Only in that i can (fairly) easily push on the carriage by hand and get it to skip while holding with the stock steppers, and haven’t managed to do so using an amount of force I’m comfortable with yet with the new ones. So…seems stiffer, using the handy seat-o-the-pants meter. No hard data. As I’ve said, not convinced it’s different that what I had before…just that I’m in the midst of trying it.
These are useful for quantifying forces (as well as weighing suitcase, etc.)
I believe that people are claiming 18 lbf for slippage on the stock S3 X-axis and 36 lbf for the Y-axis, but I don’t know if anyone has actually measured it. It would also be worthwhile to know deflection prior to slippage.
All of that sounds like way too much time and $$$ for diminishing returns.
If we can keep mass as low as possible then higher speeds will be attainable without more power.
Think Spec Miata VS Dodge challenger
3 Likes
I measured 44lb today. I won’t be measuring deflection.
Which axis and stepper motor(s)/driver(s)?
I showed a link above, and it’s still the stock electronics otherwise. Did this on the Y axis.
1 Like
Looks like you’re limited by the drivers “pre-set the motor current from the factory. No more finicky pots to mess with and break!”. Seems inconsistent with “The Shapeoko 3 comes with a beefy 24v 10 amp power supply that has enough juice to run all 4 motors at full torque, simultaneously” doesn’t it? Try a 5V >2A power supply across one of the stepper’s windings?
44lb is quite a bit!
1 Like
With 60,000 rpm (via spindle speeder or air powered mini die grinder) looks like 250+ ipm is attainable with 0.125 tooling.
Hmmm, poor man’s Datron
EDIT - Just ordered a 54,000 rpm air powered 0.125 “spindle”. My shop compressor should be able to keep up no problem. Quick little bolt on spindle mount and we’re in business. This could get a little dangerous 
G code could turn an airline solenoid on and off.
Those RPMs are going to cause dentist nightmares.
Can’t wait to see more.
1 Like
Well, yeah. More voltage would be appropriate, the drivers themselves can handle plenty, but I haven’t looked at how the regulation is set up for the microcontroller. I might try using a bench supply and see what happens after I poke around at that.
Aren’t your motors "Rated current 1.8A & resistance 2.75ohms " = 5V? Then shouldn’t a 5V 10W power supply be all you need to check their hold/stall torque? Either the S3 drivers are severely limiting the stepper current, your motor is really over-rated, or?
There may not be many endmills rated for that speed, but there apparently are some. But, unless you can find/use 1/4 - 3/8 inch endmills, aren’t you “going backwards” on MRR?
Plugging the maximum recommended speed and feed data for that 1/8 inch cutter profiling 6061 - T6 aluminum at the recommended depth and width of cuts into the Kennametal calculator generates the following result.
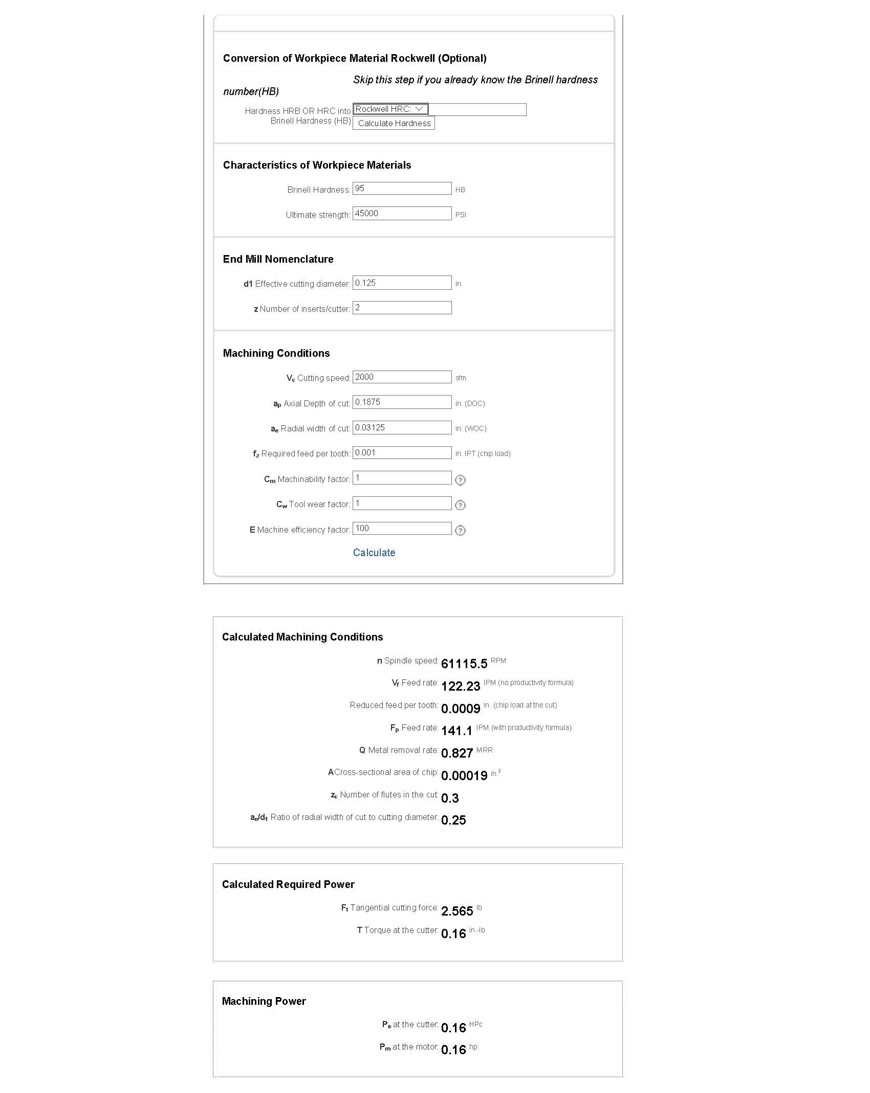
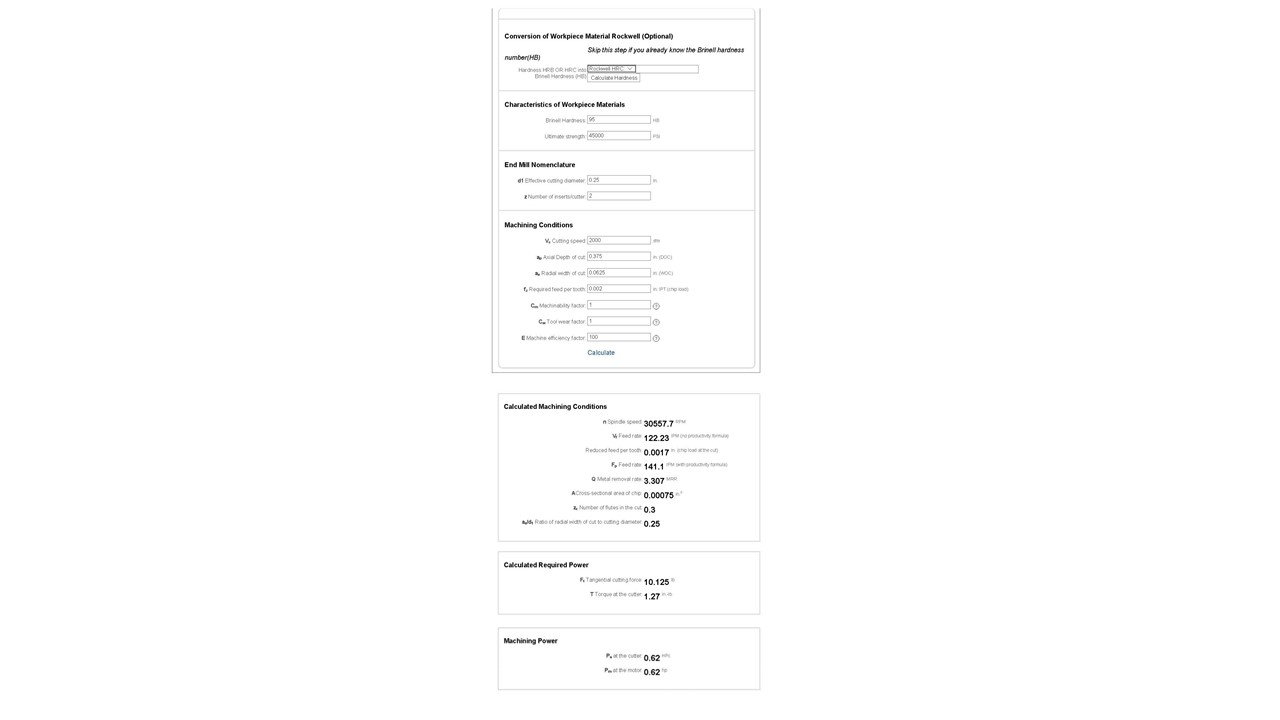
For comparison, here’s what may be achievable with a Makita 0701 and a 1/4" endmill.
IMO, if the stock S3 steppers/drivers provide 19 lbf per motor, “upgrading” them isn’t necessary. Especially considering the above predictions and Vince’s most aggressive reported results, which likely took less than 4 lbf to cut! Cutting force, which is proportional to the width of cut, depth of cut, and feed rate, is mostly perpendicular to the feed direction.
There’s also acceleration/deceleration forces parallel to the feed direction (F=Ma). There’s a handy online calculator for that too. The following shows the calculation with the “Shapeoko 3 - Default GRBL Settings” accelerations of 0.4 m/sec^2 and a gantry assembly that weighs 20 lbs being moved along the Y axis.
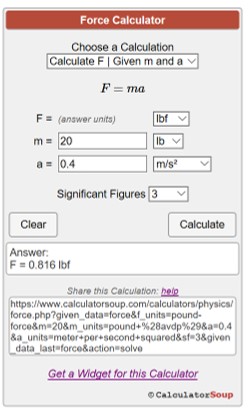
3 Likes
This air spindle would only be for 0.125 and smaller bits. To match the same SFM of 0.250 I need to run twice the speed. This should only be for high speed contouring and finish work.
I’m wary to run the single flute carbides due to balance but the 2 flutes should be fine. I have 1/8th plexiglass and the cnc area is enclosed in case things go boom boom.
Polycarbonate might be the way to go. Or at least turn to the side, cover parts you want to keep and squint.
1 Like

Ha! Love it.
@Vince.Fab I like where you’re going with this. If initial tests are good Will you take the Makita out to reduce weight of the gantry / increase acceleration?
@stutaylo If everything goes to plan…the air motor might be replaced with a brushless 60k unit. Also been throwing around the idea if a lightweight Z wirh 100mm travel with ballscrew X to move the motor weight off. The large spindle will be removed when using the air spindle for clearance purposes as well. I always dream big though.
Really looking forward to pushing the machine as stock as possible. It’s a great design and I don’t want people thinking that they have to modify it heavily to get it to machine well. I’ll be testing on the stock Z too.
1 Like
Loaded in a “hot tune”
250ipm, 700 accels
1 Like
Vince,
I suspect that you’ve seen this (Datron’s approach) and their associated videos, but those that haven’t might find it instructive.
3 Likes