just got my Shapoko Pro XXL setup last week. I decided to try and test today but I can’t seem to figure out why its not working correctly. here’s the back story and video. Im thinking its something I’m doing wrong, but I can’t for the life of me figure out what it is.
When I start up my machine I initialize and it all goes fine.
I set my bitzero V2 on the top my wood. I run it and zero out all 3 after its done.
next I load my file and hit run. It seems like the Z keeps going up and skips the homing device. Also, it seems like it would plunge into my piece of wood too deep. Hoping the video will help explain a little.
If I get this right, you zero after using the Bit Zero… In my feeble, mind loading the file and start is the next step. If you zero after bit zero, I think you are zeroing at the height and location the router currently is.
I load a file, set zero by using Bit Zero, then start.
As for plunging, let’s see if it continues after the new process.
Still not right. I wonder if I didn’t set it up right. I been going over the instructions to make sure all my settings are right. It’s almost like my z isn’t right. It grinds before the start of every run. Homing it works right and all the sensors are working fine.
To second Neil’s request to have a look at your gcode and @Mogsy’s hunch: what value do you have your retract height set to ? The video really looks like what happens when setting a retract height that is greater than the available Z travel above the set zero. In that case, since the retract move is part of the actual job and limit switches are not active during a job (long story), if the gcode tells the machine to go higher than it actually can, it will try and do it, it will grind at the top of the Z axis (and then plunge too far into the wood, having lost its Z reference)
Either that or the gcode tells it to go to positive absolute Z, but there is no good reason for that
When I get home from vacation I will give that a look and share the CODE I think it was set to 2 inches for the retract hight.I just so happened to be looking at that.Is there a standard that everyone sets?,or is it based on the material?
ok, just got home. I was able to stop the grinding on the machine. When I set the retract height to 1" it solved that issue. Now it seems like after I probe, the bit doesn’t come down far enough to reach my material. Here’s my steps and code.
Initialize
Load File
Probe
Run
Just a random question. I was looking at my setup papers and I don’t see where it says if I have a lead screw or ball screw? How can I tell? Wondering if maybe I didn’t set that right. I have it on lead screw for now.
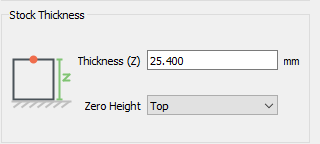
In that file you have the zero reference set to be at stock bottom, is this intentional ? If so, you cannot use the probe (at least for X/Y). If you want to use probing on the corner of the stock, you need to set your zero reference to “Zero height: Top” like so:
If you set your zero height to “bottom” and then probe on stock top, your toolpath will run in the air like you are probably seeing now.
The Shapeokos come with a “Z-plus” Z axis that is a leadscrew. “Ballscrew” is the type for the HDZ upgrade, so unless you got that, “leadscrew” is the correct setting for you