I have to make very big 16 mm. deep pocket in some 25 mm. MDF using drill #251.
With the (conservate?) default setting this takes a very long time.
What is the fastest, safe setting I can use ?
See:
Thanks, but it is a bit overwhelming. Maybe an example or rule of thumb ?
1 Like
Hi @OSLO,
First of all, a #251 is not the ideal tool for aggressive roughing jobs, because it is a downcut endmill, and while downcut provide very clean top edges (which is nice in MDF), they also tend to push chips downwards where they pack and can be evacuated easily, and the faster you go the worse it gets.
If your ultimate goal is to mill a pocket FAST, pick an upcut endmill.
Then, if you want to remove lots of material fast, you will want:
- highest RPM (reduces cutting forces and maximizes chipload once you have maxed out feedrate): say 24k on a spindle, or 30k on a router. (Yes, it screams)
- then figure out the acceptable chipload for MDF: the ebook has a table that recommends 0.001’‘–0.005’’ for “softwood” (let’s assume MDF is similar to soft wood for now) and a 1/4" tool. 0.001" is conservative, so if you want to be aggressive shoot for the higher end of that scale as a starting point
- then determine feedrate. FR = chipload x nb of flutes x RPM. In this example case, assuming you use an upcut endmill like the 201 and a router, FR could be as high as = 0.005 x 3 x 30000 = 360ipm. Machine can’t really handle 360ipm, it maxes out at 200ipm by default, so let’s assume you can use that.
- the next question is depth of cut, the usual rule of thumb is “less than 50% of the endmill diameter”, but the faster you go the shallower you will likely want to go (for chip evacuation and deflection)
So I say, give it a try with the settings below and see how you like a brutal toolpath:
#201
30k RPM
200 ipm
0.04" depth per pass.
If that works, gradually increase depth per pass to 0.08" and ultimately 0.125" (or more if your machine will take it). Experimentation is key. The machine will tell you when it’s giving up. Do all of this with good dust collection.
I would not try this in hardwood, but MDF is forgiving. Cutting times should be drastically reduces once you have experimentally determined how far you can push things.
3 Likes
Thanks will try that with drill #201.
How does this translate into these tool parameters (in mm)?
Cutting parameters
Stepover 3.175
Depth per Pass 1.524
Speed and Feeds (per Minute)
Plunge Rate 381
Feed Rate 1905
RPM 24.000
In mm and mm/min units:
Stepover 3.175
Depth per Pass 1.0
Plunge Rate 1000
Feed Rate 5000
RPM 24.000
1 Like
A good tip from me is to always keep in mind that slow is smooth, smooth is fast. (And cheap) ![]()
Use relatively conservative settings and just enjoy the machine doing its thing. Use the override settings in Carbide Motion to find the limits by use of eyes and ears.
The actual federate after override will be presented in carbide motion, read that off and use that as a base for your next toolpath.
If you ever are in doubt, reduce the DOC to be on the safe side.
Looking forward to see your speakers! ![]()
2 Likes
Thanks. I have to make a lot of these, that is why I am concerned about the time. Why (only) Depth per Pass of 1 mm. ?
Maybe it is a bad idea, perhaps I should use 3 or 4 layers instead of 2 ? The idea of not having to manually cut, assemble and glue a lot just seemed very attractive. Any ideas ?
As I mentioned this is only a safe starting point. On a mechanically sound Shapeoko4, nothing can go wrong when using a shallow depth (1mm for a 6.35mm endmill) even at super aggressive feedrate. You can then try increasing the depth per pass to 2mm, 3mm, 4mm etc…and at some point during those tests you will enter the territory where the machine struggles to keep up. Every machine is subtly different, experimenting (and using your eyes and ears as @fenrus mentioned) is the only way to figure out the most aggressive setting you can use on your machine.
a CNC is subtractive manufacturing, milling very large deep pockets is never going to be super fast. Consider using a different approach:
- milling a flat bottom shape using a 2D contour (super fast)
- separately milling another 2D shape that would become the “walls” of the final pocket. 2D contour again, super fast
- manually glue “the walls” of the pocket onto the flat bottom support: you end up with the same shape you would have had with milling the pockets, but in a small fraction of the time.
Clear as mud ?
3 Likes
Basically 3 layers then. 9 + 32 + 9 or 4 layers 9 + 16 + 16 + 9 mm. ?
Sorry you lost me with the 50mm reference ? Your initial post mentioned 25mm MDF
Also not sure whether we understand “layer” the same way, can you elaborate what you mean by layer in this context ?
I may not visualize your final piece correctly. My point was that, taking a simple rectangular pocket as an example (say a 16mm pocket in 25mm MDF as in your case), you could mill a 9mm flat 2D shape (the bottom), and then mill separately a 16mm thick “border” (which means: surfacing that small area from 25mm down to 16mm, and then using a contour cut), then glue up the rectangular border on top of the rectangular base.
Sorry, I did not specify it clearly. The total depth of the speaker is 50 mm. 2 “layers” or halves of 25 mm. was required if I could pocket both of them fast enough. 3 or 4 layers or parts would be a 9 mm. frontplate, 2 x 16 mm. (or a 32 mm.) “wall” parts and a 9 mm. backplate. This would also require the “unconnected” parts to be cut and glued seperately (like the center cube).
if the first layer is just a cutout… why not use a contour cut?
2 Likes
btw another thing to look at is using another bit? Something like https://www.amazon.com/gp/product/B000P4NUPS gets you a half inch diameter… will cut MUCH faster since your stepover doubles (and in 2D that means you cut 4x faster)
Thanks. Can this be used safely with Shapeoko 4 XXL (Dewalt d-65509) pocketing ? What would the Carbide parameters be ?
I will have to pocket (16mm) of both 25 mm. halves (giving an inner volume of 32 mm).
the 1/2" bit can be used with a shapeoko for sure; I used it even when I still had a 3XL.
I’m not an expert on fast F&S but I suspect the same math applies… start fast but shallow and go deeper until the machine starts complaining
(or start deeper but slower and use the override speed in carbide motion to go from the other direction ![]() )
)
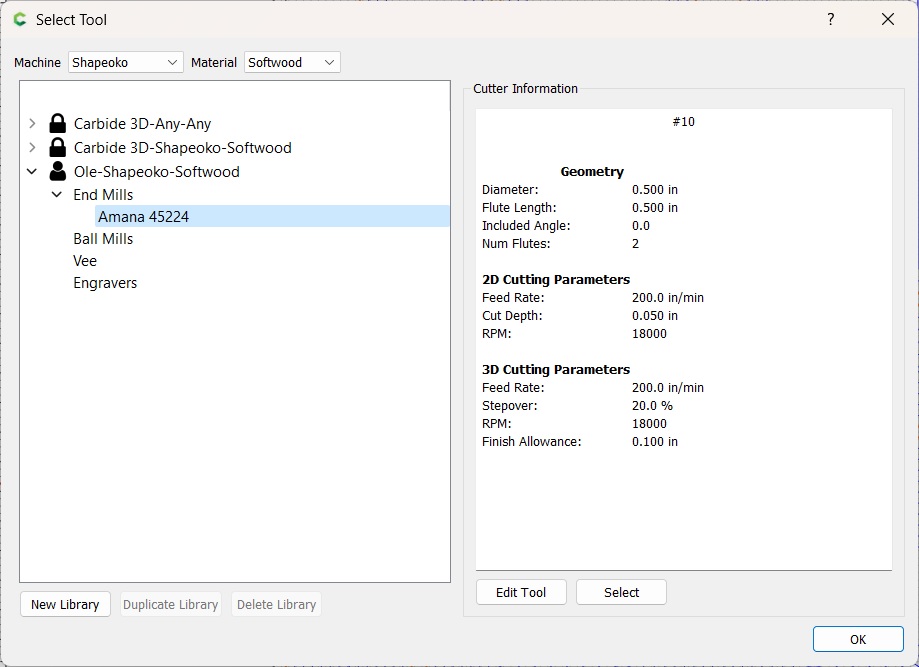
Thanks. Have to find the carbide parameters for Amana Tool #45224.
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.