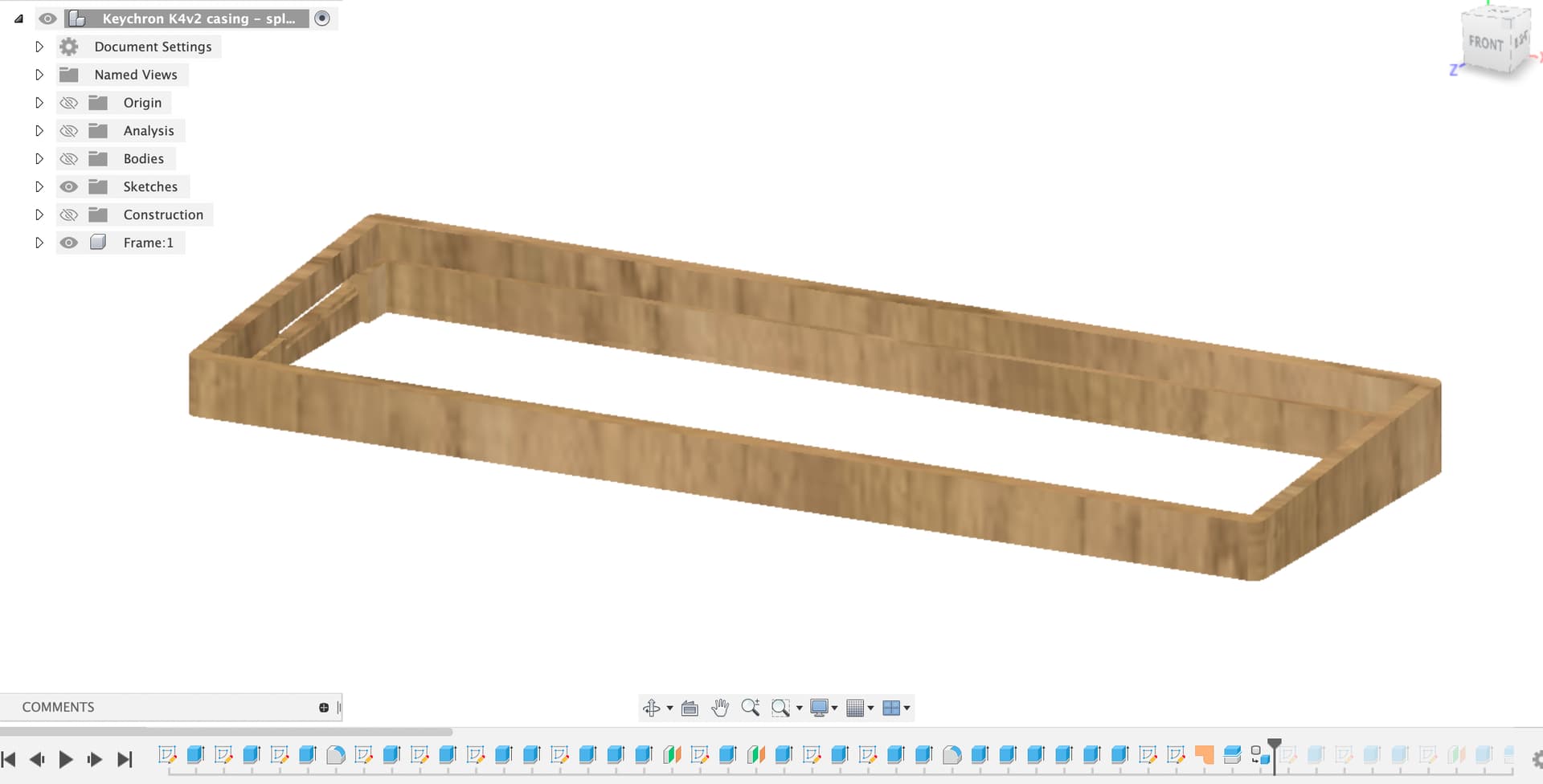
I’ve had a first go at trying to make minimum changes to make the frame more machinable.
Please check the model to see if the key dimensions are all still OK.
Working on the basis that you already have the aluminium base but not the 3D printed insert or the wood I’ve kept the base dimensions as they were.
There were a few warnings and errors in the file which is generally a bad thing in Fusion, it can lead to all sorts of unpredictable weird behaviour. I’ve fixed those and simplified a few bits of the process so it was easier to see where to make the changes to the frame internal geometry.
To see what’s been done it’s probably easiest to scroll the history bar (at the bottom) back to the beginning and then step forward to see the construction process.
This is also handy where there’s a feature you don’t want any more, you don’t have to delete it, you can just go back in the history and remove or change the feature.
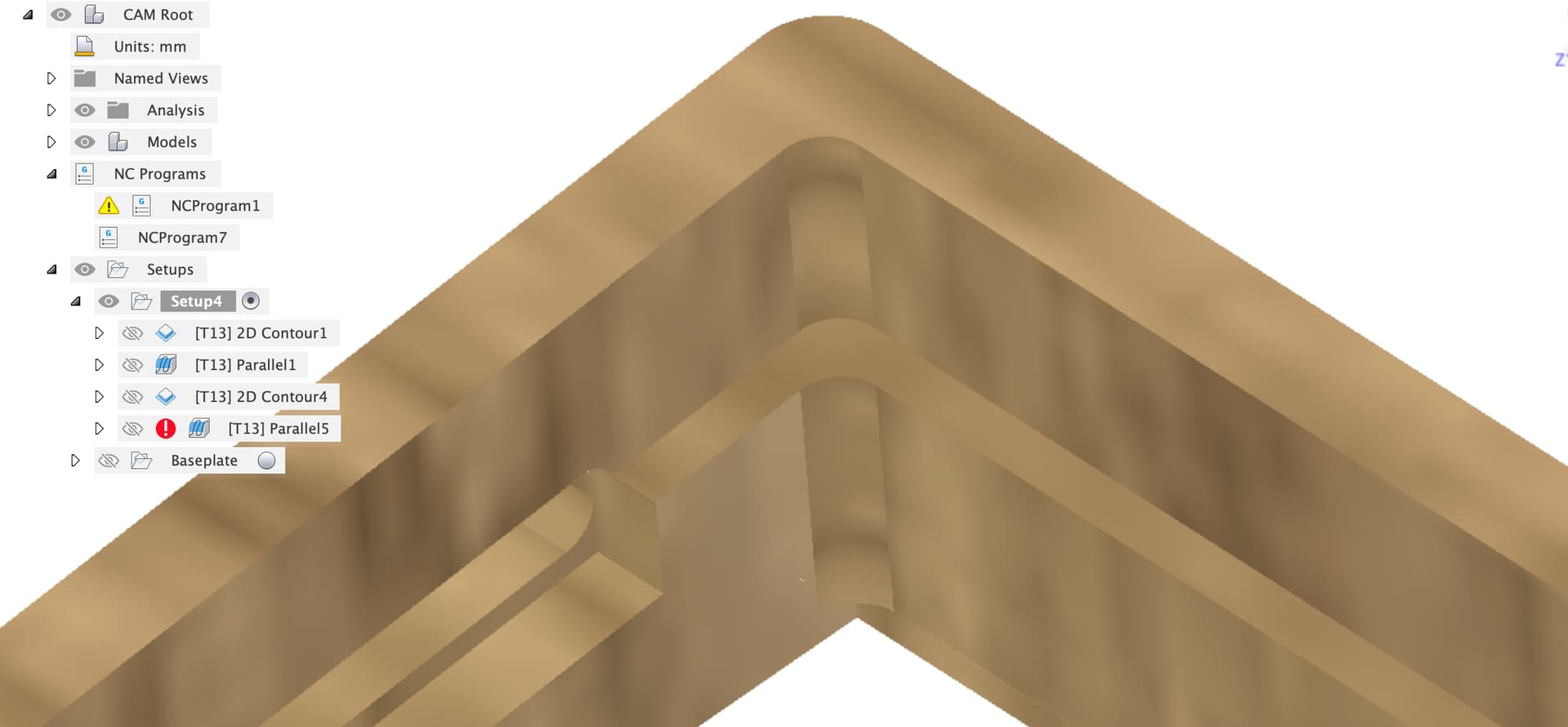
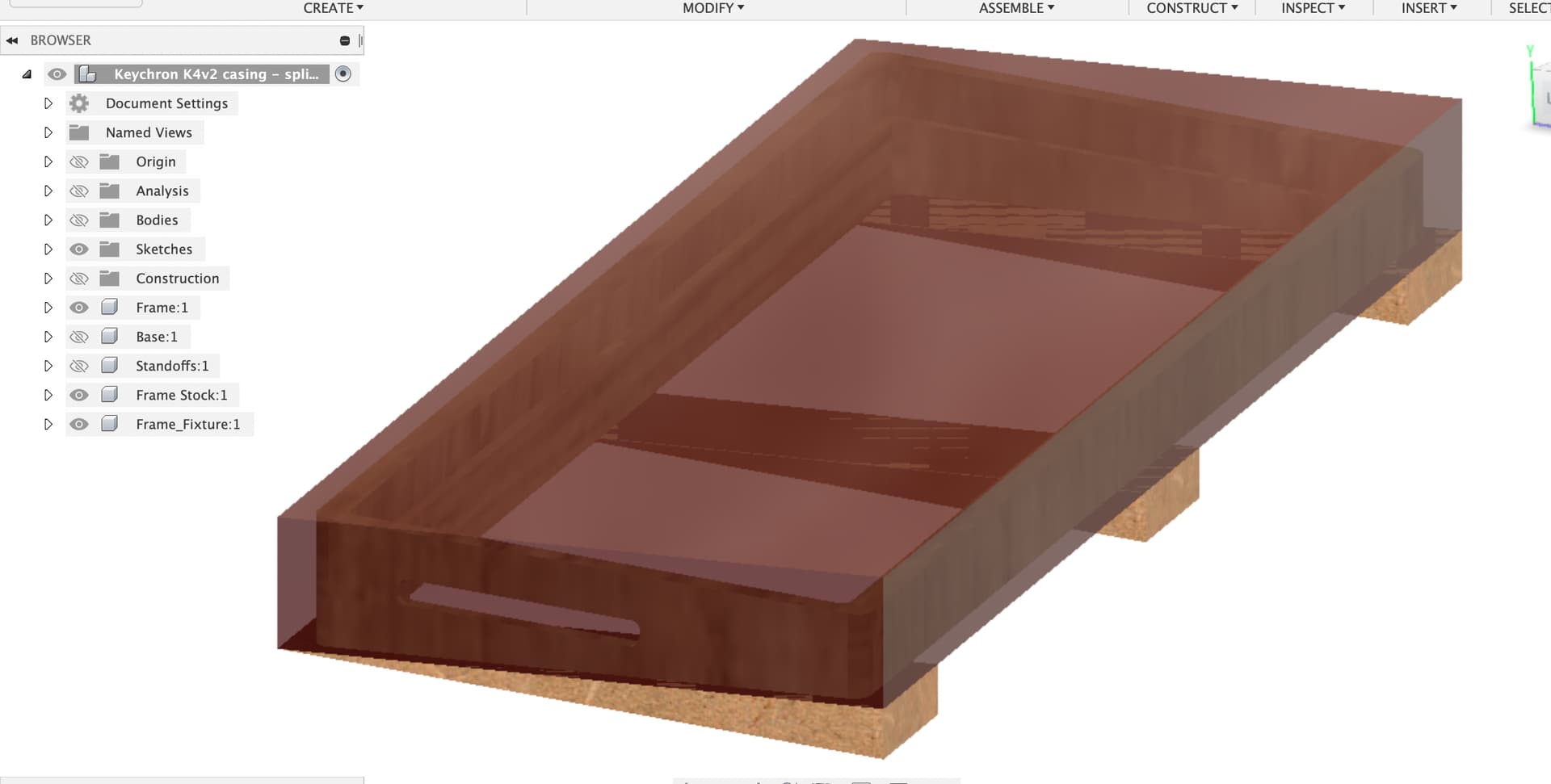
I’m not sure what the internal geometry needs to do around the slot in the side, I’ve made a few things vertical with respect to the base as well as the front and back edges of the frame
I’m not sure how you’re going to machine the end slot as the frame is too tall to machine on the Shapeoko, unless you have a vertical mount for the front overhang of the machine. You could cut a template and use a hand router with a bearing follower bit for this.
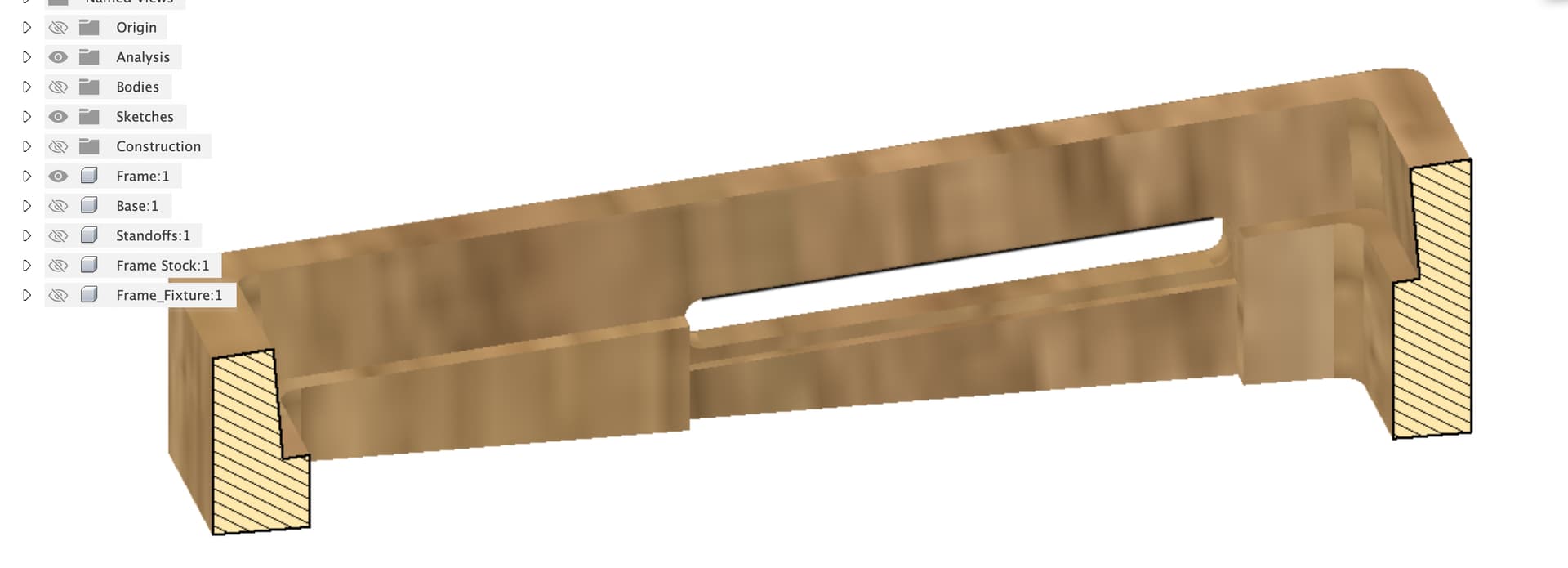
I’ve created bodies for the stock and the fixture
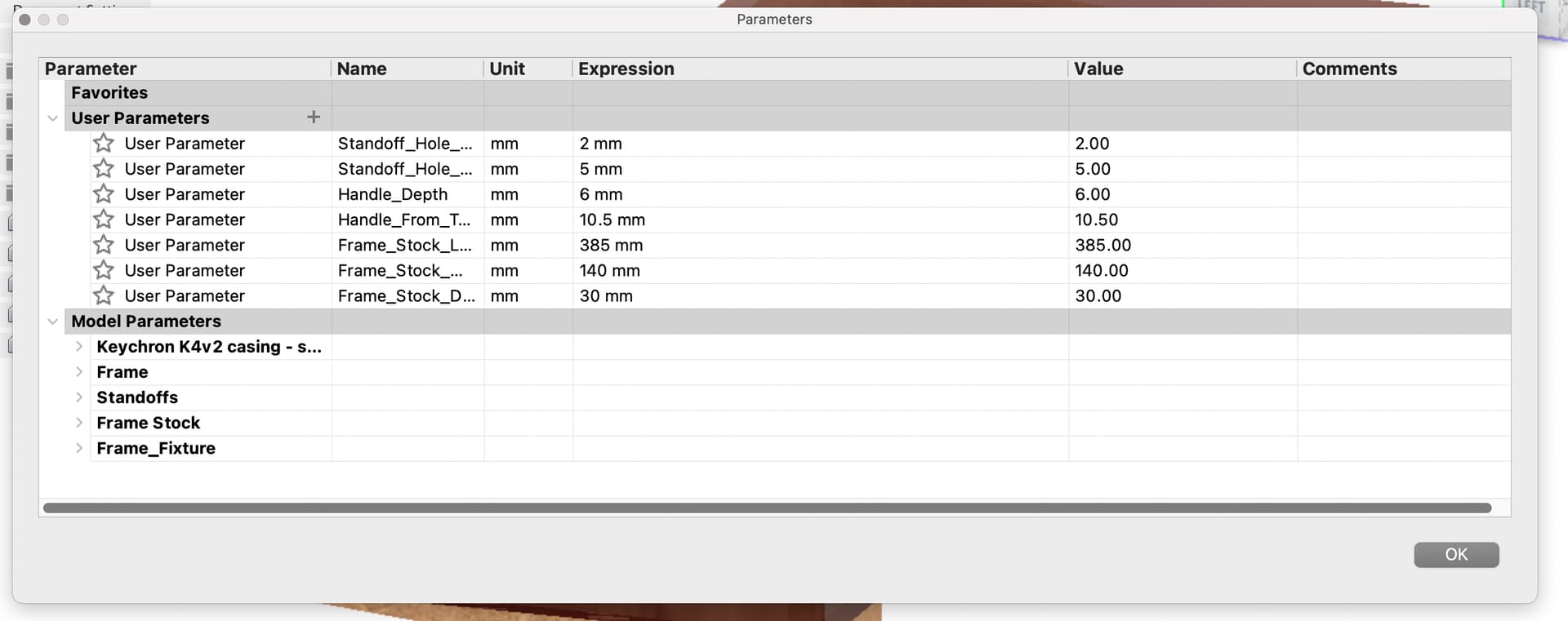
I’ve put parameters in for the dimensions of the stock to make that easy to change (modify / change parameters)
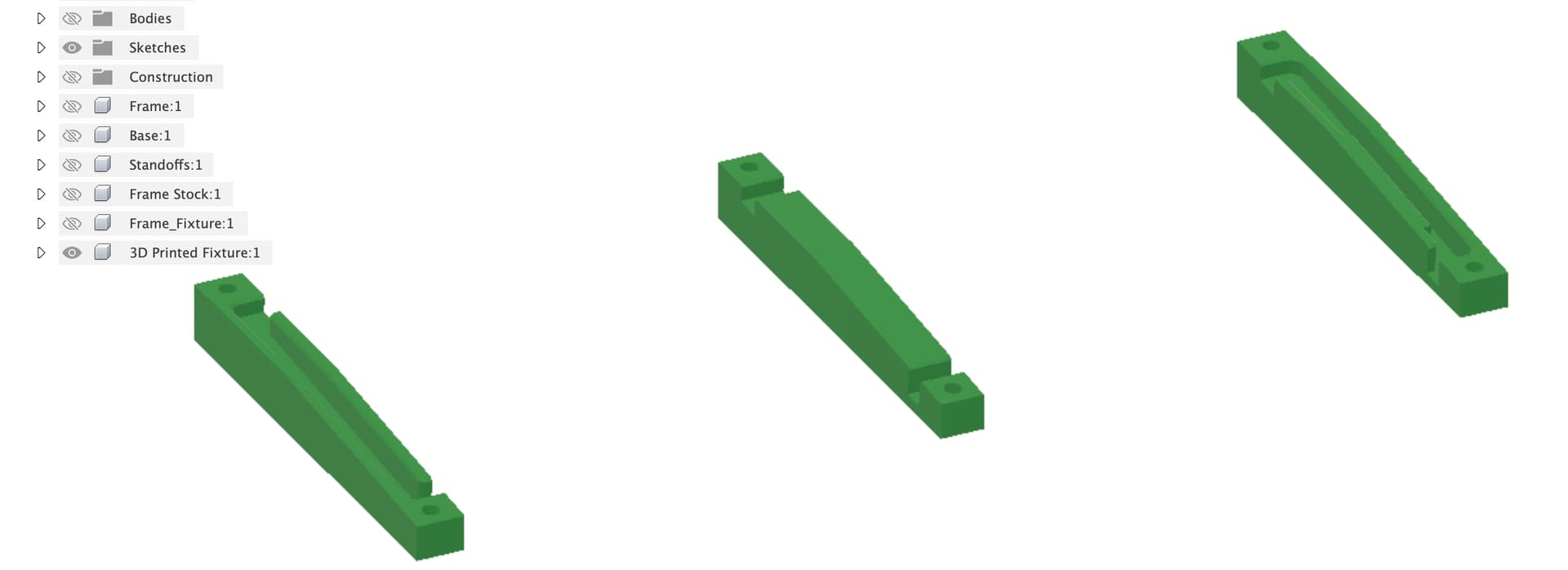
I figured the simplest thing to do for the angled cut on the top was to make wedges to stand the frame on. I would probably make these out of a few layers of MDF and cut them on a table saw sled, alternatively you could cut them out on the Shapeoko. The only important thing is the angle.
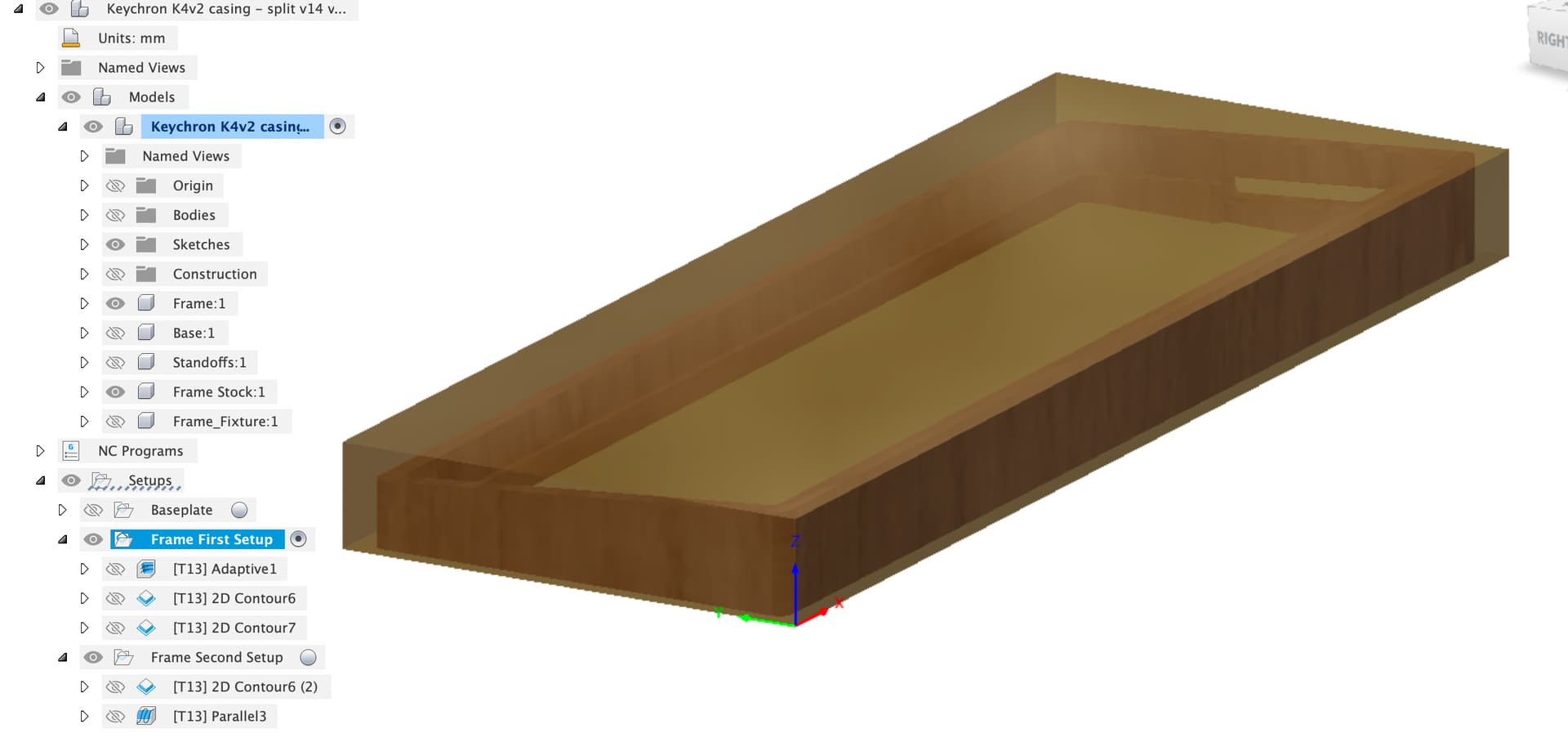
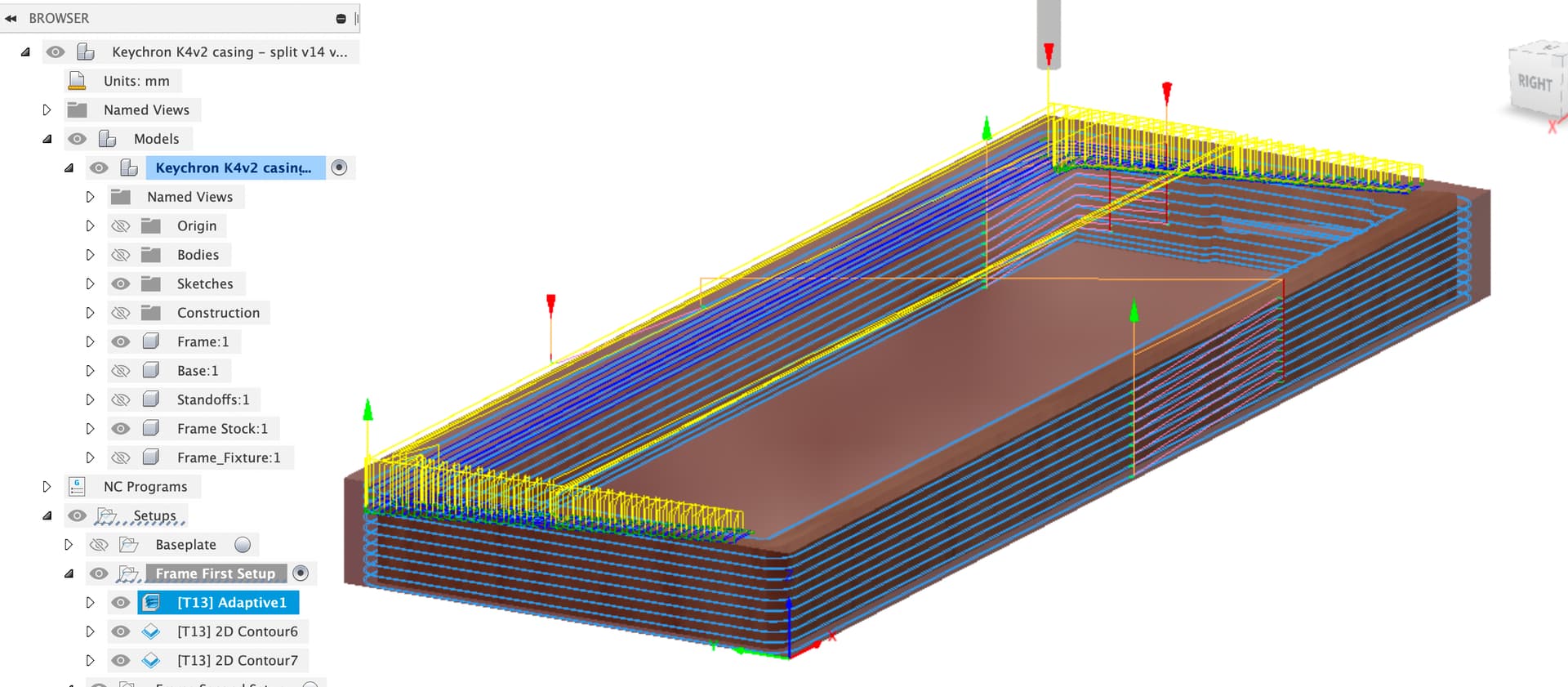
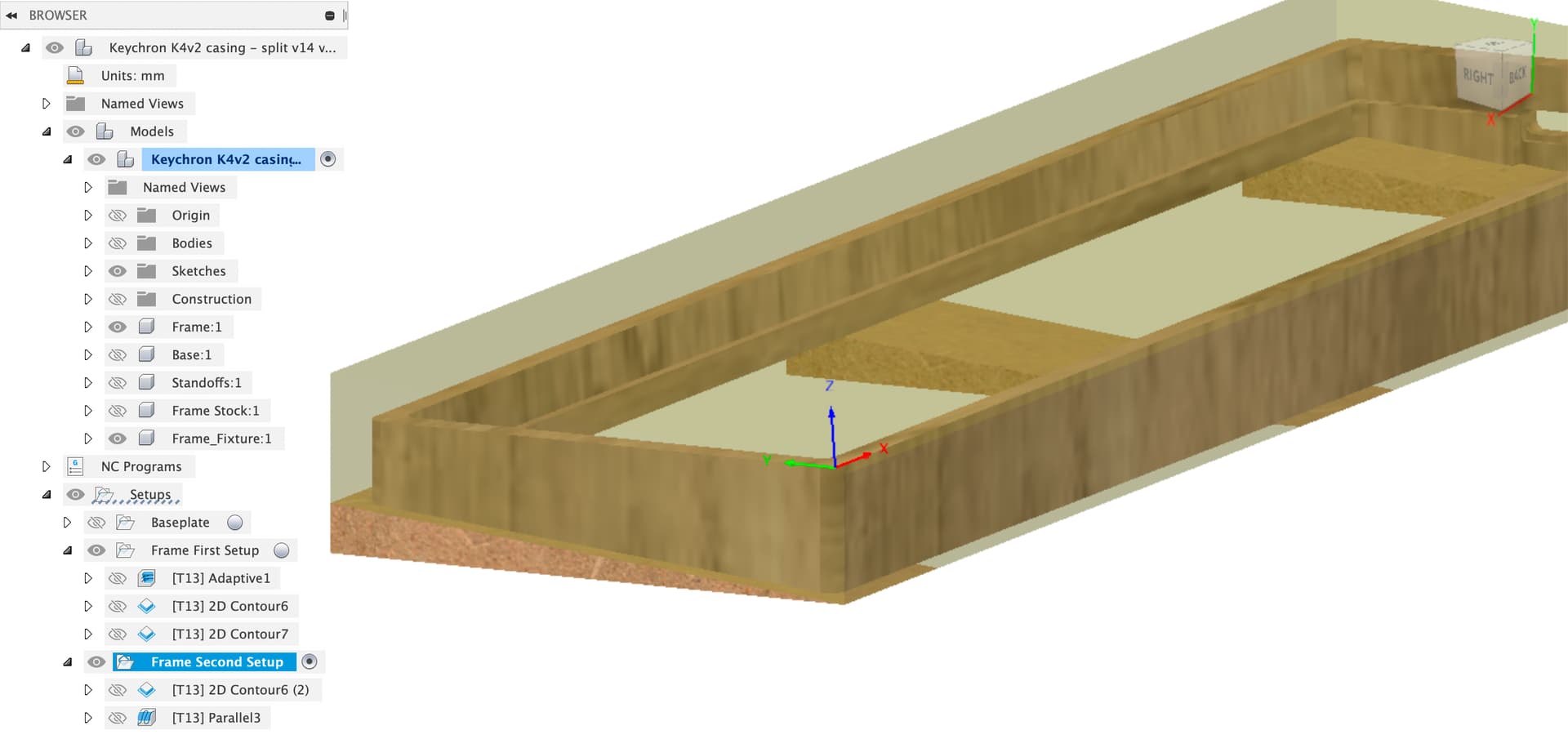
For the first CAM setup I have the frame ‘flat’ and the zero set at the spoilboard.
There’s then an adaptive clear on the upper part followed by 2D contours inside and out. I’m not sure what to do for workholding here, I’d try blue tape and superglue.
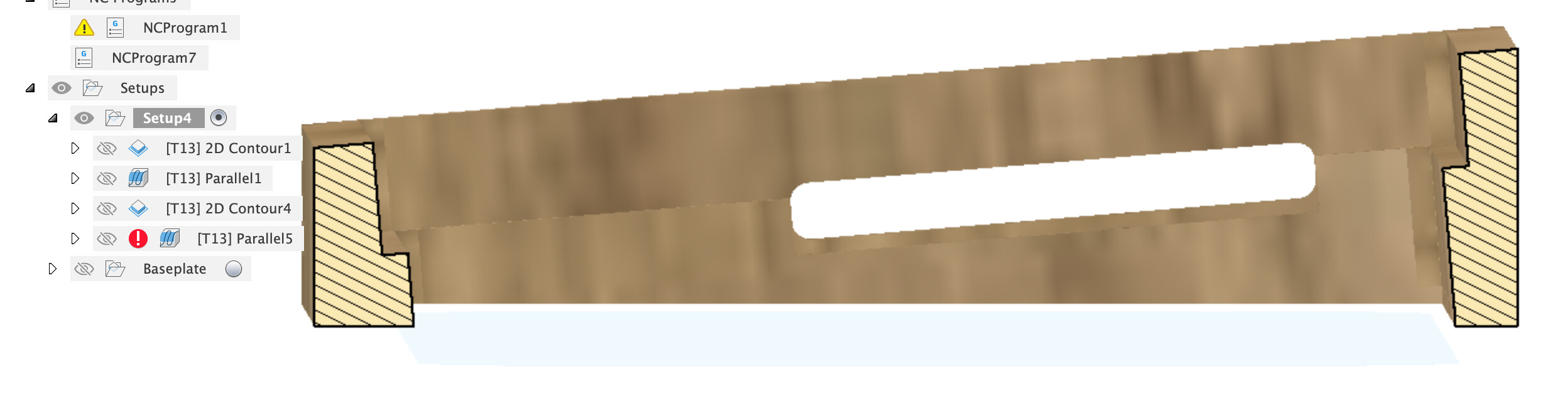
This set of jobs leaves 2mm uncut at the bottom of the inner slot, I figure cutting this out by hand and then sanding might be easiest, you could try all the way to the bottom with tabs or other approaches.
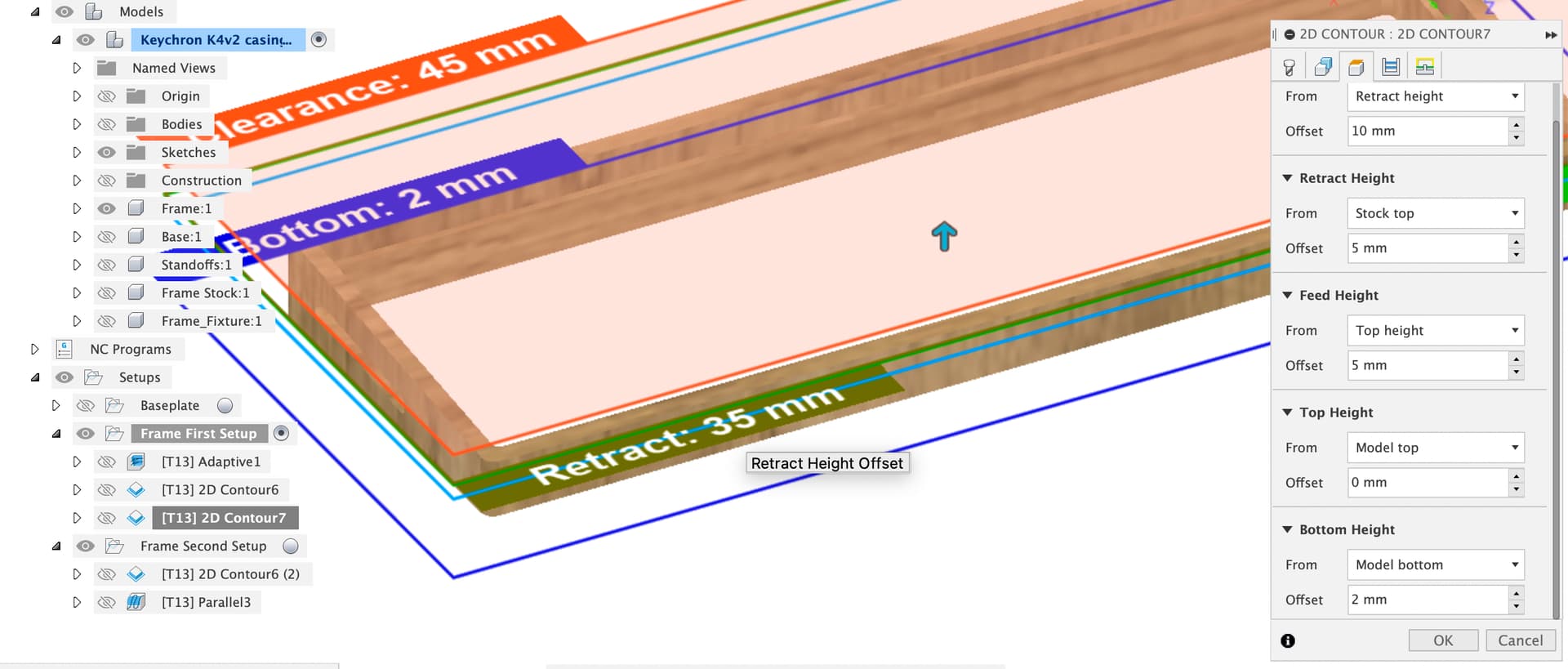
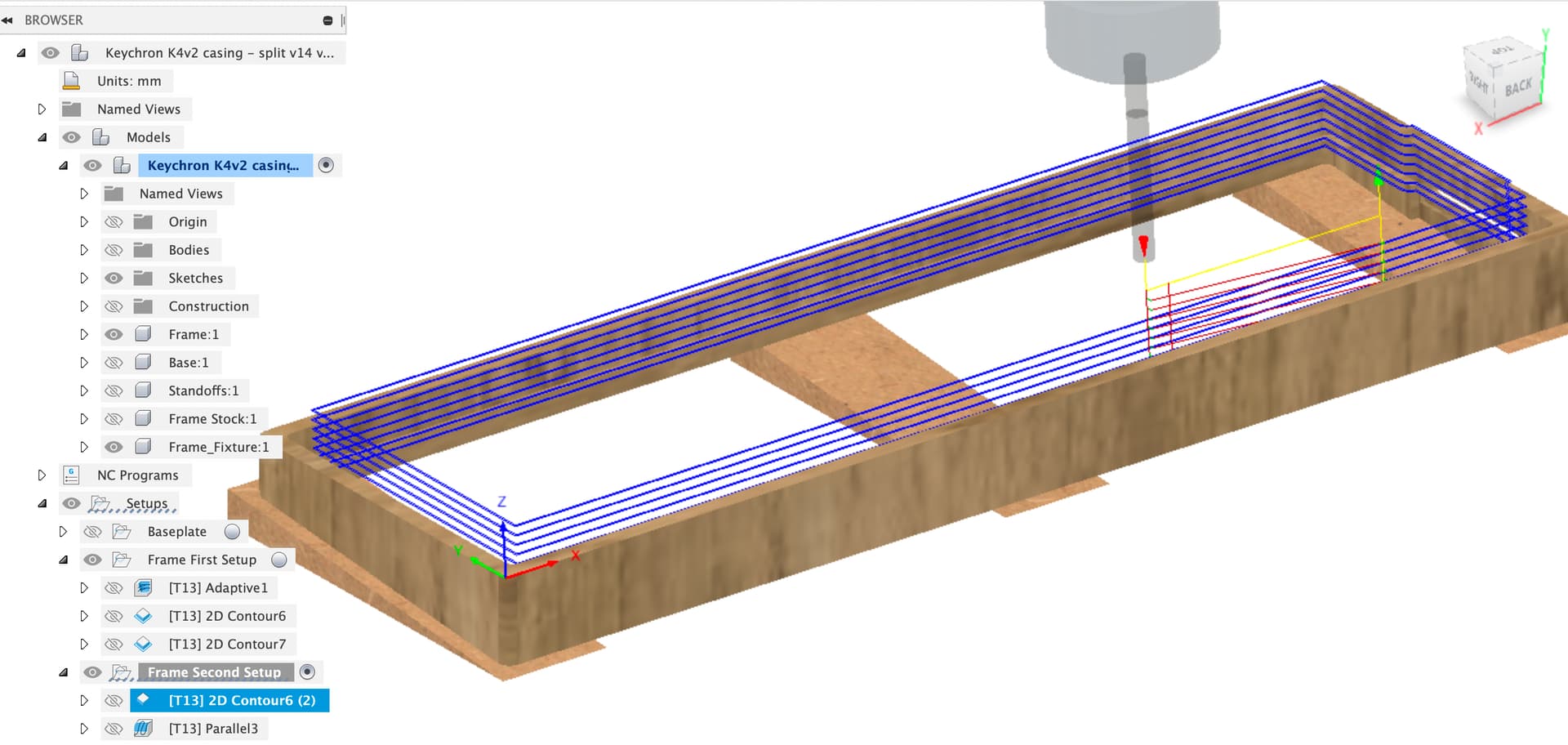
The second setup uses the wedges to hold the frame at the wedge angle, zero has moved and needs to be set off the cut outer edges from the first setup.
Getting the X aligned correctly will be really important as any misalignment will really show up. I suggest putting a dial indicator in the spindle and jogging left / right along the front machined edge to get it properly straight with the Shapeoko X axis.
There’s two toolpaths, a contour to cut the inner angles, for this one, I might do a first pass with, say 1 or 2 mm stock to leave, then measure how accurately it is centered in the outer cut.
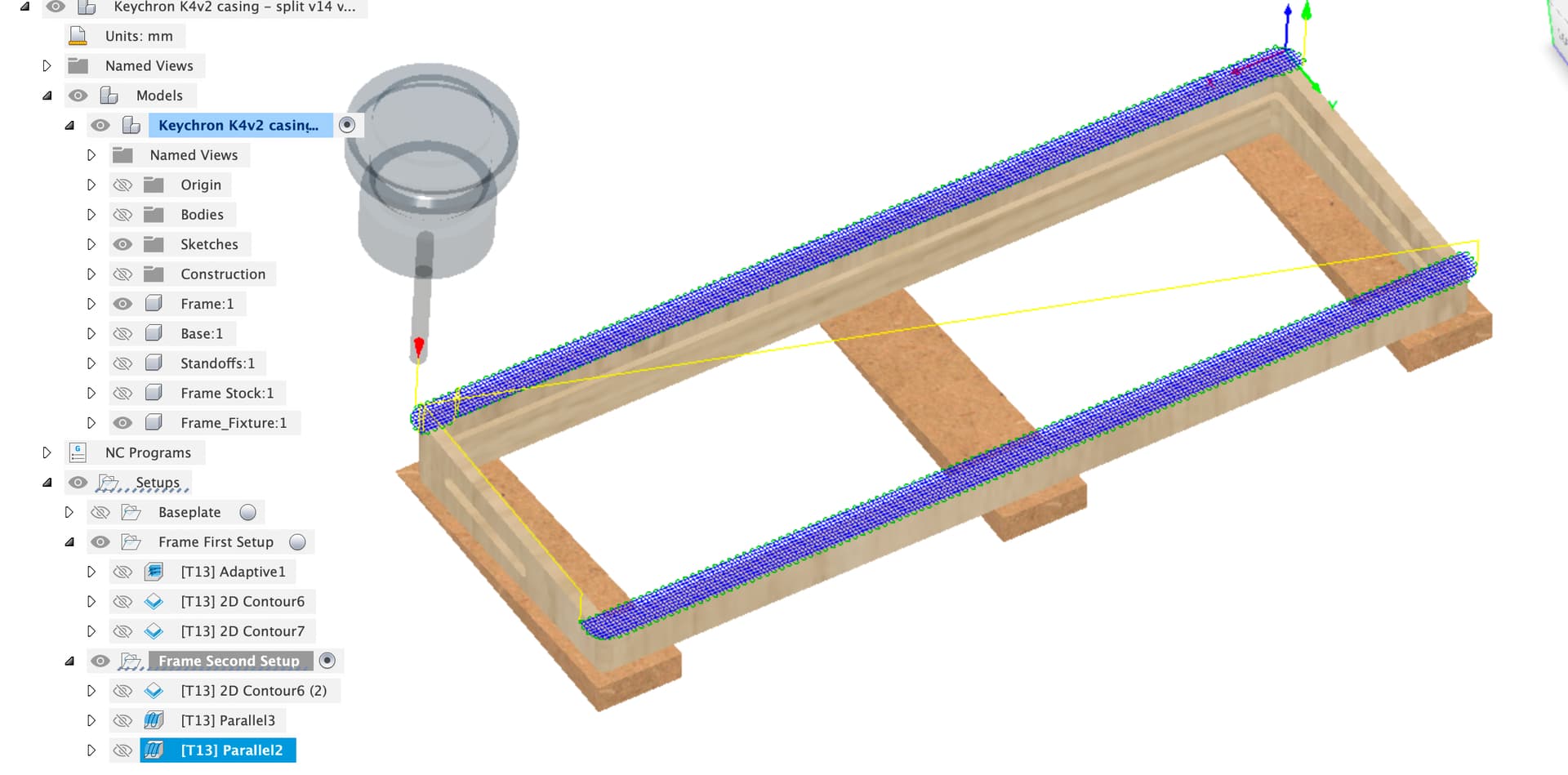
Then theres a parallel finishing toolpath for the top face
Which brings us to the problem, workholding, there’s nowhere left to hold the work down. You could split the top finishing into two toolpaths which might let top-clamping work.
For the holes in the bottom I might just mark through with the baseplate and manually drill.
Hopefully that’s some ideas to get you started on the wood machining, I’d try the toolpaths out on a test piece of cheap wood first and find out what the problems are and what workholding is going to work.
Keychron K4v2 casing - split v14 v13.f3d.zip (1.6 MB)
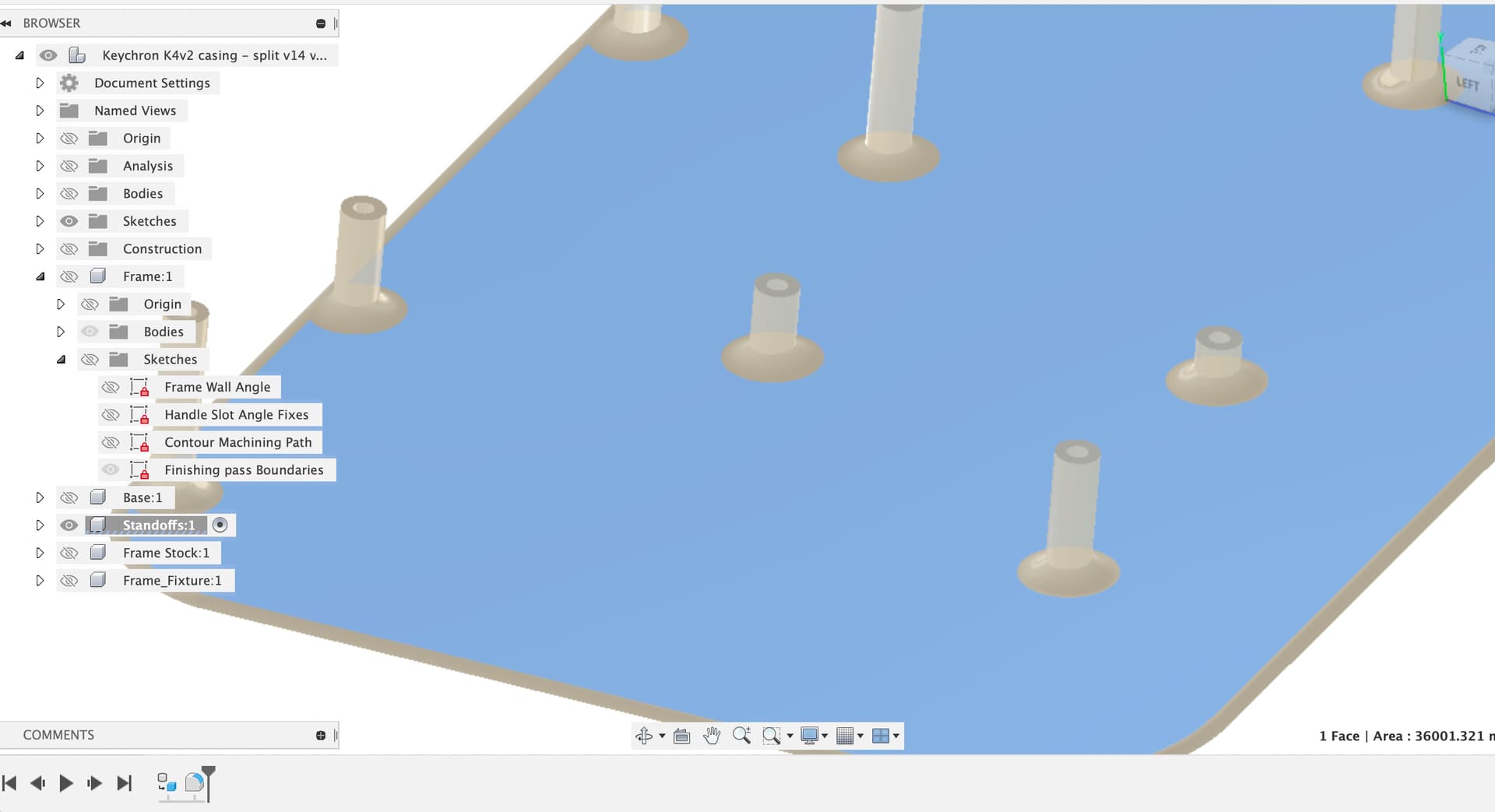
One final note, I wasn’t sure if you wanted to keep the fillets at the base of the standoffs to reduce the tendency to snap off at the layer joints when 3D printed, I put them into the Standoff component, you can delete or suppress the feature there (Selecting the component filters the history bar to only the features for that component)