Seems about right, although I’ve not used the Z+.
Because I have a large 80mm spindle I have a bit more flexibility in where I mount it and what the reach is. Even so, I still have to move it a little if I want max clearance under a large cutter vs. full reach with a very small cutter.
The total travel sounds about right, the usable travel on the HDZ is about 130mm and that’s meant to be a bit more than the Z+
Sometimes the problem is being able to retract a large cutter high enough to clear the top of a workpiece, sometimes it’s being able to reach down with a small cutter. There’s no goldilocks setting I’ve found yet.
You can get some longer reach 1/4" and 8mm cutters, there are 6 & 8mm collets available for the Makita I believe;
You’re right that, all other things being equal, you should choke the cutter up into the collet but depending on the cut and the cutter I have run 1.5" stick out on a good 1/4" cutter where necessary, taking the cutting speed and maybe RPM down a little to compensate. On an 8mm cutter I can run more stick out before it starts to vibrate. Of course, this is only done with a collet grip length of cutter still in the collet. I have a couple of really long reach 6mm & 8mm cutters, one has 65mm flutes, but it’s scary to run because of the wobble, I only really use that for boring deep holes in wood and run it slowly.
It’s not always just the flute length that controls your depth of cut though, sometimes you’re reaching into a pocket and machining in there so you can end up machining well below the surface of the wood, check out this guy’s stuff (it’s a good watch anyway);

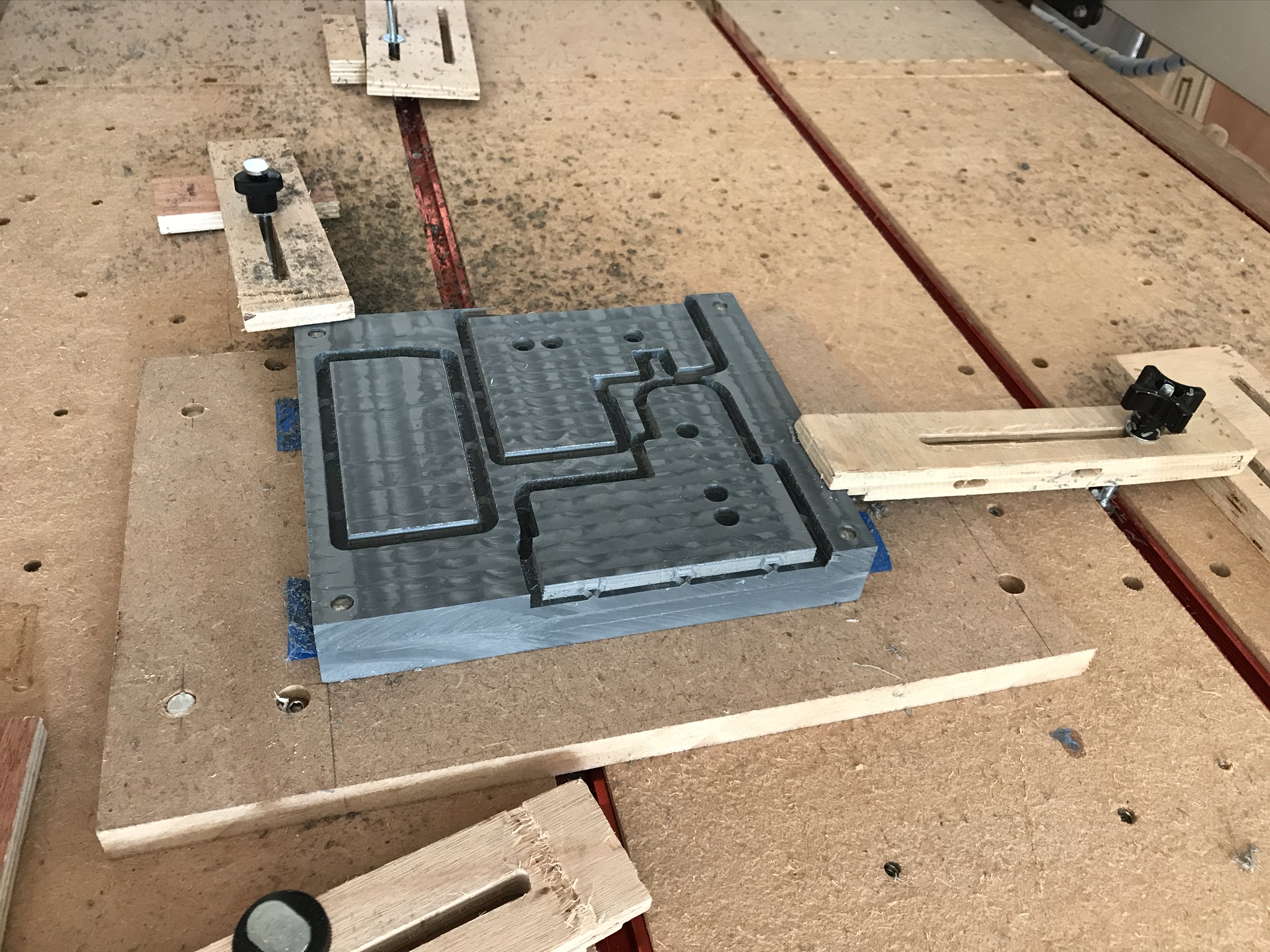
I wouldn’t think of just one height for workholding though. I have a spoilboard with the T-Tracks and threaded inserts as my ‘base layer’ but I frequently attach an additional board for workholding, here’s one I’ve been using for metal and plastics, it’s still smooth MDF so the tape & superglue trick works well, it also has holes for horizontal and vertical alignment pins for quick work setup;
I find it’s not uncommon to put an additional board on top of the spoilboard for some jobs, with my old AMB Kress spindle I had the same issue of not being able to get the 1/8" cutters to reach the spoilboard so I kept a piece of 18mm handy as an additional raised spoilboard layer, I drilled some holes in it to match up with the threaded insert locations.
For small workpieces moving them up towards the Z axis has a few advantages, the first is to make them easy to reach with small cutters but the second is that one of the largest sources of deflection in the Shapeoko is the ‘nod’ of the Z axis around the X rail which couples Z and Y deflection (up & down with front & back). The further away from the X rail you are, the larger this deflection becomes. So all in, getting up closer to the X rail is no bad thing.
If I had the Z+ I think what I’d probably do is set up my spoilboard on top of the supplied baseboards in 18mm or 24mm (3/4 or 1") MDF, put the T tracks or threaded inserts in it, level it properly with the cutter and then keep an additional “top board” to throw on top and lift the workpiece when I needed to use small cutters. I’d might also make this “small work” board smaller than the bed of the machine to start with, unless you want to do v-carve or engraving on large pieces.
Does that help at all?