I have an .stl file that I would like to generate gcode for using meshcam… can anyone help? file attached.box2_groove_only.stl (6.9 KB)
1 Like
And what’s the problem you’re having?
Noah, I’m guessing from your filename that you only need to machine the groove, and that the overall box is to finished size.
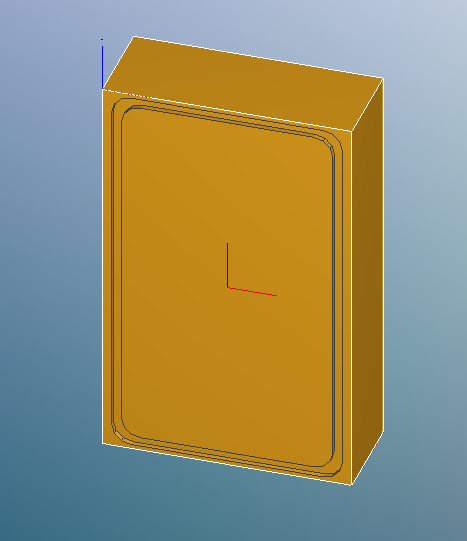
Bring the STL into MeshCAM as a 3 Axis job. It will be sideways due to the way it was exported from the CAD program (SolidWorks defaults to this–it’s a byproduct of the CAD program having the X-Y plane in the plane of the screen so Y is up for a 3D part)
Go to Geometry | Rotate Geometry and click on the highlighted cube face you want to be facing up.
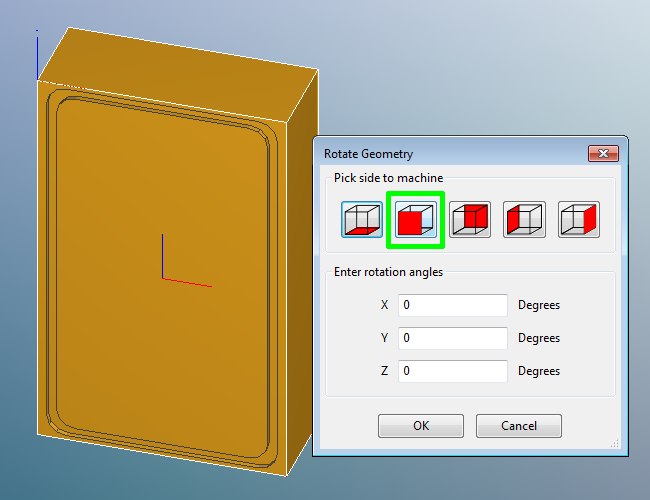
You can go back into Rotate Geometry and rotate 90 degrees around the Z axis if you want the long side of the box to be along X.
The stock defualts to shrink-wrapping to the geometry, and the Program Zero (the origin for the gcode and the point where you will zero the cutter in X Y and Z on the machine itself) defaults to the top left front corner of the stock. Both of these can be changed if you want.
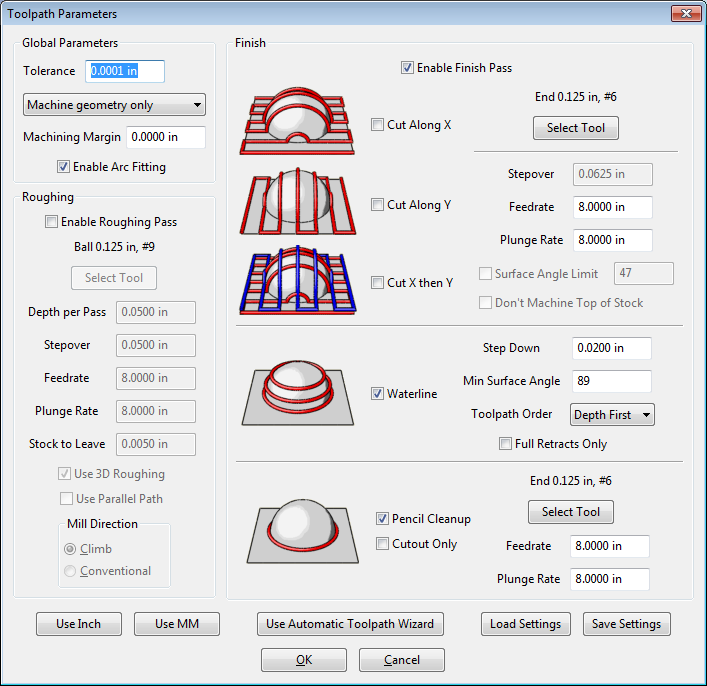
This is a “2.5D” operation, where you just have vertical walls and a flat bottom. Select Machine geometry only with a Machining Margin of 0. Arc fitting doesn’t matter in this case since the STL is so coarse that the groove fillets are faceted. If you want smoother curves, look in your CAD program’s STL export options and make a finer mesh.
You won’t need to use roughing. I guessed that a .125" flat endmill would fit in the groove, so I just selected Waterline finishing with a stepdown that would be reasonable for wood or plastic, plus a Pencil Cleanup that will clean out the bottom corners of the groove–waterline generally won’t take the last step down the wall even if the depth is a multiple of the stepdown increment).
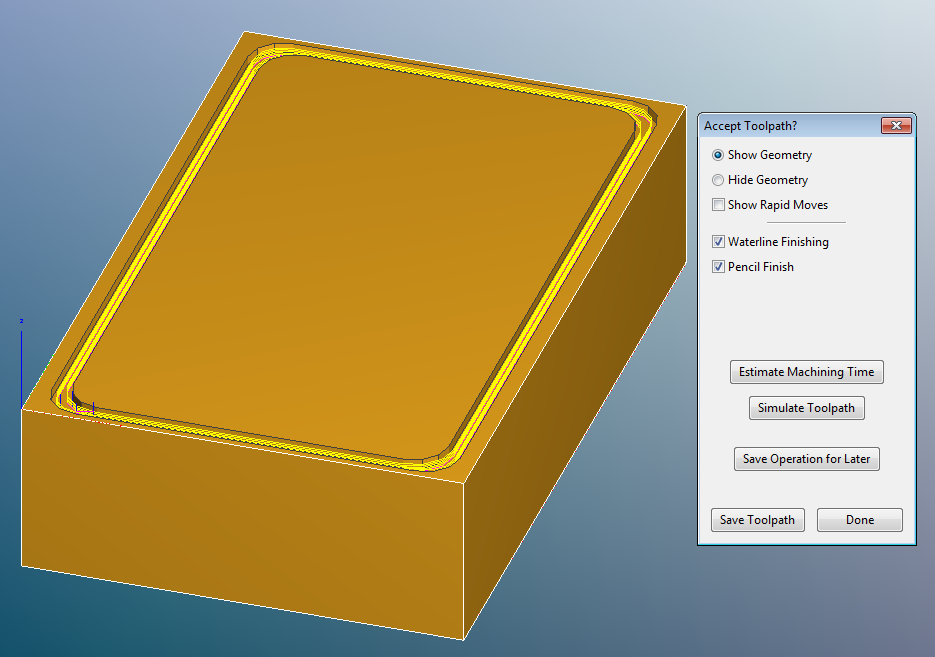
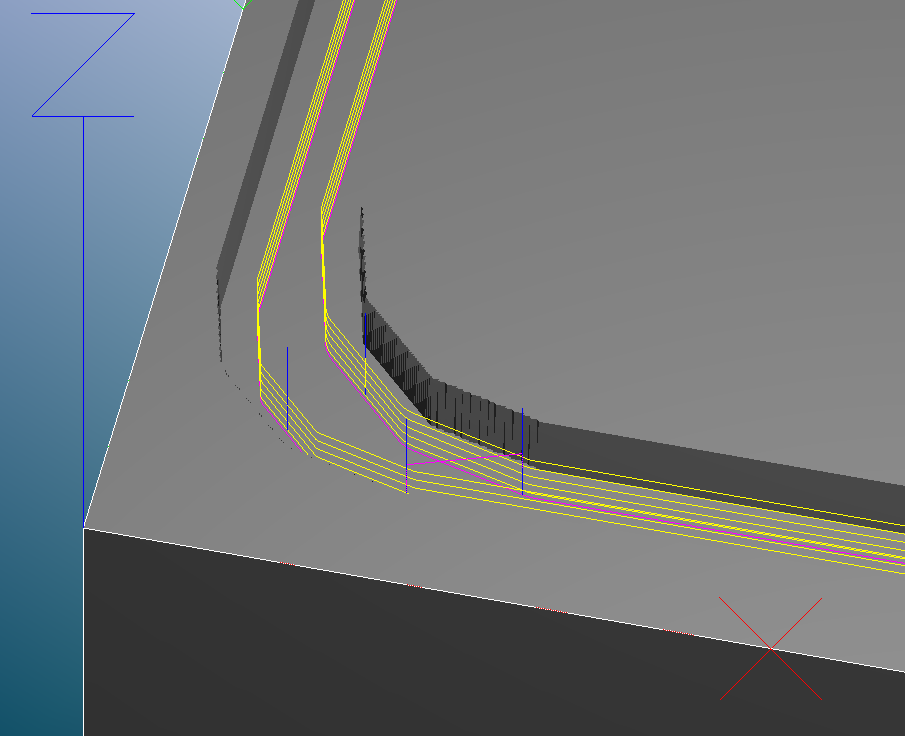
It looks like I guessed reasonably on the cutter size, because going down each wall and finishing the bottom corners clears out the whole groove.
Otherwise I’d need to add a parallel finishing in X or Y to clean out the center of the groove (or else pick a slightly larger cutter that will still fit in the groove). In that case you’ll need to click Don’t Machine Top of Stock or else the parallel finishing will want to machine the whole top surface.
As you can see, MeshCAM faithfully follows the faceted corners. This is a zoom in on MeshCAM 6 Pro’s built-in toolpath simulation.
When you go to save the gcode pick the machine type in the dropdown box. I choose Carbide3D-inch but I’ve heard that some people work in millimeters these days… 
Anyway, that is a capsule overview of a very basic MeshCAM job. There is a world of information on the MeshCAM website and especially on the forum. And feel free to ask more questions if you need.
Randy
1 Like
Thank you!! I’ll give that a try
That was successful. The issue in Meshcam was getting proper orientation
I’m glad it worked out, Noah.
Randy