You can add an offset to the geometry, say 3.5mm for your situation.
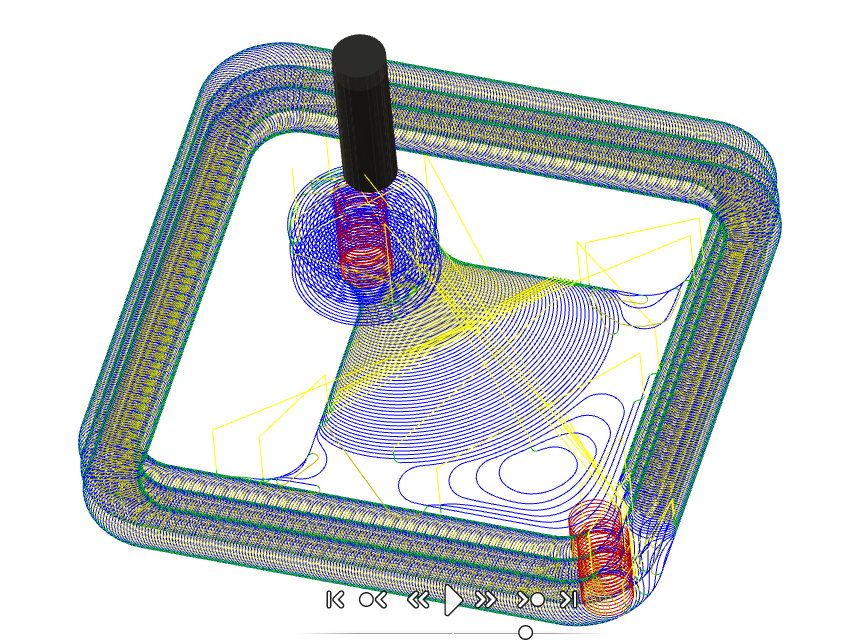
Check out the SO3 toolpaths here.
I may have run conventional, but I’d recommend climb.
If you can share your file, one of us can show you what we’d do. (I won’t be by a PC until tonight)