@Lucas: I may have missed it in the discussion above, but what CAM are you using to generate toolpaths? When milling aluminium, adaptive clearing toolpaths go a long way to control how quiet/loud you want things to be (i.e. if MRR/cutting time is not a concern, choosing a conservative optimal load will produce a cut that can be moderately quiet, it’s almost an enjoyable sound when it’s set just right and it purrs along nicely  )
)
1 Like
@Gerry thanks, good to know! I’ll try it out and see how it goes. If it works well I might have to invest in a small FogBuster or something.
I have the fancy ZrN endmills and they definitely make a difference. The Aluminium chips don’t stick to them, like at all.
@Julien I’m using Fusion 360 and generally use adaptive toolpaths. I use Winston’s settings from here, though I play with the feed rate override in Carbide Motion to get it removing as much material as possible without making ugly noises.
I’ve tried using less aggressive settings but I can’t get the machine anything like quiet enough that I can use it without its enclosure. Do you have any suggestions for quiet adaptive feeds and speeds?
1 Like
disclaimer: I’m a Shapeoko guy, I don’t even have a Nomad (yet), and my workshop is my garage, so chances are my definition of “moderately quiet” is not the same as yours. I checked the settings from that video, went back to check which ones I used in a couple of my projects (like this one), and I happened to use the exact same 0.012" stepover (~10%D), which is already conservative. You could try and reduce it further (say half), but then you would have to increase your feedrate to maintain the same chipload.
Your settings are
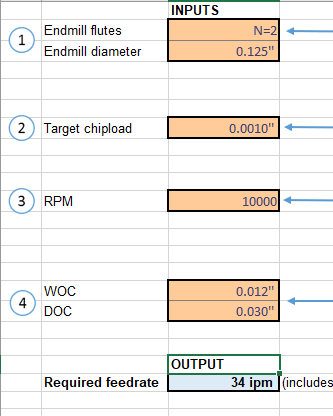
I would maybe try 0.006" optimal load, 47ipm:
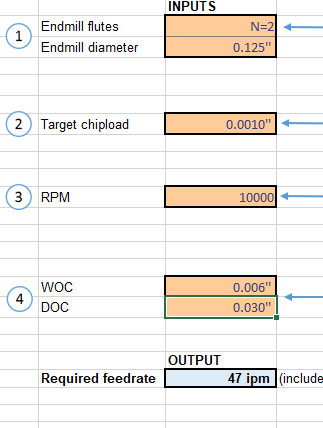
My machine is not available right now or I would have tried and measured noise level in both cases, but that last case would shave off so little material at each pass that I imagine it should be quieter.
1 Like
Thanks! I’ll give it a go.
Of course you are 
I tried this and a few other experiments and you’re right, the machine can be made to be much quieter, but still not to the point where I’d run it without the enclosure.
For reference, I run the machine in an apartment, in a room with a wall adjacent to the neighours.
1 Like
I figure I’ll add some more update here. Disclaimer: I’m a bit frustrated right now so I might be more harsh than is justified.
I have two updates:
- I contacted support about what I thought were the more resolvable issues that I raised earlier to give them a chance to respond. This happened a few weeks ago.
- I fried my controller board.
The thread with support boiled down to:
- Modifications void the warranty.
- Q: How to accurately and repeatably zero the machine, whether it was possible to attach a probe and if so, how
- A: Buy an edge-finder
- Q: Which edge-finder? The machine’s RPM rating is too high for most
- A: I don’t have a source for edge-finders that work with the Nomad
- Q: How to clear chips and if a fan, blower, vortex tube, acquarium pump or something would be a good idea
- A: Use a small air pump and not compressed air, which would blow chips places they shouldn’t go
- Q: How to keep chips away from lead-screws and rails
- A: Don’t. Clean the machine between every run instead.
- Q: How to cool the machine in an enclosure
- A: Use a push-pull fan setup
- Q: Whether and how I can connect accessories like LEDs to the machine’s power supply
- A: Don’t. Use a separate power supply
This really frustrated me at the time and looking back, still does now. For example, how on earth am I meant to clean the Y-axis rails between every run, when they’re mounted on the bottom of a heavy machine?
The overall problem is that as outlined earlier, the Nomad, as-sold, isn’t suitable for the purposes I suspect it would be bought for. However it’s unlikely the people buying this would have any way of knowing pre-purchase.
Since there are no refunds, you’re stuck with an expensive machine that requires extensive modifications to get to a point where it does what you bought it for, but the manufacturer won’t offer you the most basic information to help you do that.
Which leads me to the second problem: while reverse-engineering the probe interface with a multimeter, I shorted something and fried by controller board. Now I have to wait to see whether I can source a new one, then pay and wait for US to Europe shipping.
On a more positive note, I contacted support about runout and they’ve been receptive and engaged in helping me evaluate/resolve the problem.
Some more actionable feedback I’d like give to Carbide 3D is to document the machine. You don’t have to go and post all the designs and schematics online so someone can download them and build a clone but at least give individual customers whatever tidbit of information they want when they ask so they don’t end up like me. They’re going to void their warranty anyway, at least give them a fighting chance of not screwing their machine.
Controller - The nomad uses the same controller as the shapeoko so pretty much any S3 info you see will be cross compatible. Connecting any probes will be the same and even the BitZero plugs in and works (if you dont ground to the bed).
Y-axis - in my experience the Y rails are very well protected and the Y leadscew actually stays the cleanest out of the three. The easiest way to access the bottom is to tip the machine back. If you have an extra enclosure it would be beneficial to make little accordion protective covers.
At least the PCB is only $135. Also let me know if you want any of my spare Z axis or spindle parts.
1 Like
Thanks Vince.
The problem is that I can’t even find this info for the Shapeoko. The “reserved” header is only documented as a receptacle for the Carbide 3D touch probe. I think I understand how it works now, maybe once I get my probe working I’ll edit the Shapeoko wiki and save someone else.
The problem with the Y-axis is that all the chips seem to end up in a pile there. When I took my machine out, it was massive. I’m worried that it’ll get high enough to reach the leadscrew and cause some serious problems.
Thanks for the offer of parts, I’ll keep it in mind. For now all I need though is to machine a replacement bottom plate for the Z-axis, with my cutout. But for that to happen I need the controller working again.
This is simply not true as an absolute statement. It might be true for you, but it is not true for me.
Sorry to hear about the controller board - electronics can be a cruel mistress with one little slip making you want to question your life choices and change careers. There is nothing worse than ending the day with some money going up in smoke. Too late now but I grind the tips of my probes quite fine and then use heat shrink I can slide forward to cover the tips as much as possible when I need to probe a delicate area.
Re: Y-axis - the rails and screw seem to stay pretty clean on mine. Agree that getting chips out from underneath is somewhat of a ‘surely there is a better way’ thing and I experimented with putting the Nomad on a couple of wood blocks initially but later changed over to a narrow vacuum hose adapter tube (like you see for vacuuming out dryer lint vents and the like) that i feed through the slots from above and that keeps the chip level underneath to a minimum without having to ‘tip and sweep’ on a frequent basis.
Re: Edge finder. I have my solution that works and seems to work for others but yes, now that the edge finder seems to be withdrawn it does leave a gap - but as far as I can tell its a gap that affects most (all?) desktop machines.
Re: Noise. I somewhat sympathize with this as I too have a shared wall in the room where my Nomad lives. That being said - no special enclosure here and somehow it works out. I am careful not to run it too late at night and if it starts getting incredibly loud I tweak it for maximum quiet cutting. If your neighbors can hear your stepper motors what happens if you vacuum up the chips?
Ultimately is the Nomad the perfect machine? Definitely not.
Is it value for money? Absolutely.
Is it fit for my semi-commercial purposes? You bet.
Was I mislead by the marketing into thinking it was a silent 3d milling machine? No.
If I had unlimited money would I trade up to a Roland MDX-540? Well yes but I have better things to drop $35,000 on.
So I do think there is room for improvement from Carbide and curious about the next gen Nomad coming and what that may bring, but fit for purpose here.
2 Likes
@Gerry I didn’t mean or write it to be an absolute statement. I see plenty of people around here with similar interests to me making cool stuff and seeming very happy with their machine. There are also plenty of use-cases (e.g. engraving, PCB milling) that I think are very well served by it.
But I also suspect I’m not alone in feeling there’s a mismatch between the marketing copy and the reality of the machine.
Just read through the experiences I laid out in the first post and the main product page and tell me if my expectations were wrong.
@PhilG That’s a great idea with the probes. I wonder if I can just buy some smaller ones though.
Re chips: the problem is noise, I can’t run a vacuum cleaner in this room for several hours, my neighbours would kill me.
Re edge finder: there are solutions around though. There are electronic probes that work out of the box and some that would work with some small modifications. It was the process of installing one that triggered the puff of smoke.
Re noise: the neighbours can’t hear very much when the machine is in its enclosure, fortunately.
Re conclusion: I mostly agree, save for the silence. Maybe if you’re reasonably familiar with CNC machines already you have an idea of the noise they make but the product page has claims like:
- “at home in any environment”
- “soft metals […] cut well on the Nomad”
- “fully enclosed”
- “The Nomad 883 Pro has a durable and quiet spindle that’s capable of cutting a variety of materials without being so loud that it drives you out of the room.” (emphasis Carbide 3D’s)
I think a reasonable person reading those claims would expect something that makes noise at a volume suitable for a residential environment.
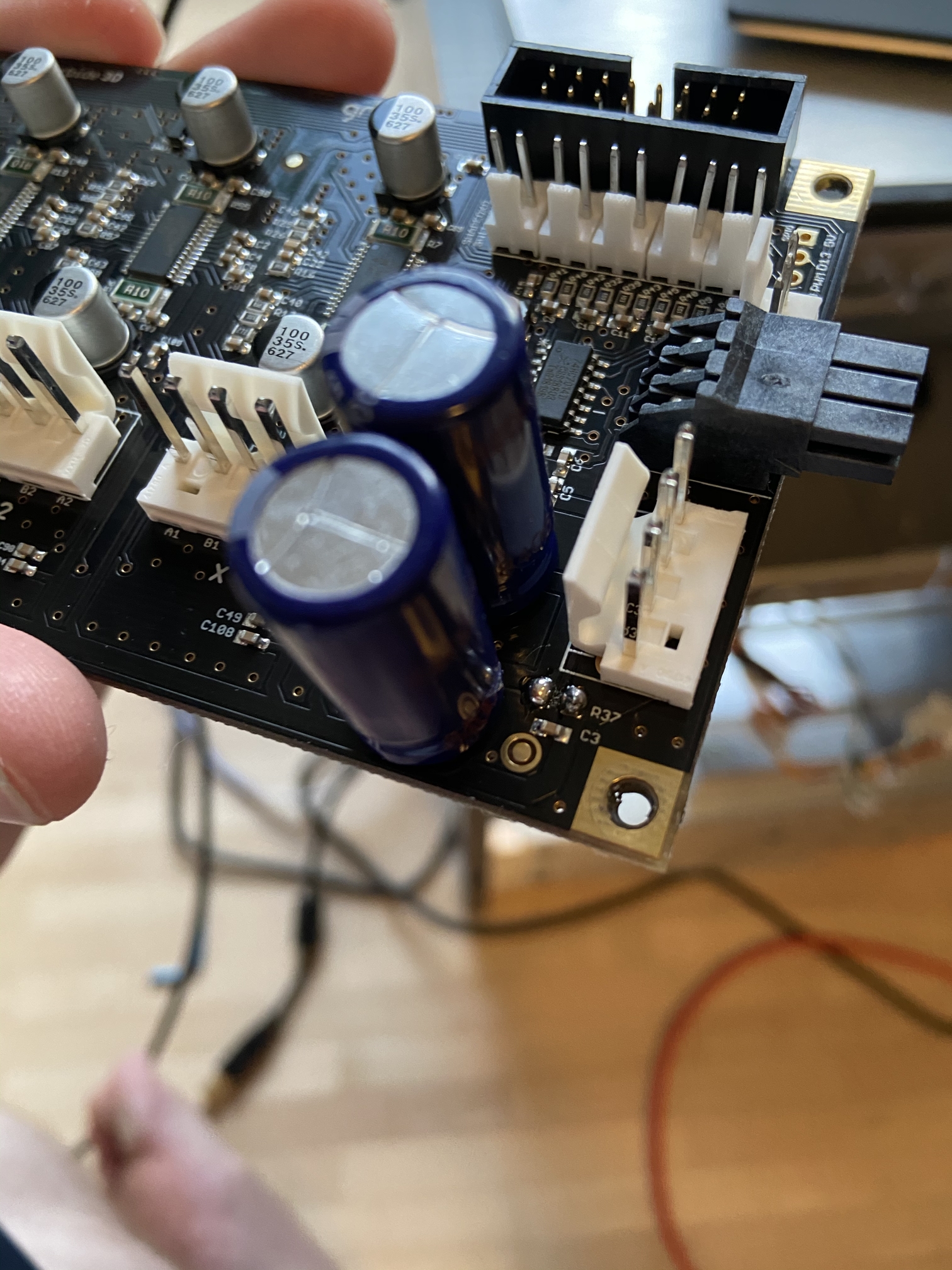
And a new development: when I was pulling out the board to get ready for the replacement, I noticed these solder blobs where a resistor is meant to be. Interestingly, they behave like a diode when I probe them with my multimeter.
@Moded1952, your posts about “probing” are full of incorrect statements and mistakes that have led you to incorrect conclusions. Basic electronics training would advise you not to use a multimeter in such a fashion without considering all of the circuitry around the points that you are “probing.”
I’m not trying to criticize you personally, but you are making uninformed mistakes that would take way too long to explain.
Most likely there isn’t anything wrong with your board, but no one on this forum can tell you that without examining it physically.
1 Like
Sorry - perhaps I wasn’t clear there - You use the vacuum with the narrow hose adapter for a few minutes in between jobs to clean out underneath. I have yet to have enough aluminum chips under there in a single job where I thought it might become a problem. Or in worst case pause the job and get in there with the vacuum for a couple of minutes.
The diode-like behaviour is not unsurprising as likely there is some sort of silicon (chip/diode/transistor) connected in parallel somewhere in there.
Yep, you’re right, I have a very basic knowledge of electronics and have little clue what I’m doing.
I’m very sure the board is dead now though. When I press the power button it lights up then slowly fades to black.
What I’m wondering about regarding the solder blobs is whether they’re some kind of defect that was present before I killed the board, and whether they may have contributed to its demise.
When I say the blobs “behave like a diode”, I mean that when I have the meter in continuity test mode, I see a connection when I probe in one direction but no connection when I probe in the other (i.e. I swap which blob each probe is touching).
I’m interested in the z-axis and spindle parts if you’re letting them go.
I didn’t mean to be dismissive of your earlier posts or actually so blunt. Sorry about that. I have indeed read your prior posts quite carefully and I’m sorry you’ve not been having a stellar time with your Nomad.
If there is a mismatch between the marketing and the reality of the machine, I personally don’t think that difference is very large and - let’s be honest - it’s to be expected. It’s marketing, not documentation. It’s supposed to highlight the positives and gloss over the negatives without actually lying. It’s intended to convince you to purchase something, and it’s your job as a consumer to discover what you can, weigh up the benefits and risks, and make your own choice. And, naturally, cope with the inevitable regrets and shortcomings ![]()
In this case, the marketing spiel is this:
“CNC machines are capable of making beautiful parts – if you know how to use them.
The Nomad 883 Pro is not just another CNC milling machine, we designed it to make machining something that normal people can do. All of the complexity of traditional CNC machines is handled in the background. This is only possible because of our highly-integrated hardware and software, something that isn’t possible if you have to find your own software to run the machine. The Nomad 883 Pro includes all of the hardware and software you need to take your 3D file and make a part. We’ve taken the uncertainty and frustration out of the equation, just open the box and get started.”
I’m don’t think much of that is very misleading. But, the Nomad is a complex machine and not an appliance. Perhaps on some level you were expecting an appliance.
2 Likes
A new update: Carbide 3D graciously sent me a new Carbide Motion board for free, even though the failure was absolutely due to my poking around like an idiot without the slightest clue what I was doing, so big +1 to support there, I’m very thankful to them for that.
And on edge finding, I found the Fisher Machine edge finder at KBC Tools. It has the 1500 RPM rating so it should be safe to use on the Nomad.
2 Likes
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.