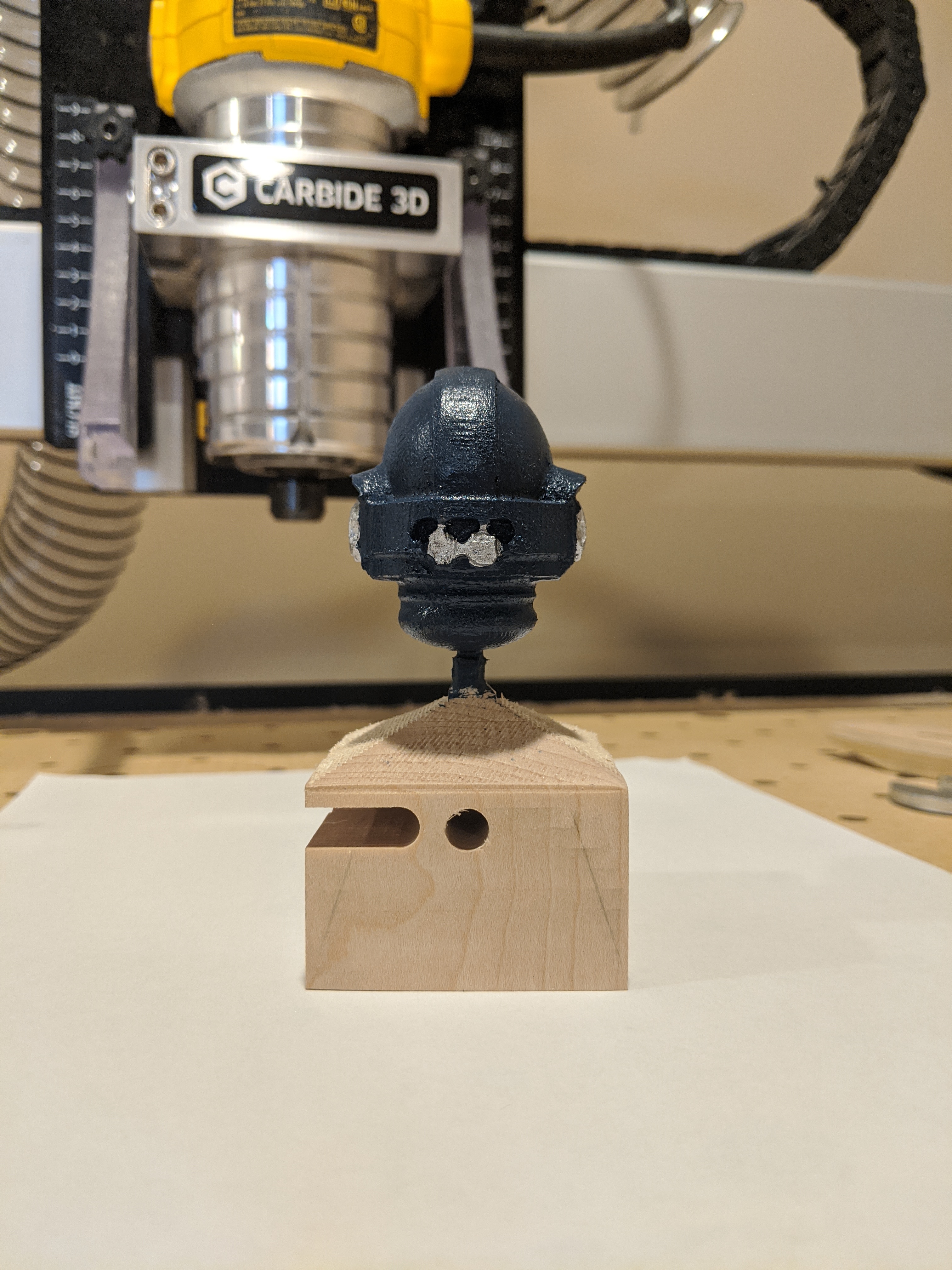
As finished on the CNC
After trimming the upper tab (minimal sanding to remove tab)
As painted and finished
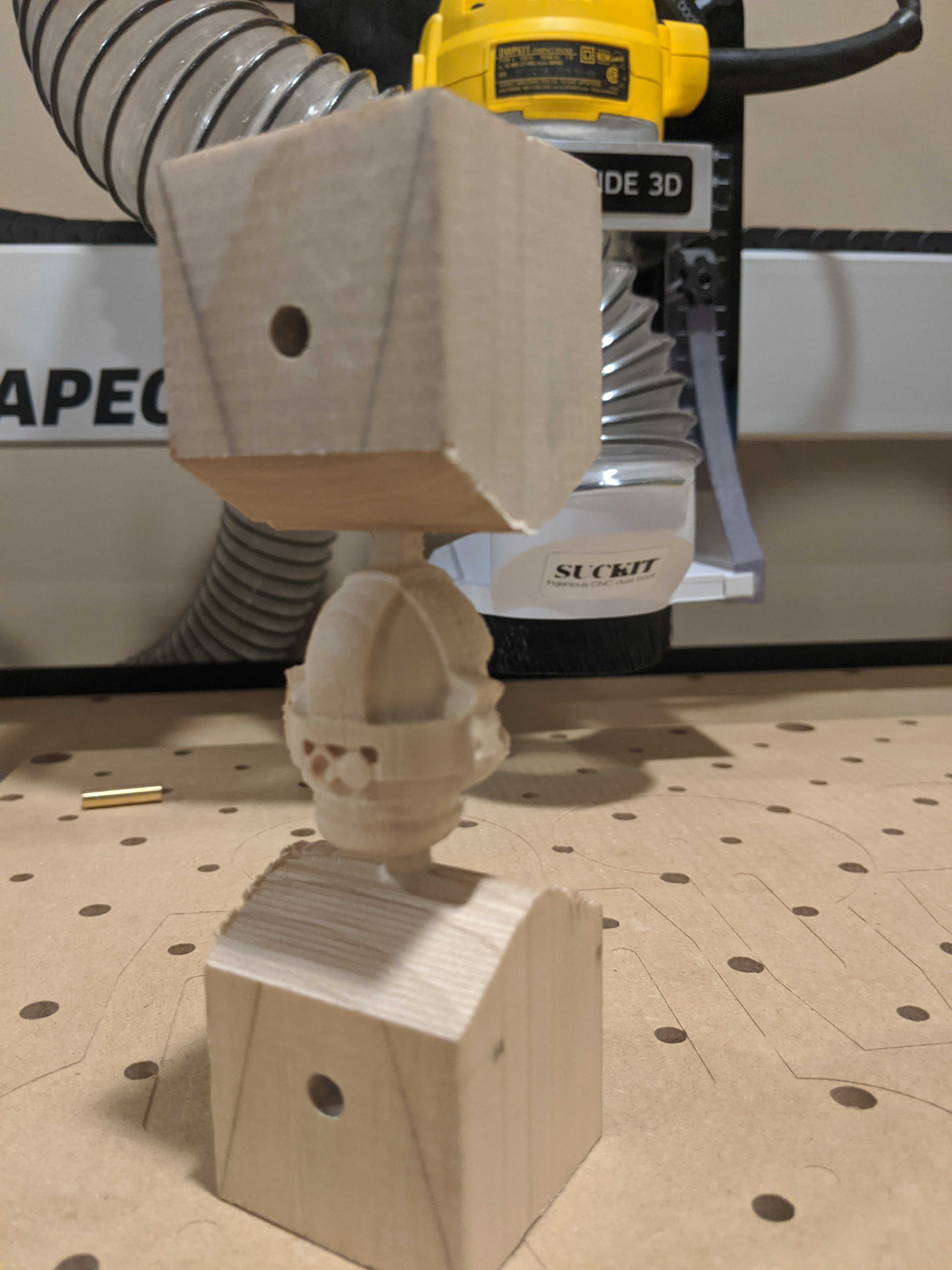
With this mild success, I felt confident in the next run. I set about resizing the work for my Maple blank I had glued up and saved the G-code.
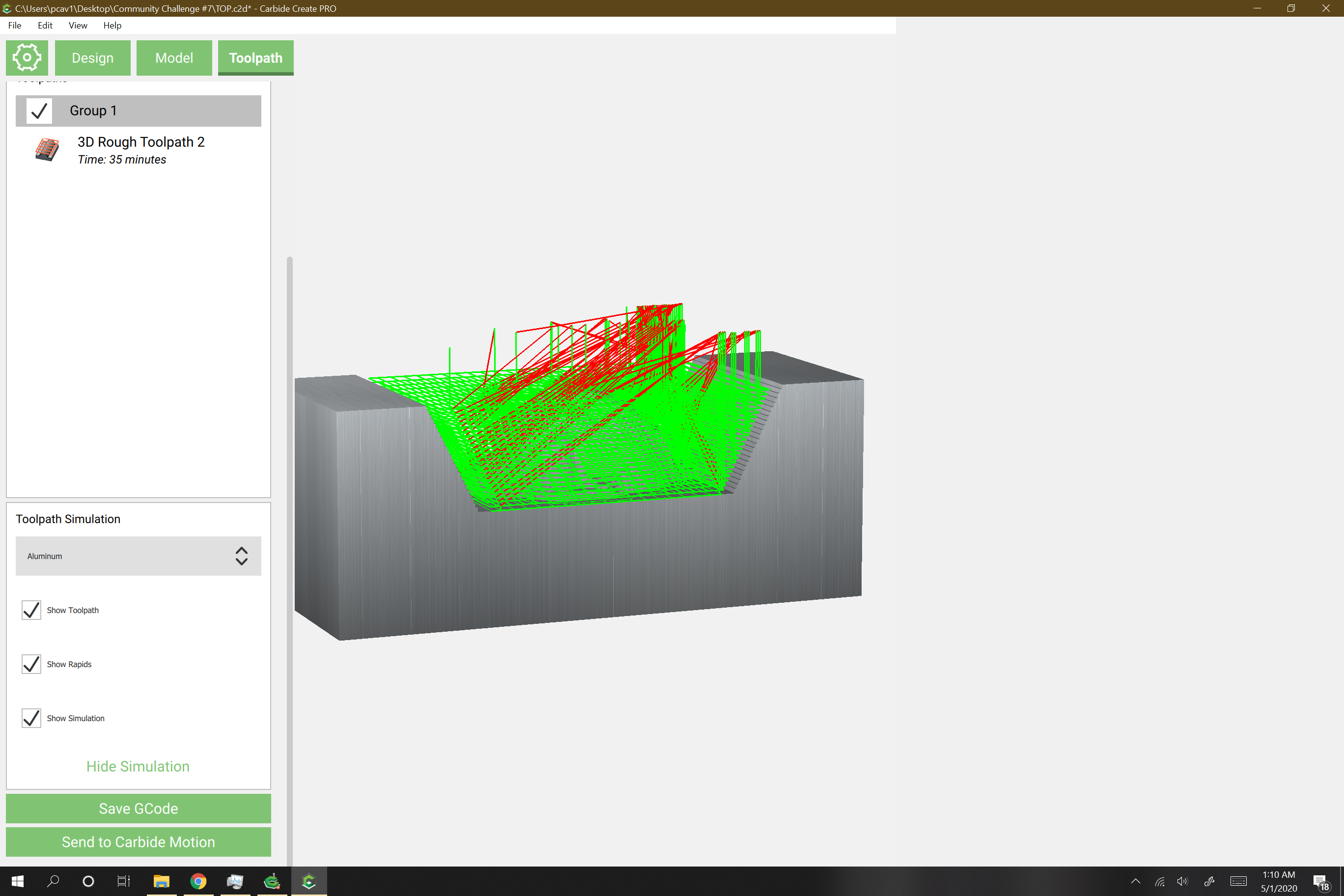
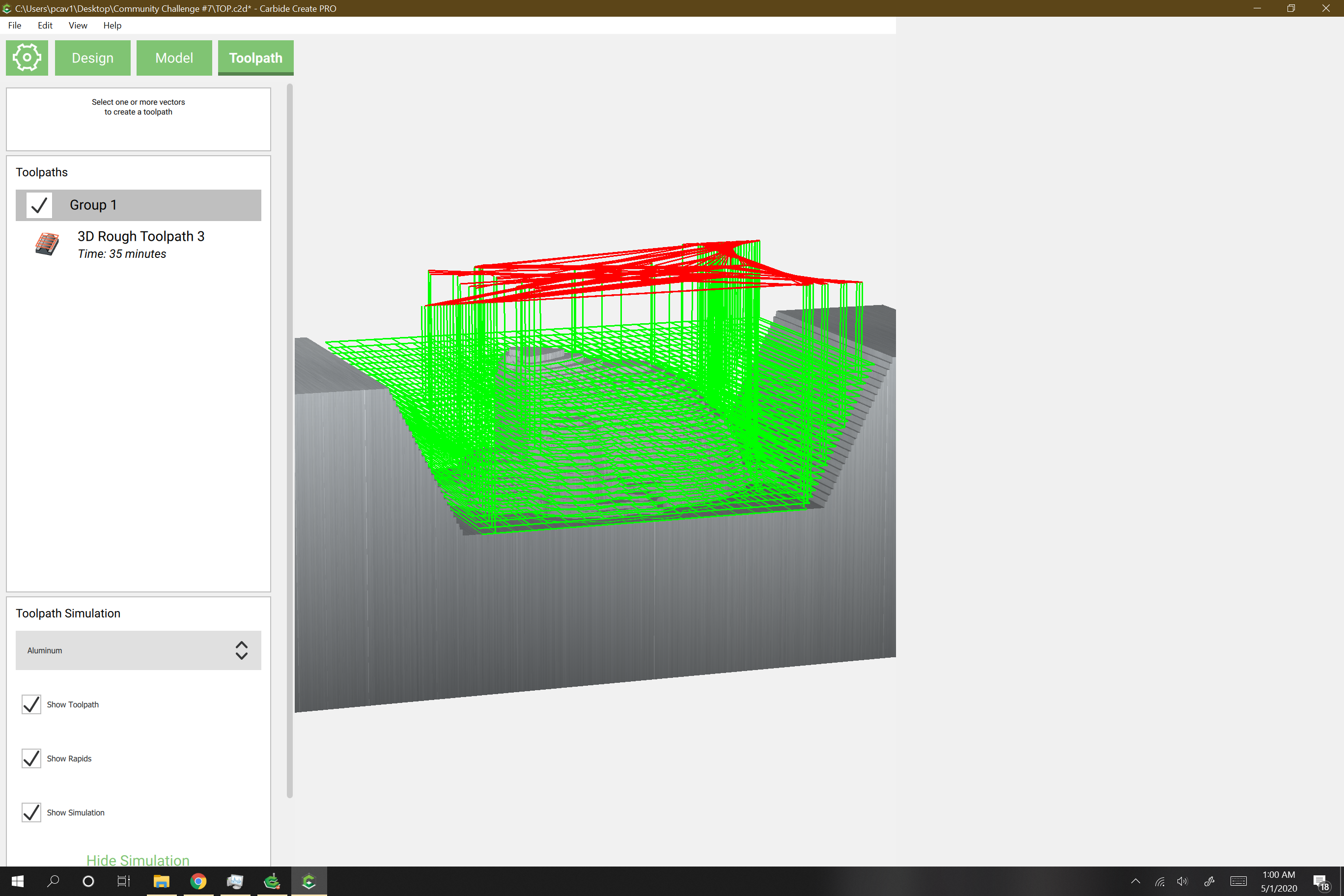
I set up as before, loaded up the program, and hit go. The program ran as expected for a while and then the piece was consumed by Chaos! The endmill dove into the piece during a rapid move about halfway through. I was beside myself with despair. But in all things, the Emperor Protects. I began troubleshooting and discovered that if you set Z-zero as the “bottom” of the part, rapids move as shortest path lines between the retract and the next layer. If you set Z-zero as “top” it will move to the new layer at the retract height and then drop.
Bottom WTF!!!
TOP All’s good
I think this is something foul from the Warp that needs “squishing” by the Inquisition @robgrz , since I can’t imagine this is useful.
It is now 11:45 PM and I am writing this up with the final version running beside me. With the lessons learned, I pray to Holy Terra this one will turn out perfect. I will update the post when it is complete. For now, I must submit my trial as the proof of concept. Only in death does duty end.
All working files are attached in the .zip folder minus the original STL to avoid “issues” that may arise from sharing such things. STL file can be found here if it interests you.
Community Challenge #7 - SHARED.zip (1.8 MB)
@duexx took my dare for “last minute entries” very literally it seems, posting at 11:57 
Allright, that’s it for the entries, head to voting right this way!
Definitely regretting the late night today. Could have been submitted at a reasonable hour if I wasn’t ambushed by the Carbide Create toolpath gremlins.
Would it be okay if I update the post this weekend with the final project? I’ll mark it as such.
It’s fine with me, the entry is valid already, it will be interesting to see the final piece, and everyone is free to vote as they want anyway.
Thats a nice job!
Can you detail how you managed to import the images such that XY and Z are scaled in the desired way?
Regards
Nils
Absolutely, I’ll be updating my post tomorrow with some new pictures. I’ll detail the setup more then.
Here is my late entry…
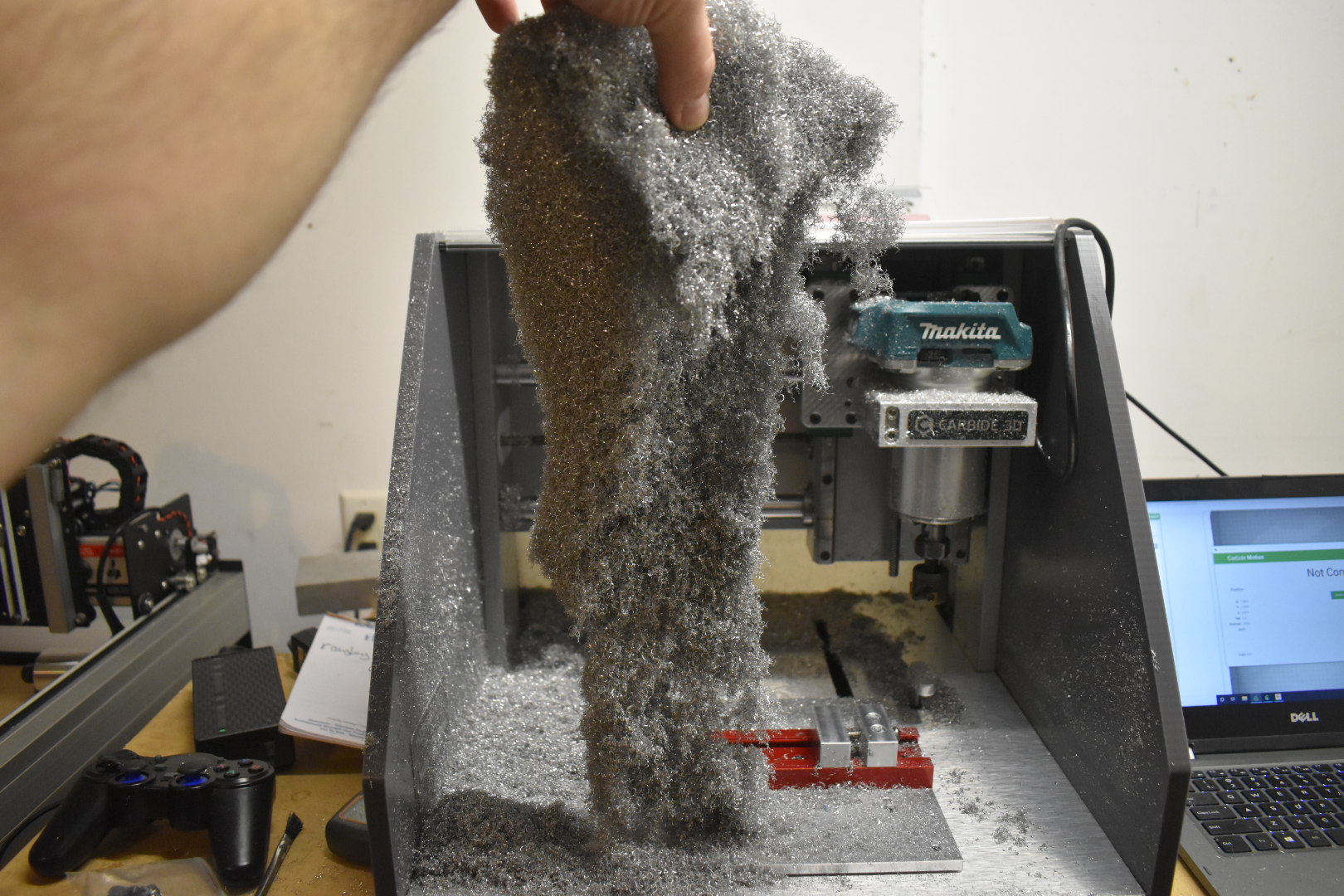
1.6kg of aluminium machined down. Thanks for the inspiration guys!
View this post on InstagramA post shared by Luke (@luke.thebeaver) on Jun 8, 2020 at 2:26am PDT
Nice ! But you missed the deadline, sorry
Did you take a pic of the mountain of chips before cleaning-up ?
Well when you took the prises off the table I thought to hell with it
That would have been a good idea… I still find it amazing how many chips come off what is quite a small project. I filled up 2 dust pans of chips from the floor which is pretty rad.
All those chips are at the recycler now and will someday be part of a British Aerospace project no doubt