Ok, let’s check it out.
$30=21443
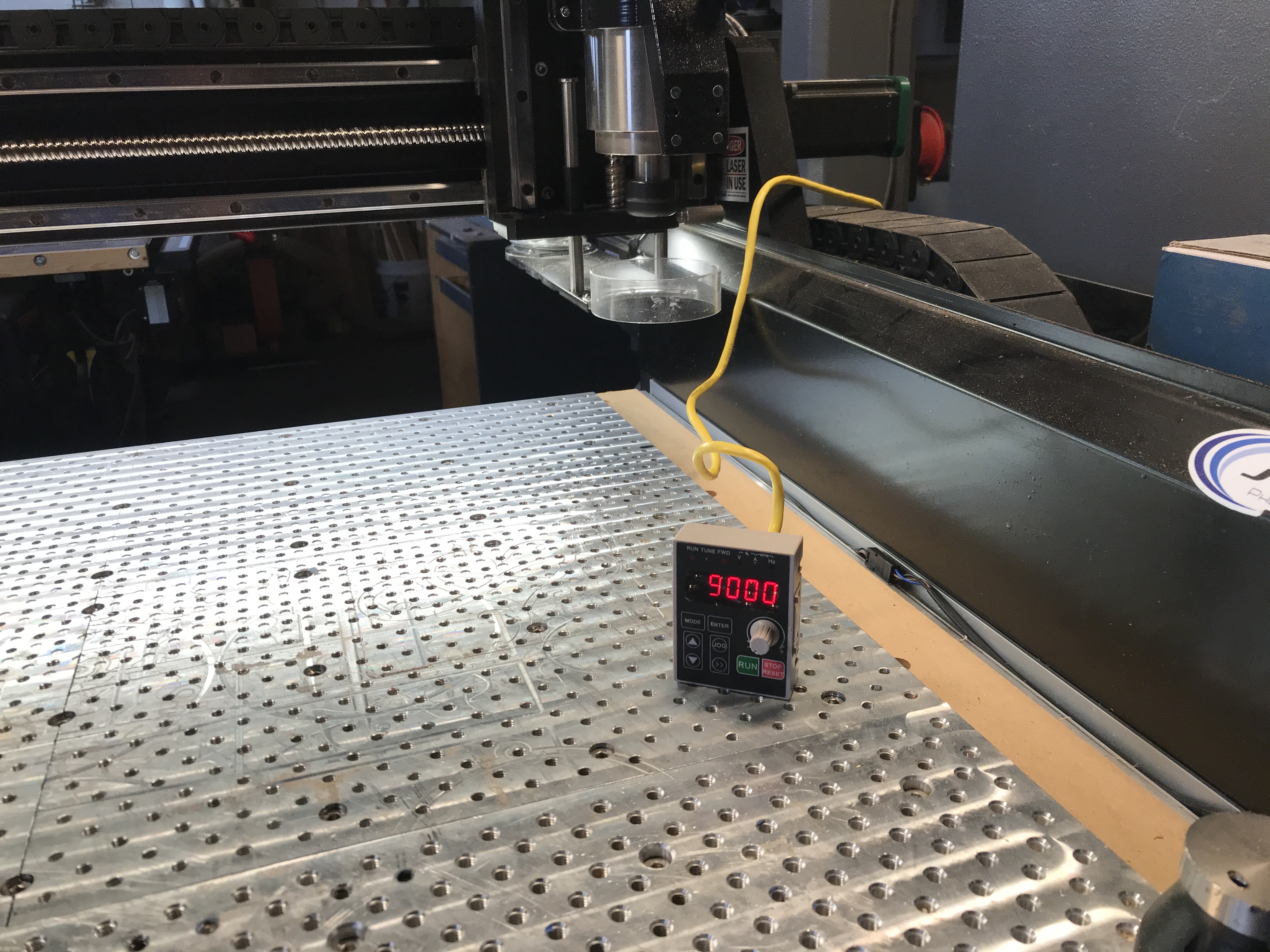
M3S10000
actual S=9000
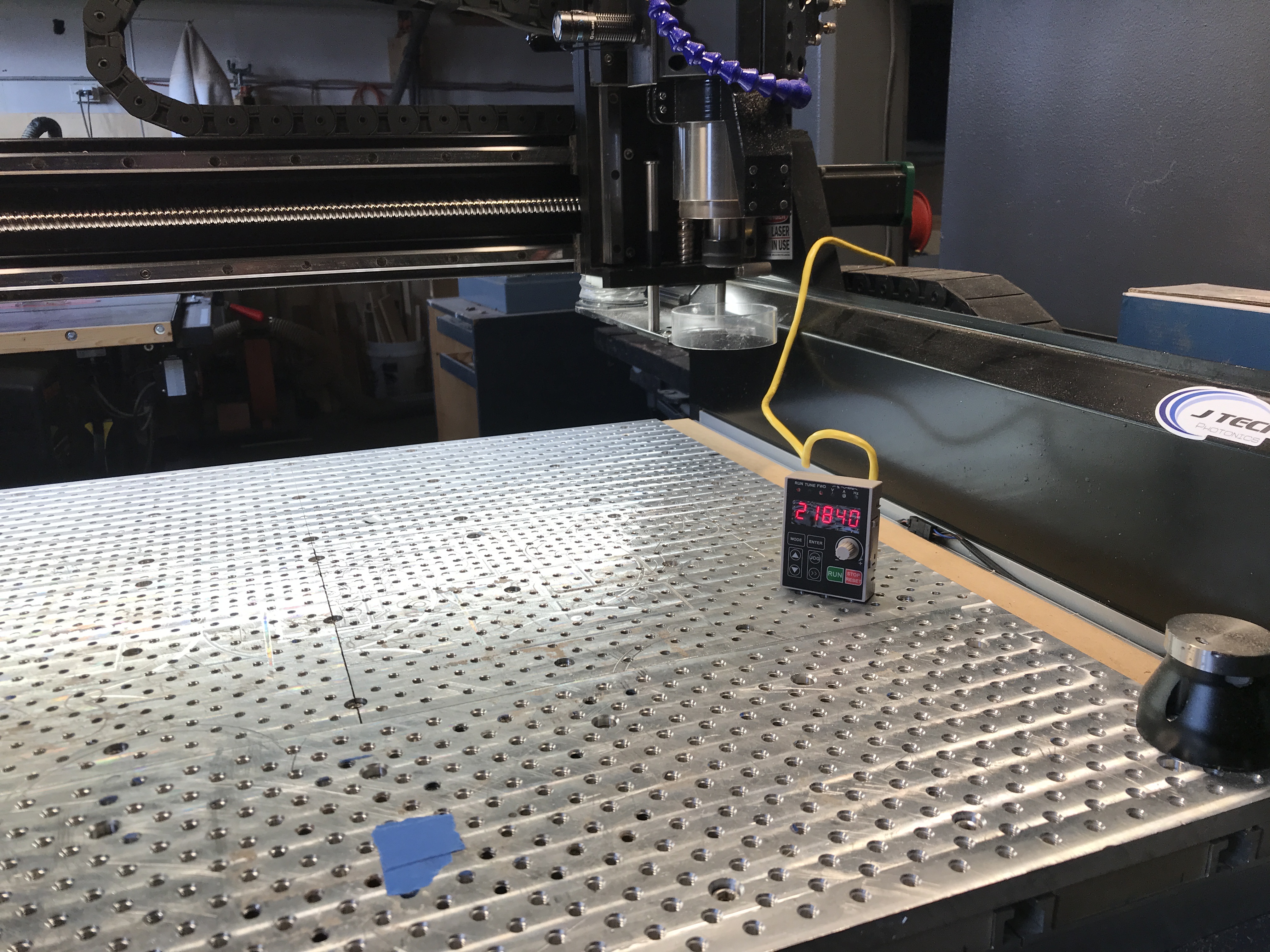
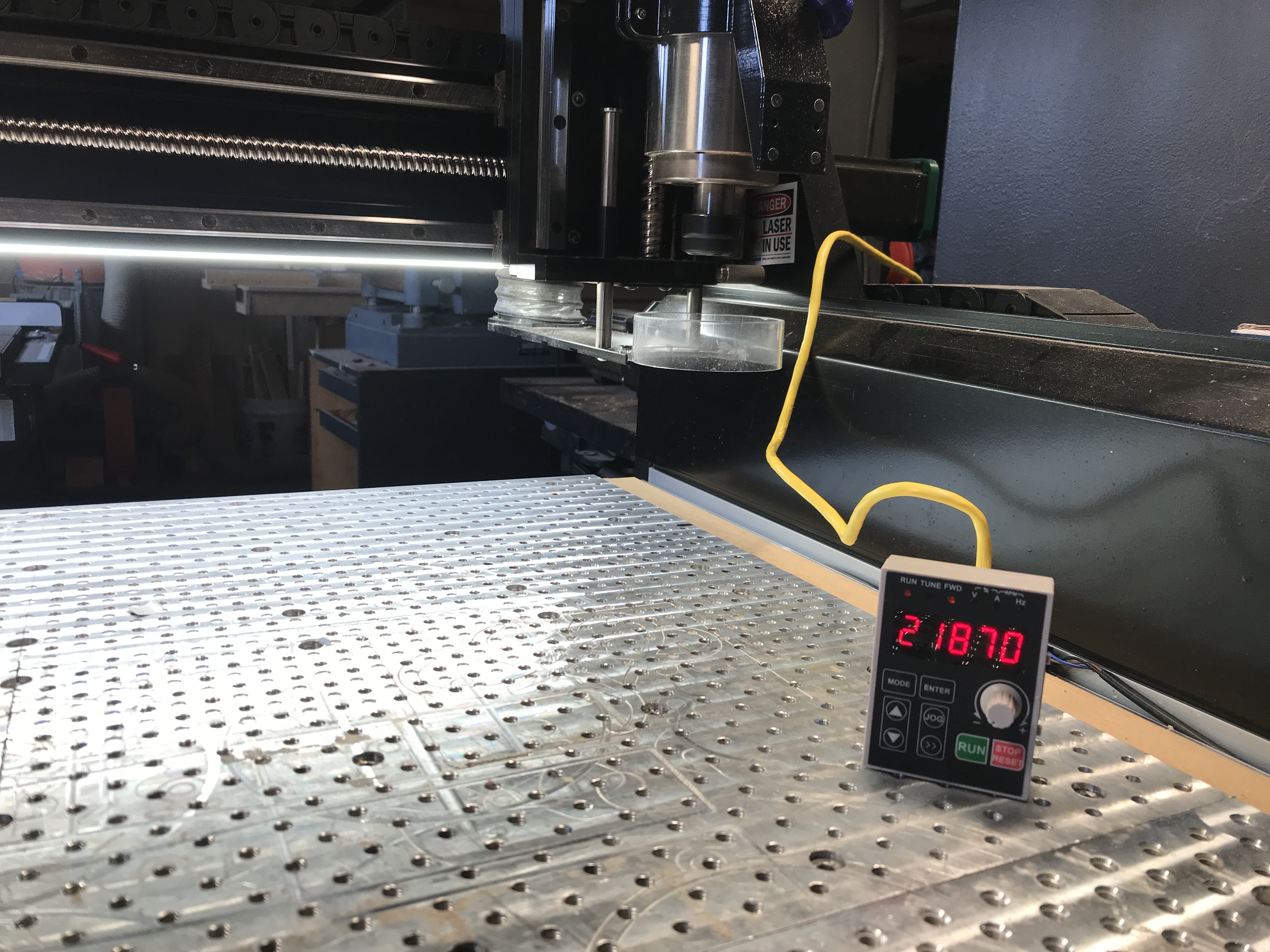
S=24000
actual S=21870
Seemed like a great idea, thanks for the input!
Oops, try s23000
Ok, let’s check it out.
$30=21443
M3S10000
actual S=9000
Seemed like a great idea, thanks for the input!
Oops, try s23000