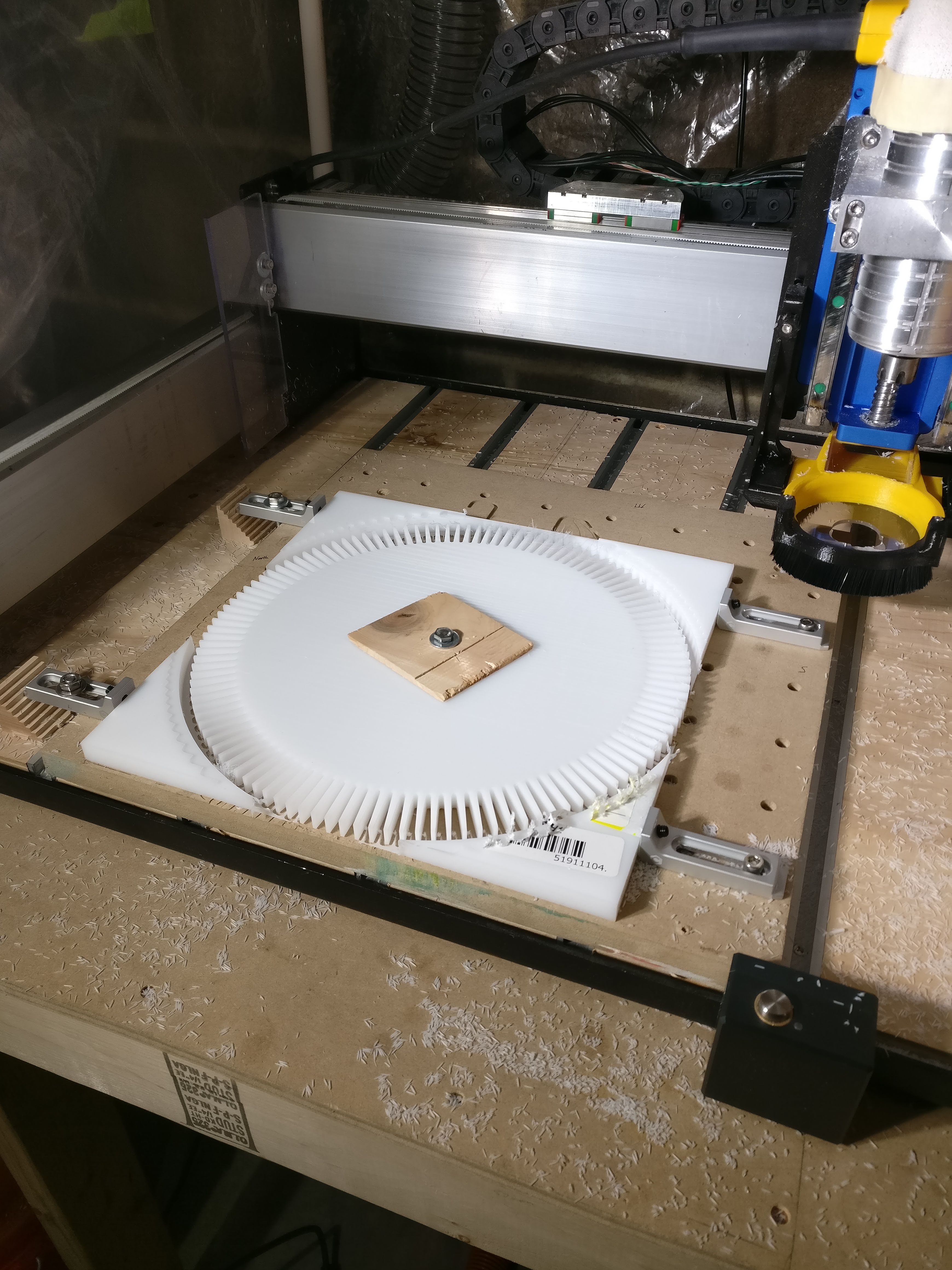
I spent the last few weeks working on these parts for a client and enjoyed working in HDPE. It’s a breeze to mill and single flutes devour it. I would recommend you give it a try if you haven’t and enjoy making some parts in it.
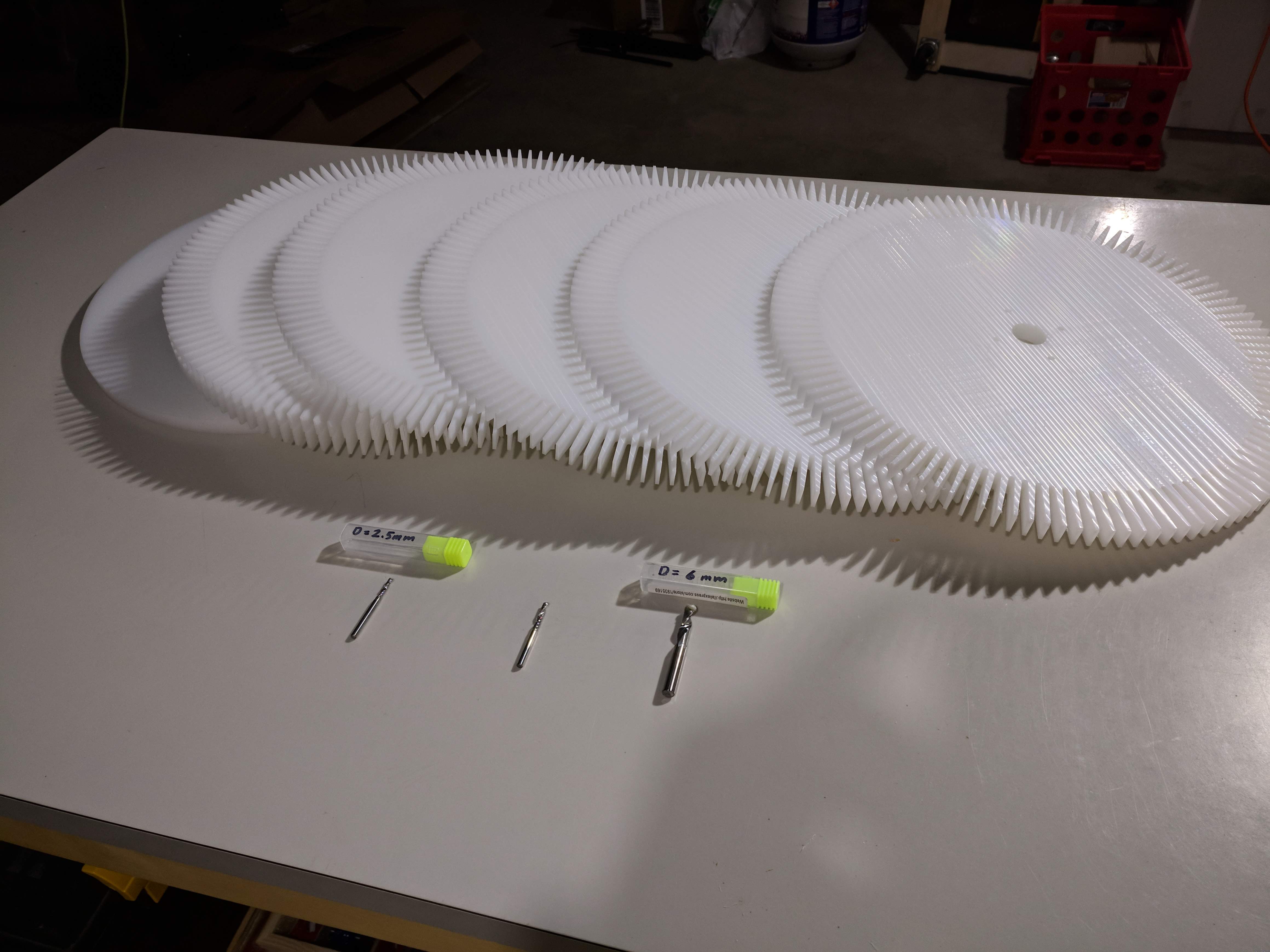
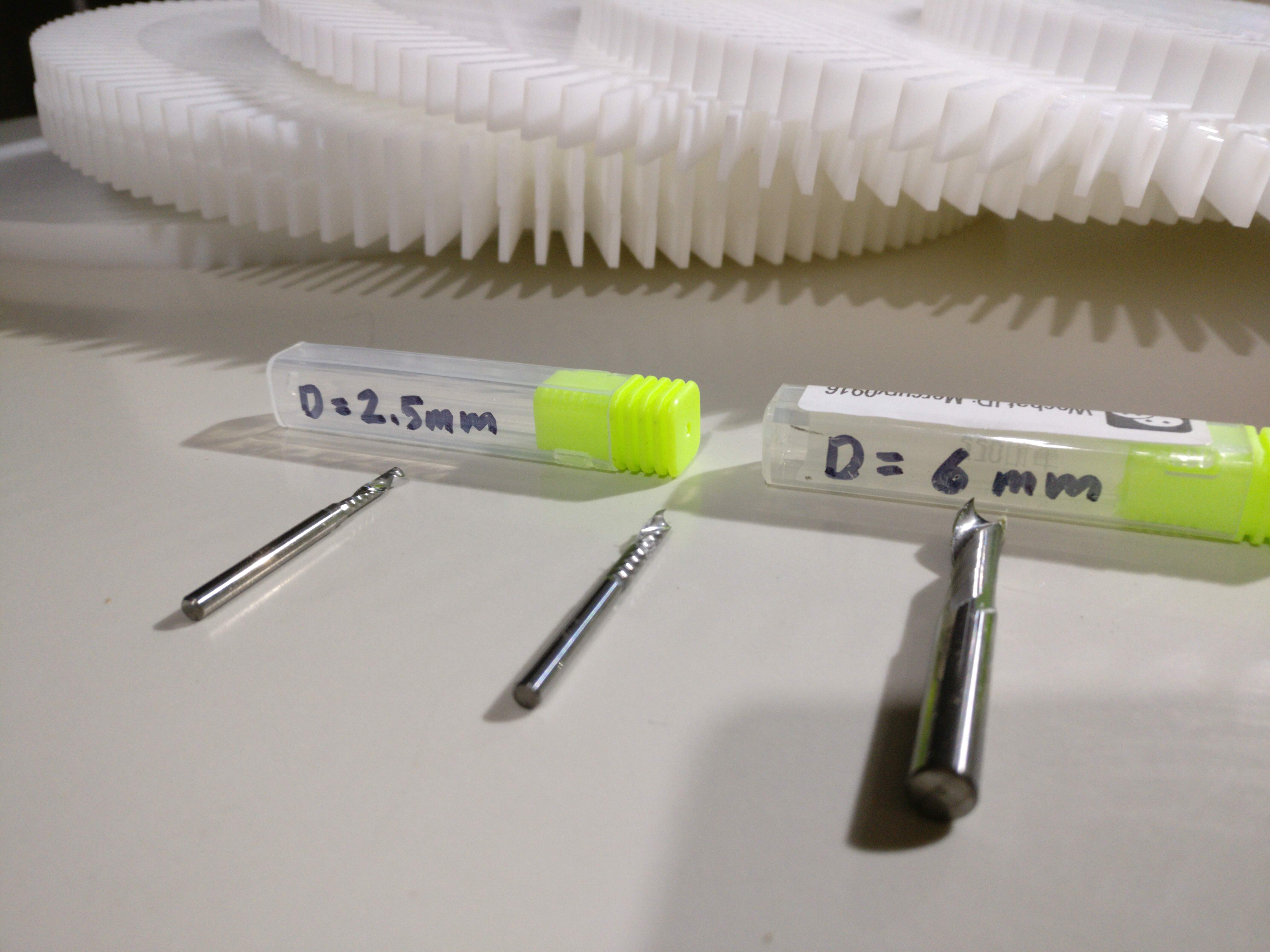
I used a 6mm single flute for facing, a 1/8" single flute for the bulk of the milling, and a 2.5mm single flute for getting into the small crevices the 1/8" couldn’t get into. My setup is a Shapeoko 3 w/ HDZ w/ steel-core belts.
Milling Parameters
6mm single flute
DOC = 1.27mm (from stock to desired thickness)
WOC = 3mm (pretty standard as I find a 50% stepover ideal for most soft materials.)
Chipload = 0.175mm (not a problem, could have gone faster)
OK now that you showed us the gears, what type of usage requires such deep narrow groove? I can’t see two of those trying to drive one another without interfering. Great looking gears BTW.
Yes, @luc.onthego and @CrookedWoodTex, you’ve pointed out the problem with these. They aren’t actually gears, I just don’t know what else to call them. The teeth are not involute and wouldn’t intermesh well at all. My client just hasn’t shared what they’re for and I haven’t asked, although he said he’ll show me what they’re for once he gets them set up.
@WillAdams - No, I will not. Even though I have equipment at work that would let me do that, I can’t do it well enough to my desired tolerances and it’s not expensive enough to be worth my time.
I wonder if this could be some kind of giant encoder wheels, to be used with a light emitter & light sensor positioned across the edges of the “gears”.
What about a wheel that spins and hits a stationary card to make noise like many of us have done on the wheels of our bike when we were kids so our chopper/banana/Mustang bikes would sound like a motorcycle.
@The_real_janderson - quick question why is you DOC much higheer for smaller MM endmills would you mind explaining, i.e. your 6mm DOC was 1.27 and your 2.5mm is 2.5mm i would have thought that it would be the other way, have yet to mess with HDPE, might be a silly Q so sorry for asking
The cool thing is that given my milling parameters, you can choose any speed you like, it just slows the feed rate accordingly. With the 6mm single flute, I was running 0.175 mm/(rev*flute) so if I wanted to run it at 10,000 RPM (speed 1 on the C3D router), the feed rate should be adjusted to 1750 mm/min. If you want to run it at 23,000 (I think that’s the RPM of speed 4), then the feed rate should be 4025 mm/min.
Milling Parameters
6mm single flute
DOC = 1.27mm (from stock to desired thickness)
WOC = 3mm (pretty standard as I find a 50% stepover ideal for most soft materials.)
Chipload = 0.175mm (not a problem, could have gone faster)
1/8" single flute
DOC = 4mm
WOC = 1.7mm
Chipload = 0.075mm
2.5mm single flute
DOC = 2.5mm
WOC = 1mm
Chipload = 0.065mm
3 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
15
Thanks; I ask because I’ve switched over to a HDPE spoilboard and even with a decently well trammed spindle I’m having a hell of a time with surface finish. Though looking closer at those gears it looks like you did too or is that purely visual?
Floor (or top) finish was pretty good on the gears with the same milling marks you get in aluminum, although it’s hard to feel a variation because I trammed my spindle well. You will always have those milling marks in HDPE. Side wall finish could be improved with a 2 or 3 flute endmill but it didn’t matter for my application and I was using a pretty long reach 2.5mm endmill to get all the way down.
How is your HDPE spoilboard working out? Is the surface finish issue just on the spoil board? Are you having any issues with part movement or chatter due to the softness of the HDPE? I just came by a few pieces of HDPE large enough to make single piece spoil boards for my XXL and am about to head down this road. I use blue tape and CA for a lot of my small or thin part work and would likely be making a modified grid of threaded inserts. I’m primarily interested in humidity stability throughout the year and to not have to worry about water and oils the way I do with the MDF.
FWIW I have been using an HDPE wasteboard with tape and glue workholding for almost two years now and it has been working great for me. No slipping whatsoever.