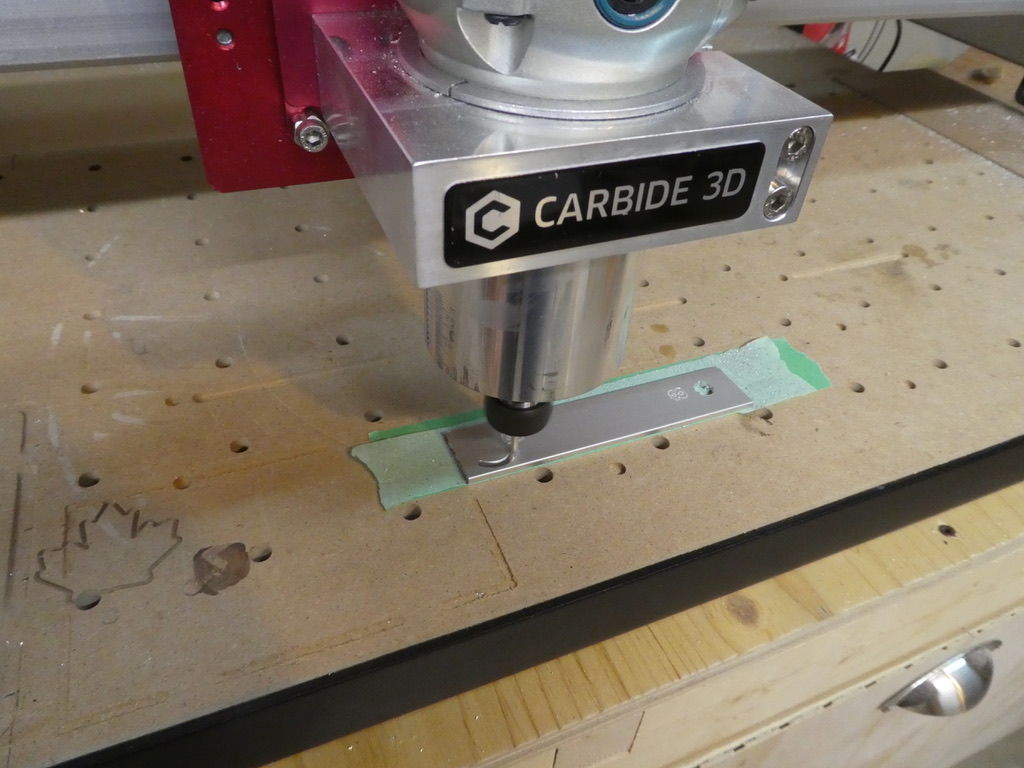
I finally started milling aluminum using @wmoy recipes. I strayed on the last cut as I ran my .125in endmill at .01 DOC instead of .001 but the bit had no problem and there was no chatter however, I think the temperature of the part was increasing but I increase the router speed and used a constant blast of compressed air.
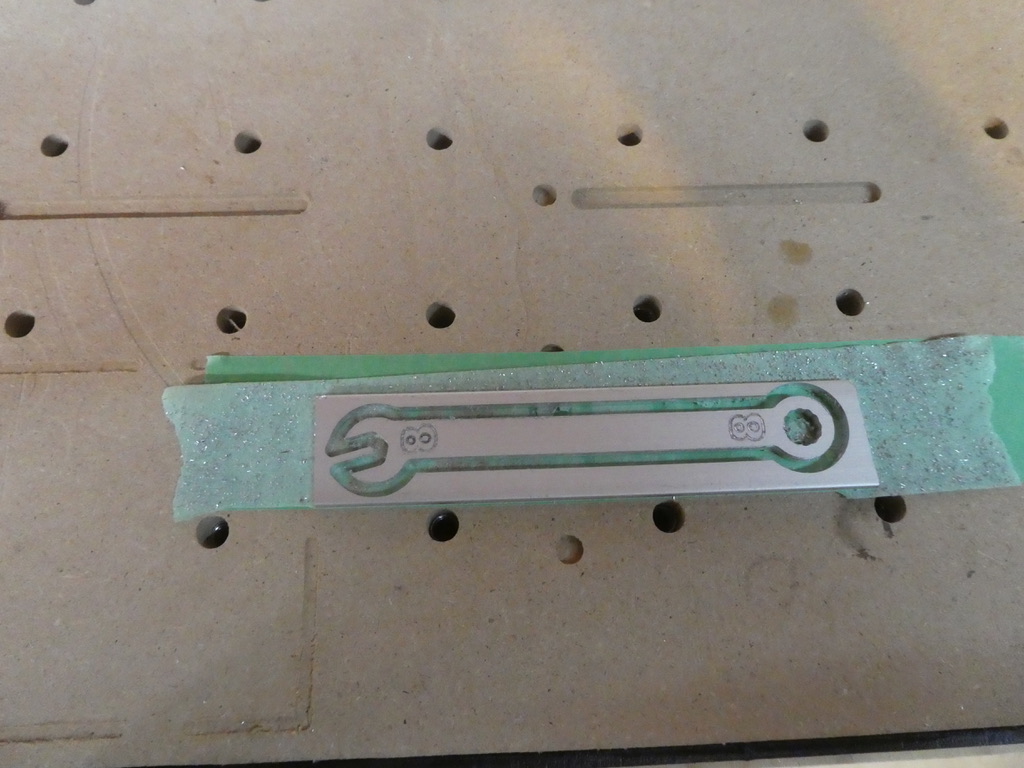
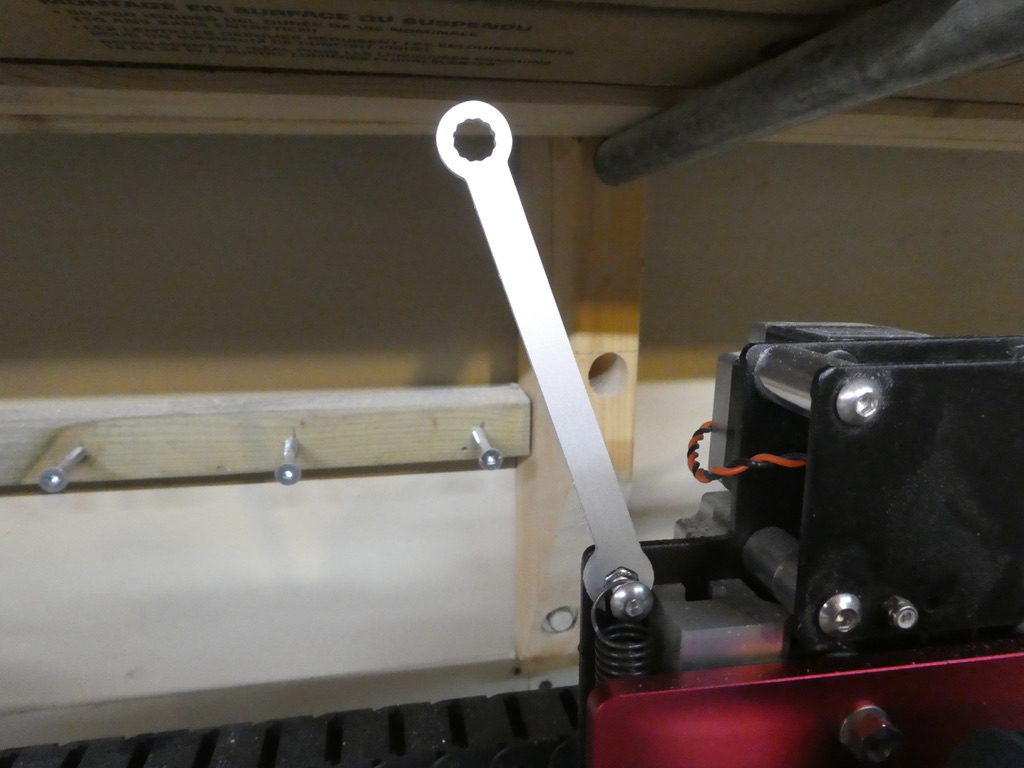
I made cone wrenches that will fit in tight places with one side open and the other closed. I had a design problem with the first two as the critical dimensions somehow got messed up but the last works perfectly. I’m still learning from my mistakes. The finish is good but not great, a little time under a buffing wheel should take care of most of these blemishes.
I designed the wrenches using VCarve Pro. I used three different bits: Carbide’s 102Z and 112Z as well as a regular 30deg V bit.
What z-axis do you have? That doesn’t look like the stock one. If you have a more rigid one, you can for sure use the DoC you use and more aggressive chiploads compared to Winston because he has a stock z-axis.
I have Mr. Beaver’s EasyTram and upgraded V wheels for the Z so it may be a bit stiffer than the original but it certainly is not an HDZ. There was no chatter and I think I could push more but I want to minimize the heat. I’m still learning F&S to know to determine what parameter I should increase. I want to make more cone wrenches to make a set so I can increase the F&S and experiment on the next one.
Got it, I wasn’t sure which one due to the red color so that makes sense. Yeah, just step up the chipload to push it and try increasing the DoC. I wouldn’t push the 0.125in endmill beyond 0.025 DoC in with your setup.
What are the exact feeds and speeds you used? Here’s the funny thing about heat input in the cut. Increasing the rpm without increasing the feed speed will actually decrease the chipload and if it reaches too small it will increase heat input and cause rubbing.
For conventional style machining with 0.125 imo stick to a 0.010 depth of cut and match router rpm to feed speed to make a 0.001 chipload.
For adaptive style start with the 0.020- 0.030 depth of cut, opt load (stepover) 0.020-0.030 and the same 0.001 chipload. However, when stepover = less than 50% you need to figure in “chip thinning” to keep an accurate chipload.
Thank you for the advice Vince, it makes sense.
For .125, I used
RPM -10K
Feed rate: 20ipm
DOC- 0.01
Ramp
For .0625 I used:
RPM -10K
Feed rate: 14ipm
DOC- 0.008
Since it was a contour only, there were no stepovers, no adaptive clearing, etc.
So I was getting less than 0.001 chipload when I increased the router speed, I will have to look at my settings and try to move them in tandem to keep the chipload the about the same.
Should I plan for a spring pass to clean the edges? I’m using .125 stock what DOC, radial thickness and surface speed should I use?
It has been a few days, we’ve had to deal with a flood and cleanup so I was unable to complete the project quickly. I made 4 cone wrenches size 8, 9, 10 and 11mm. I chose this project because it was a simple and inexpensive way to try milling aluminum.
The cuts went fairly well after my initial attempts. I was able to try different spindle speed and feed rates. The 11mm contour was cut at 40ipm, 20KRPM with a 0.01 DOC using .125 ZrN 2 flute. Closed side was milled using .063 ZrN at 16ipm @10KRPM and .008DOC. Material was 1in wide 6061 T6, thickness 0.125. There was no chatter and I think I could increase the F&S without any issue.
The fit is very good (tight) on both the open and closed sides of the wrenches. Since this is Aluminum, their strength is somewhat limited but to hold a nut in a tight space, they work well.
I designed the wrenches using VCarve pro so it does not have all the CAM features of F360 but I ran my outside and inside cuts in the conventional direction, I used ramps and made a spring pass of .001 at the end. The aluminum was held using the double sided tape method. I used compressed air to clean the the chips while milling. The wrenches were warm but not hot to the touch.