I’ve had a Shapeoko 3 XL for about 2 1/2 years. I have a large amount of success with this machine w/o adding all the accessories and addons that Carbide 3D has come up with to make life easier. I have made the usual beginning newbie mistakes along the learning curve but now feel like a seasoned user. I eventually went from Carbide Create to Vectric Desktop some time ago. I have been doing more and more increasingly larger 3D.stl files with machine times of up to 10 hours or so. Here is my problem:
At least twice before and now yesterday again. I was about 3 hrs. into approx.10 hr. roughing toolpath. The CNC stopped cutting and Carbide Motion said I lost connection. In the past, I have simply shut off power to CNC, closed Carbide Motion and open things back up, reinitialized, ran toolpath a second time w/o incident. Well, watching it cut air until it gets back to the G code line to start cutting again gets old.
Is there a way in Carbide Motion to pick back up where one left off w/o starting toolpath over. I don’t know how to write my own G code. Some of my 3D projects are amazing but take large amounts of time. I know fluctuating feed rate, plunge rate, Z retract height will improve run times, etc. The dropped software connection must be one those unexplained pc things. 3D projects are usually a 2 day all encompassing adventure. I usually stay close to my CNC the whole time for fear of that one time when things go massively wrong and a fire ignites.
Does anyone have any detailed insight into this issue? Thanks in advance!
Yes, it does take some G-code editing but you don’t really need to understand G-code, just follow the instructions:
https://wiki.shapeoko.com/index.php/FAQ#Continuing_a_cut_which_is_interrupted
(and we are here to help in case of doubt)
Either that or the occasional EMI-related disconnect, in which case there are steps you can take to address them (basically: grounding, and even more grounding) and we (the forum) are here to help, you can also contact support@carbide3d.com for guidance.
You are a very wise man ![]()
Maybe, if this Feature Request is implemented, the problem following this kind of disconnect will be easily resolved, without having to cut air for 3 hours into a 10 hour job!
I have the SAME exact problem. It happens sporadically and I just made a thread specifically for it. I have 2 different usb isolators and neither one of them help. I know I’ll get an answer from support but until then I’m looking through the forums looking for answers. I wish you luck on finding a solution!
Exactly. That would be a ideal feature!
I have had this problem occasionally. It seems particularly noticeable if it is especially dry–If the connection drops, I find if I run without my dust collection running, the problem goes away… but then, there’s dust.
I have a Shapeoko 3 xxl with hdz. We had a dry day in a usually humid climate. I ran an air job with router off and no dust collection on. I got a disconnect. I think it is just a part of cncing. It is annoying but inevitable. The best you can do is all the mitigation like grounding etc. Unfortunately it is not a perfect world we live and work in.
@Caseyman A USB isolator only helps if the EMI is picked up on the correct side of the isolator. If it’s picked up on the other, you’ll still see the spurious voltage.
The better solution is to study the collective wisdom on grounding your machine, as @Julien suggested. I had regular disconnects initially as well, but since grounding it properly, I’ve not yet had one — and I live in a year-round dry climate. I’m not using my xxl-3 full time, but I’m fairly confident that EMI-related disconnects can be entirely eliminated if you’re patient to work through all the potential sources of discharge and coupling.
@gbilger I’m not against an easier way to pick back up where you left off, but isn’t it better to solve the underlying problem? It sounds like you’re seasoned with the machine, so solving the EMI issue shouldn’t be too daunting.
Plenty of us here have been through the same thing. We’re all here to help.
Thanks to everyone for all the quick responses and solid information. Gives me a lot to think about.
Makes sense, I’m gonna spend next week and do that I think. Thank you!
There’s a thread on grounding with some hints here
Is the new 3.0 Carbide Motion board better at handling EMI issues?
As noted at:
https://blog.carbide3d.com/2020/nomad-3-plus-something-else/
The 3.0 board is easier to install and has better EMI performance- it’s the best board we’ve made yet.
I figured as much. How difficult would it be to retrofit the Shapeoko 3 to use it.
Might be feasible to do this by:
- making an adapter plate to mount it
- replacing all of the wiring extensions with custom ones which had the Molex KK and the new (microfit?) connectors
However, anyone who has EMI issues should contact support@carbide3d.com and we’ll do our best to get things sorted out.
If it’s possible to change the design of the board to reduce the effect of EMI, does it mean that the reasons for the previous board’s susceptibility to EMI is now known? That is, were changes made to improve the USB circuitry, or was it the chip layout that made the difference, or the types of chips, or extra shielding etc?
Gregg,
When creating 3d tool paths in VCarve, you can restrict the cut to a specific area defined by a vector. That is selected in the “Machine Limit Boundary” box of the toolpath dialog.
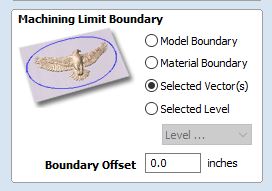
If you want to restart a job without cutting a lot of air, draw a vector around the uncut area and recalculate the toolpath using “Selected Vector” as a boundary. This trick has saved me many hours after experiencing the same disconnect issue you described.
Huey
That is a great idea. All of my 3D projects are cut to selected vector in my roughing and finish toolpaths. I’d have to think it through a little more in my project I have going now. This project is fairly large. The part that has been cut is only partially rough in.
As long as you haven’t moved the workpiece or changed XZY zero, you should be able to continue the job with no problem.
I was cutting a 20" Marine Corps emblem a while a go and part of one of the two big stars broke off. I was able to clean the area with a sharp chisel and then glued a block of wood in its place. In VCarve, I drew a vector around the star and was able to cut just that area. When done, it was not noticeable at all. That saved the job…a lot of time and an expensive piece of mahogany. I also use that trick to reduce cut times. For example, I can run the finish cut on the USMC emblem using a 1/8" ball nose and then use a tapered end mill to recut just the letters and get in the spaces where the 1/8" BN can’t. It would take a very long time to run the whole job with the tapered end mill.
Good luck!
Huey