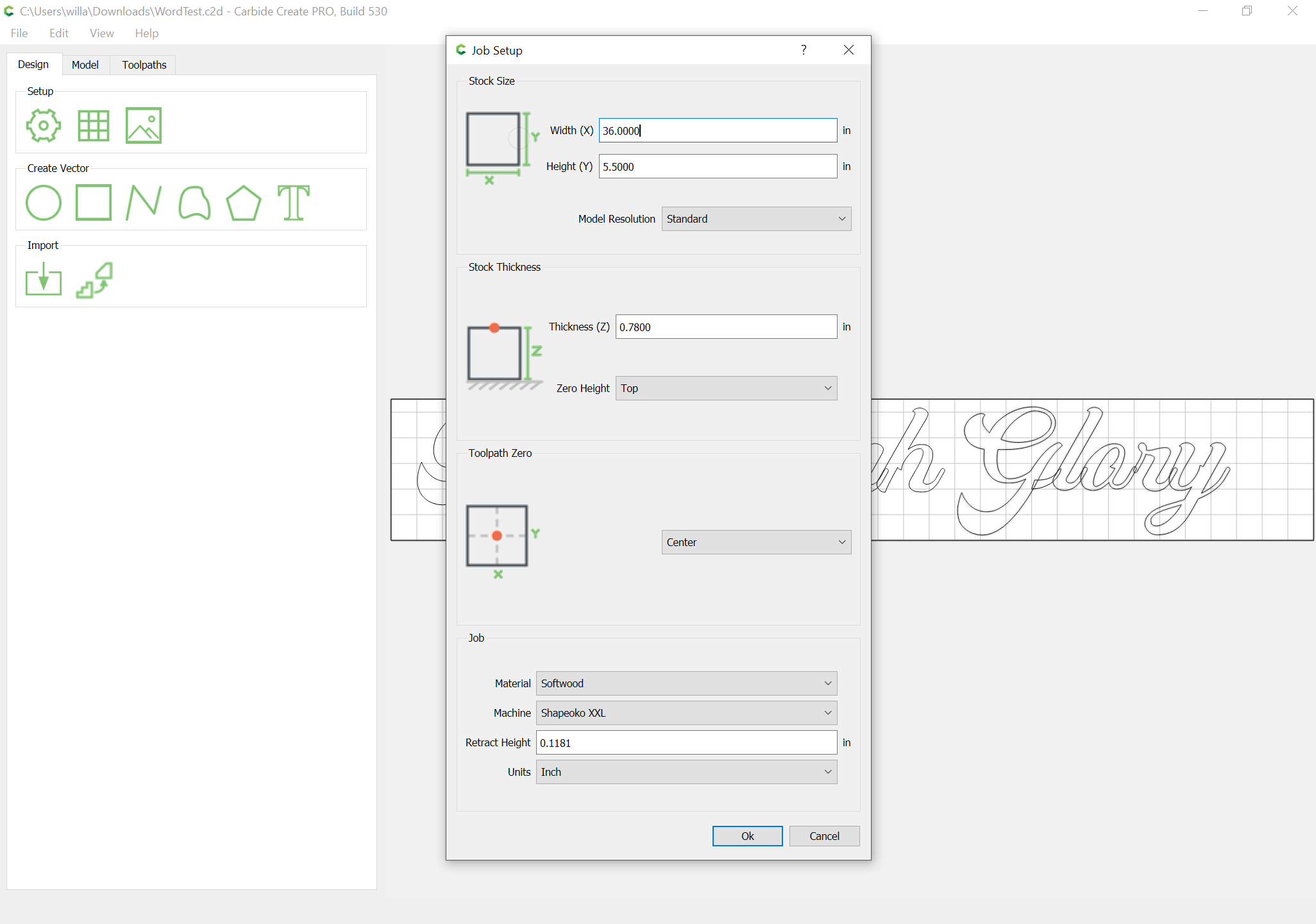
I am having a very frustrating time getting my machine to do a simple job. I created a simple project to mill out. In Create I set the xyz of the material (36",5.5",0.78"), set the material as soft wood, create design with simple toolpath, save, export gcode. When I go into Motion I find center and zero all. I go through the promps and when the job starts it will do one of three things: 1) it will VIOLENTLY throw itself against the left rail. It has done this about 3-4 times, 2) it will cut air, 3) it will cut in the wrong spot after all has been zeroed.
I just watched a video from Carbide on setting up a job and the guy put zero as his waste board (Z). When I did that and ran the job it bore straight down and tried to run the job, also it started in the wrong spot again. My start point in create is center and when I zero everything out it should know the parameters of the job based on the code. I just had to reset the bit setter as well. My wife and I just got the bitzero, but that is not working for us as well. The bitzero will not find xyz when placed on the edge of the material, which is what it is supposed to do right?
We have the XXL with the z-plus. Any help would be greatly appreciated. WordTest.c2d (930.6 KB)
Do you have a BitSetter? Usually starting in the wrong place is a workflow issue. You should check mechanical setup before going any further.
Does your machine move smoothly with power off x and y stop to stop? Are your v wheels properly adjusted? Have you checked belt tensions? Have you checked pulley set screws?
If your machine is not correct mechanicaly not will not work well under power.
Not always but usually after mech setup is your order of operations.
I’ll have to go into the settings and just place new parameters. All the wheels and buckles are set correctly, but I’ll go through and adjust again. As for all other things in the file, it’s correct is it not? Even if my stock settings are too wide should it not start in the center and not off to the side by a foot?
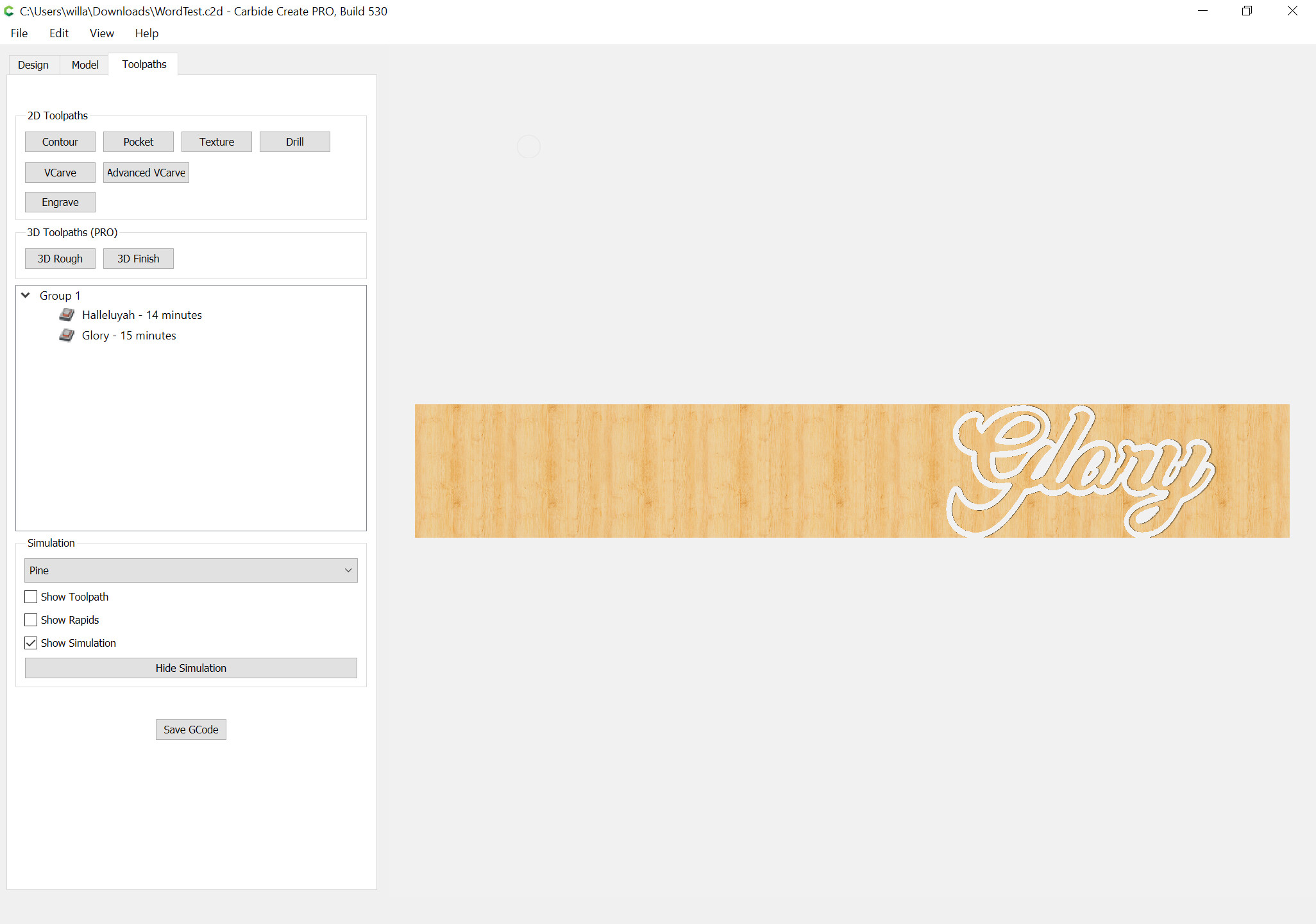
Please set up the file so that it previews as you wish, then send us the updated .c2d file, generated G-Code, step-by-step notes on how you are securing your stock and setting zero relative to it, and a photo showing an attempt at cutting still in place on the machine and we will do our best to assist.
So… when setting the Toolpath Zero in Carbide Create (CC), you are choosing the position of origin (where you are setting “zero” on your workpiece). The origin is a relative position that prompts CC to generate code for the machine to travel based on the location of that point of origin - not necessarily where the machine begins its cutting.
As @WillAdams mentioned, the Shapeoko has a max working area of ~32". Your workpiece is larger than the working area which means it doesn’t have enough travel to reach the far ends of your project - it will attempt to and thus “violently throw itself against the rail”. Carbide Motion is simply following the instructions (gcode) generated in CC.
My suggestion would be: manually jog your machine around and explore the actual travel of the machine. Find roughly where the center is and attempt to cut a simple project that is well within the maximum travel of the machine. Pick up small wins and scale up as your confidence grows. The Zero Height and Toolpath Zero settings in CC must coincide with where you set zero X, Y, and Z on your workpiece while being conscious of the relative location you are placing your workpiece on the machine.
Hope that sheds some light. Feel free to ask more questions.
Okay I think I got it now. Thanks for all the help. I was getting so flustered with this. Now, if someone can tell me how the bit zero works that would be awesome.
How it works (I think it has something to do with smoke, mirrors, quantum physics) or how to use it?
There’s a couple good videos on YouTube one in particular that Winston did.
make sure to select the correct type of probe (v1 or v2) in the menu
place the probe as depicted depending on whether you are probing for XYZ, XY only, or Z only. There is a major catch that if you probe XYZ you shall place the probe overhanging the corner of the stock, but for Z only you shall sit the whole probe on top of the stock, not overhanging.
make sure you select the tool diameter in the menu that matches what you actually have installed in the router
check that the probe is working correctly by touching the probe with the magnet (LED should be activated)
for BitZero v2 you’ll need to manually jog to inside the hole of the probe.
finally launch the probing sequence (for BitZero v2 you may need to hold it in place with a finger (out of the way of the tool…) such that it does not move inadvertently during the probing sequence
also note that probing (re)sets zeroes for you, so you shall not manually clear/set zero after probing like you do when setting zeroes manually: it’s a common error and would in fact set the zeroes to the parking position of the tool at the end of the probing sequence, that’s not what you want.