Is this the rightright section? Apologies if it isn’t.
Hello there!
We finally have a CNC!
A little context as to who “we” are: I’m Sam. Still in school, doing bits of work when I can for “The boss”. We make housings for film and video cameras, and the framework for these housings is aluminium. Years and years ago (Before I could walk!), the boss used to make all the parts by hand on a manual mill, but that took ages. We then moved to getting them sub-conned. About this time last year, I suddenly became a lot more interested in work stuff, and started looking into CNC machines. I even spent a few months designing our own for ~£1000. Everything went a bit quiet until I saw @Vince.Fab’s video on the Shapeoko on the NYCCNC channel…
A machine, cutters and material wasn’t much more than a batch of parts from our current suppliers so, we got one!
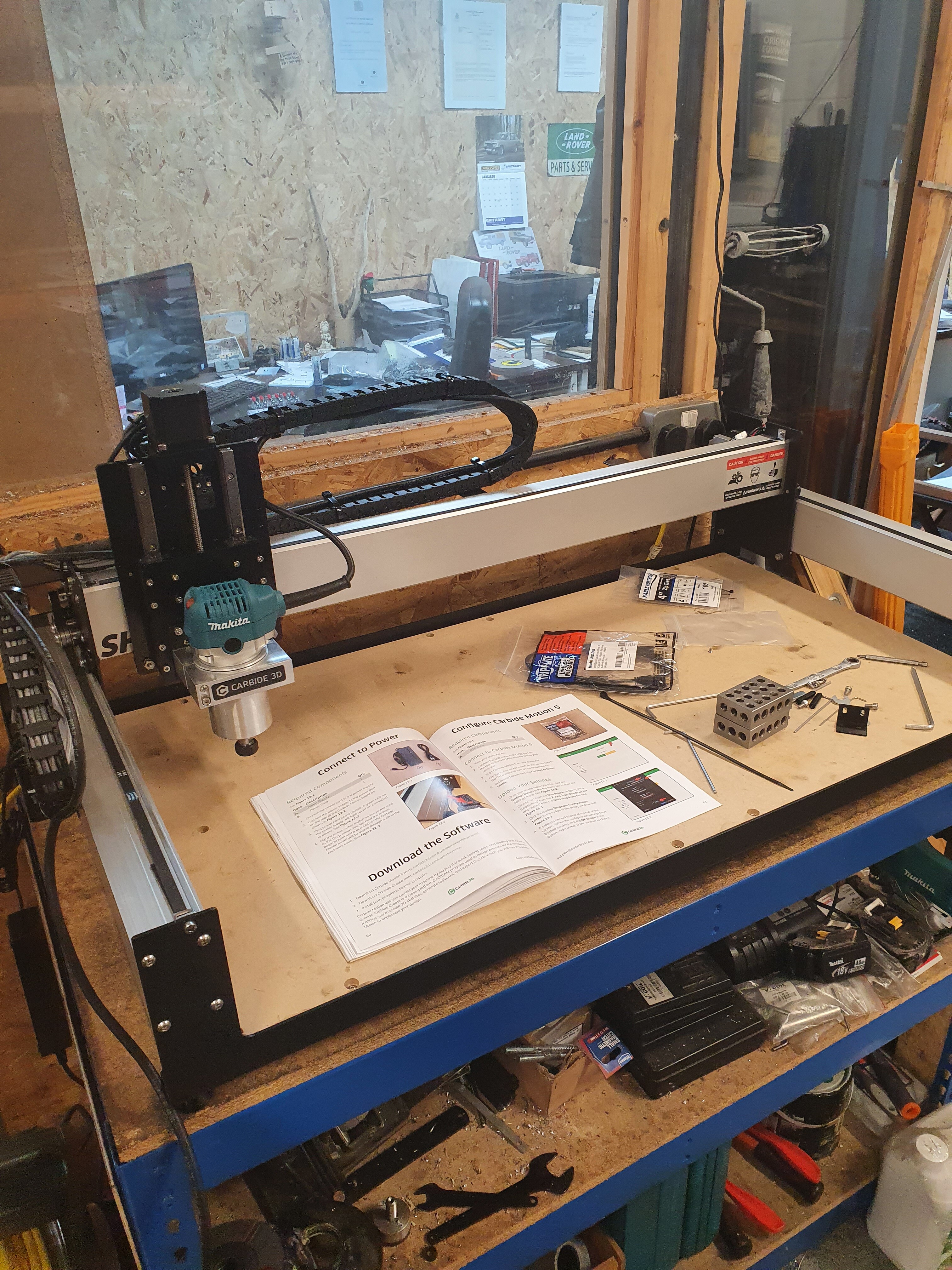
Monday this week, it arrived and I assembled it.
Tuesday, I started doing a few tests in scrap, and tried a small part:

Hmmm, not great.
Wednesday, I updated the speeds and feeds and made another.

Better!
Thursday, I designed and started machining one of our larger parts:

Until it stopped. About 20 minutes left on a hour and a half total cycle. Queue 4-5 hours of troubleshooting.
“Cutter disconnected” was all I got from Carbide Motion, I managed to connect again, but it disconnected within 10 seconds.
I tried a new USB port, no different.
I tried 3 new cables! No different.
I tried restarting the router and computer, no different.
I tried reinstalling Carbide Motion, no different.
At that point, I ran out of time. A few emails to Carbide3D through the evening, I believe it’s the same @WillAdams on here that I spoke to earlier. He suggested another computer.
Earlier today, I tried said other computer… and… Phew, all works fine.
I finished the part, and it looks like so:

All the small holes need tapping M4, the medium holes need a M4 sized countersink and the larger holes need tapping M6.
Being my first adventure into the land of CNC and robots, I thought it would be worthwhile joining a group of like-minded people.






