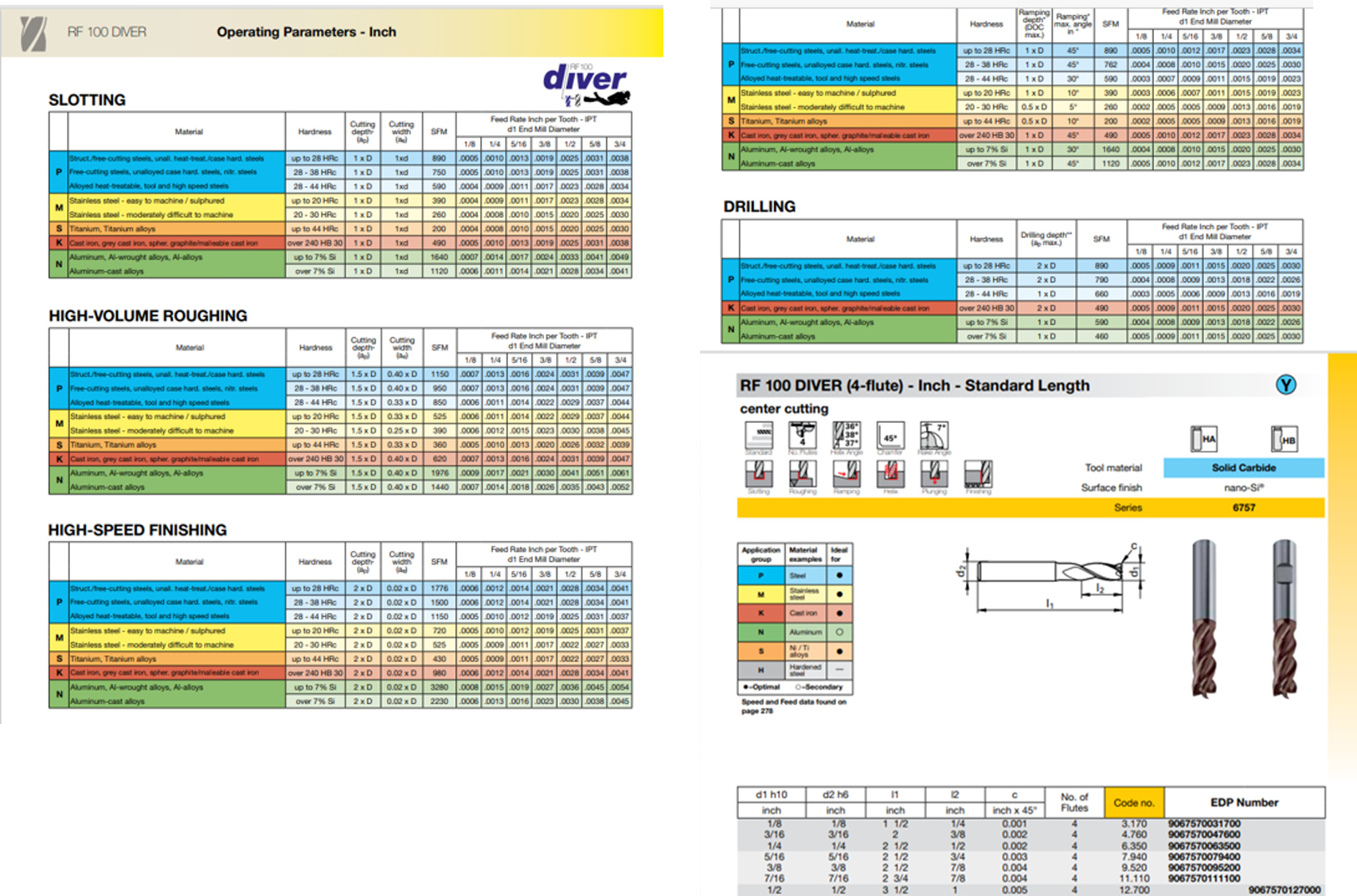
Some Guhring endmills offer high speeds and have detailed operating parameters and radial rake angles. Would axial rake likely be the same?