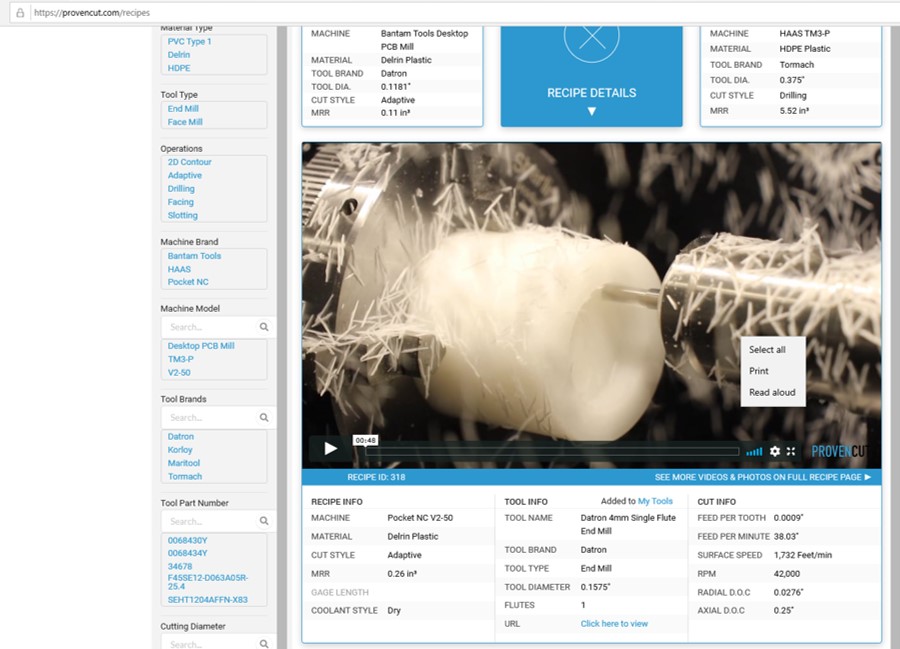
How did you determine that (smaller chips are easier to clear)? One of the free “ProvenCut recipes” shows HSM(?) for Delrin (acetal) - thanks @Vince.Fab! ![]()
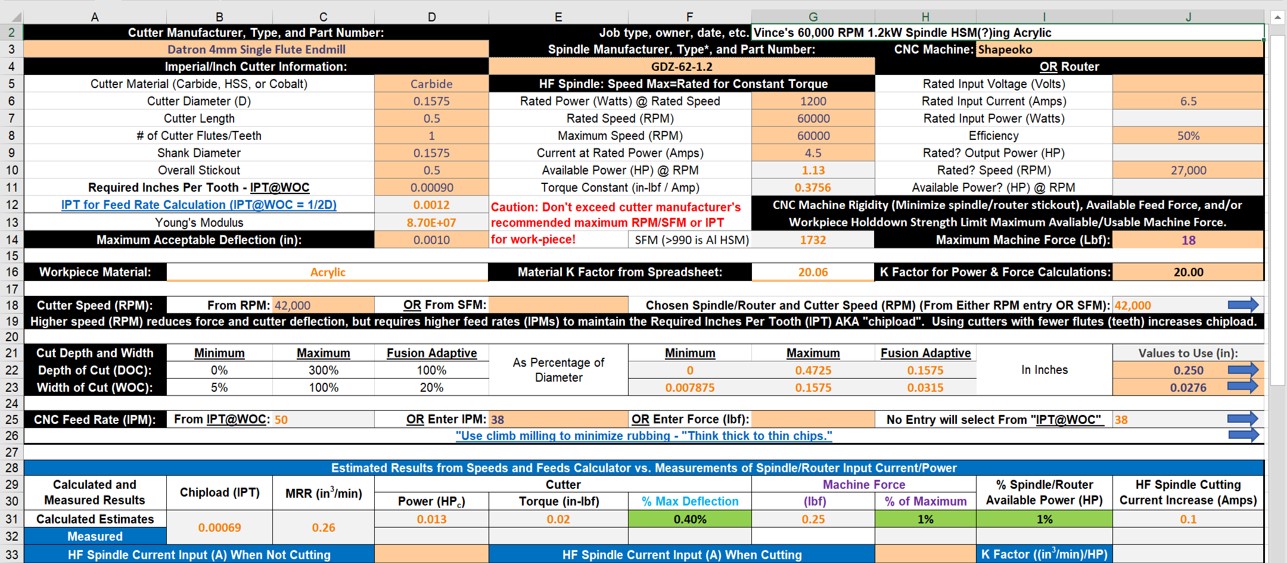
As shown below, the actual chipload (after compensating for chip thinning) was 0.00069".
How did you determine that (smaller chips are easier to clear)? One of the free “ProvenCut recipes” shows HSM(?) for Delrin (acetal) - thanks @Vince.Fab! ![]()
As shown below, the actual chipload (after compensating for chip thinning) was 0.00069".