The feeds and speeds are actually tested on the appropriate machines — they are intended to be conservative values which will work well on the machines in question.
I guess one of my questions would be HOW conservative are they?
For example the Shapeoko Softwood parameters in Carbide Motion for the #201 1/4" endmill
are feed rate 75.0 in/min Cut depth 0.060 in
while a Shapeoko 3 chart on Myers woodshop has 0.4" depth of cut for Pine and in his commentary he say he runs bit diameter for depth of cut, and 100 ipm for feed rate.
Very different depth of cuts. (experimentally 0.4" depth of cut seems a bit too much )
How far from the hairy edge are the Carbide Create Feeds and Speeds?
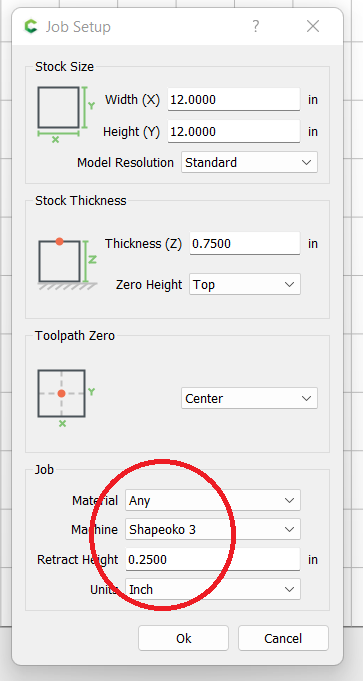
So in the job setup there is a choice of machines. If you pick the wrong one are there any consequences? I filter the tool database so I only see the Shapeoko tools.
No, the machine selection on the Job Setup dialog is an artifact from when Carbide Create calculated feeds and speeds based on material, and endmill diameter and # of flutes.
@WillAdams Thank You. I thought it would not make any difference as long as I picked the tool database for my machine. Better to ask then mess up a project from ignorance.
Not sure how he determined that value but the “100%” depth of cut sounds suspiciously like the tool manufacturers typical recommendation, and they just don’t work well on a Shapeoko that is not a 2-ton milling center and is not quite as rigid. The “50% max” rule of thumb in this community sounds like a better bet for a Shapeoko. But then again the rule is not the same for standard shapeokos and for Pro models, which do allow deeper depth per pass thanks to the linear rails and larger belts.
I don’t think there is a short answer to that, depends on whether you are talking about feedrate or depth per pass for example. I would guesstimate you can easily go to 2x the recommended settings, but as Will mentioned those recommended settings are the “safe zone” parameters that should work for everyone (including folks whose machine is not perfectly tight and dialed in). A typical way to find out what the limit actually is on one’s machine is to use feedrate override during a cut, see if you can push it to 200% and it stills work without drama. Similarly, incrementally increasing depth per pass (and then backing off a bit when it starts making horrible noises) will tell you how far you can push things. And then there is the dependency with toolpaths and endmills types (e.g. a #201 doing a slotting toolpath cannot be pushed as deep as the same endmill cutting a pocket toolpath)
If you can’t sleep at night, I crowd-sourced (forum-sourced actually) the basic knowledge behind feeds and speeds on a shapeoko in the ebook here.