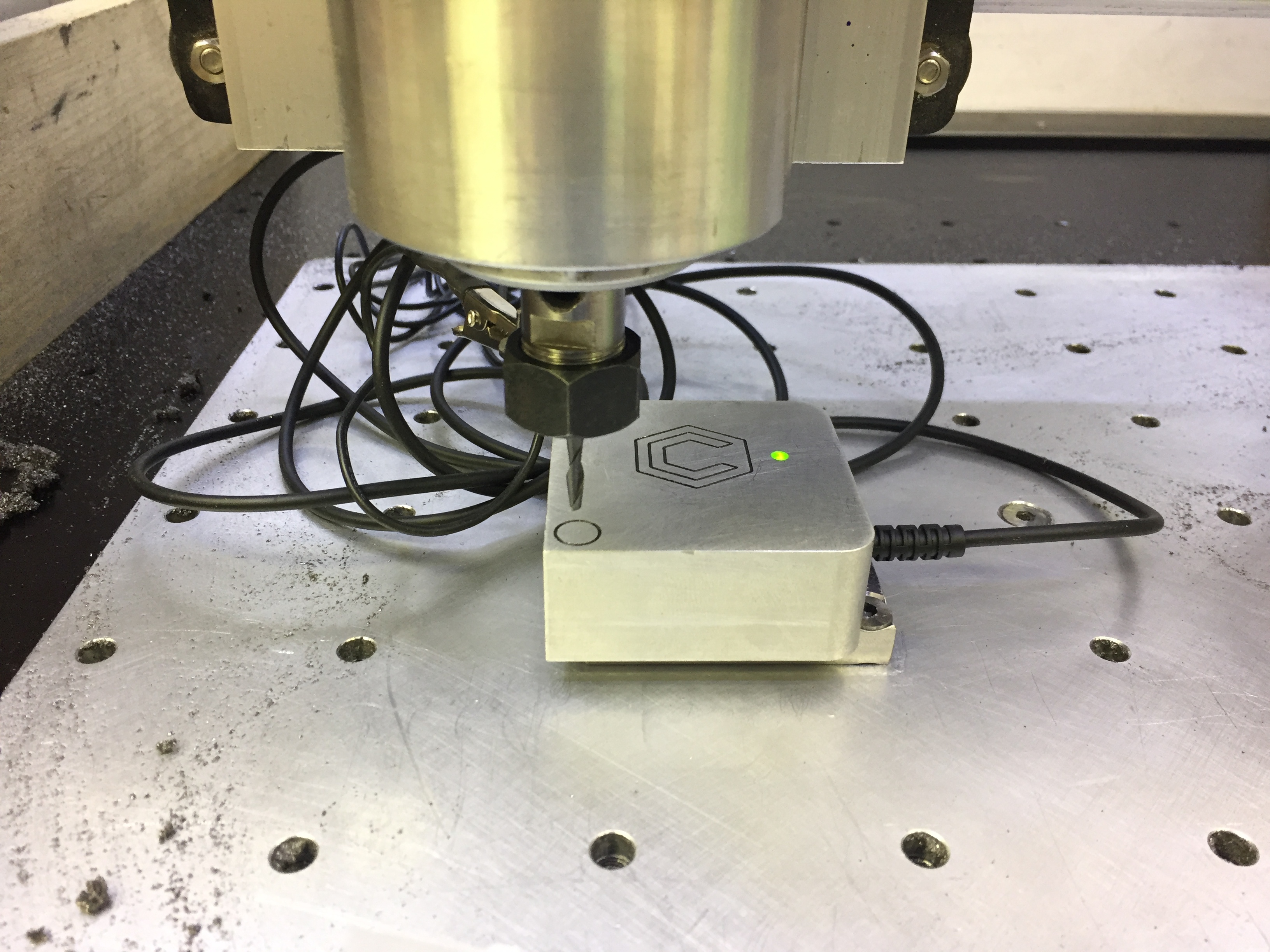
Setting up (using the Touch Probe to establish my X0, Y0 and Z0.
Machining the two critical back bores.
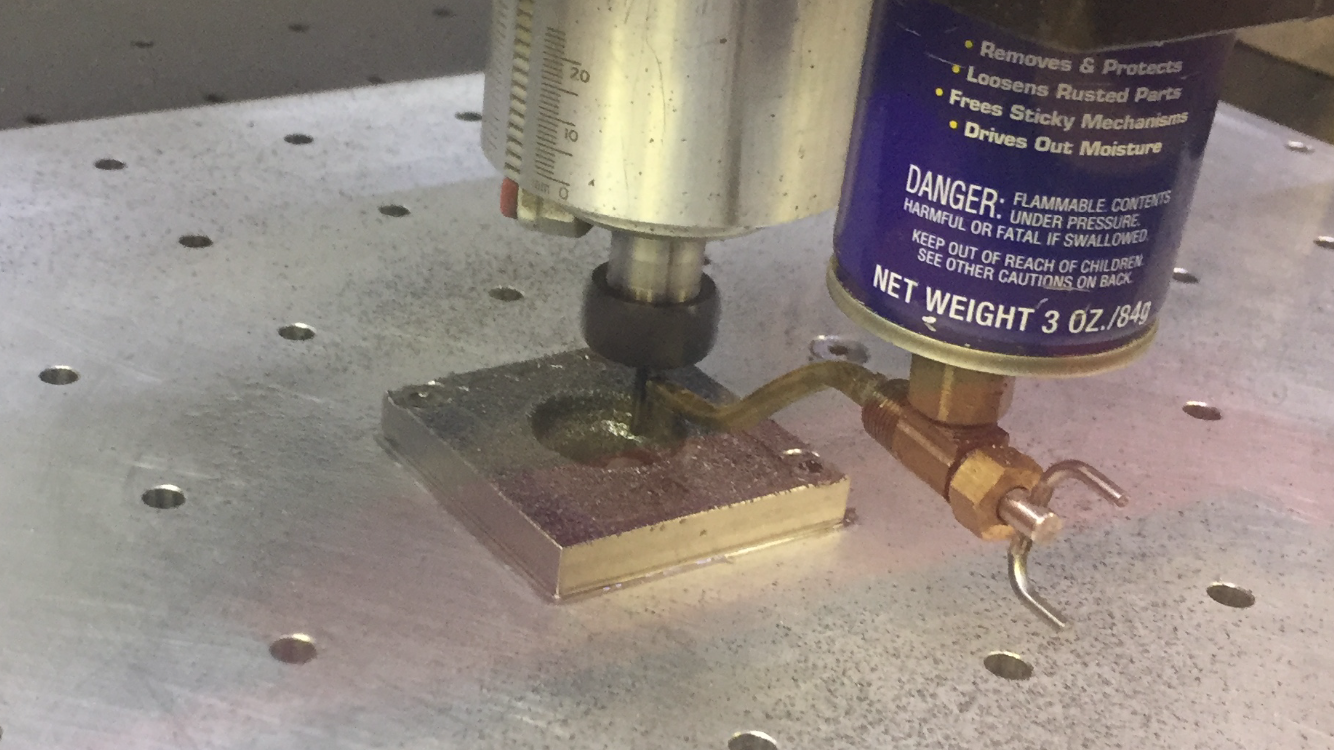
I was VERY imresses at the surface finish (The large burr at the bottom is the remainder of the “onion skin” that I leave as to not dig into my waste plate)

Next, it is the O-Ring groove. 1/32" flat 2-flute coated end mill

Now it’s time for the eight 0.8mm (0.0315") tap drill holes that are 4mm deep PS I am NOT looking forward to tapping these holes (Wish me luck):
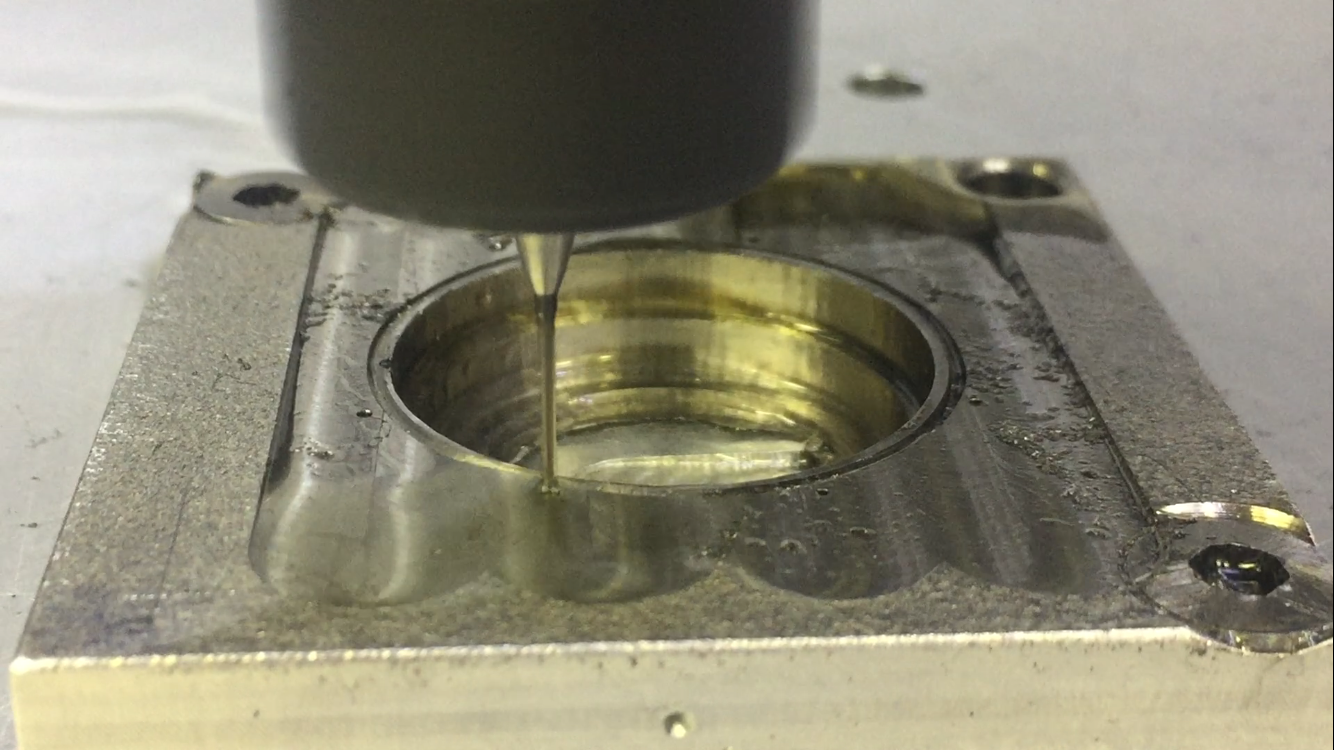
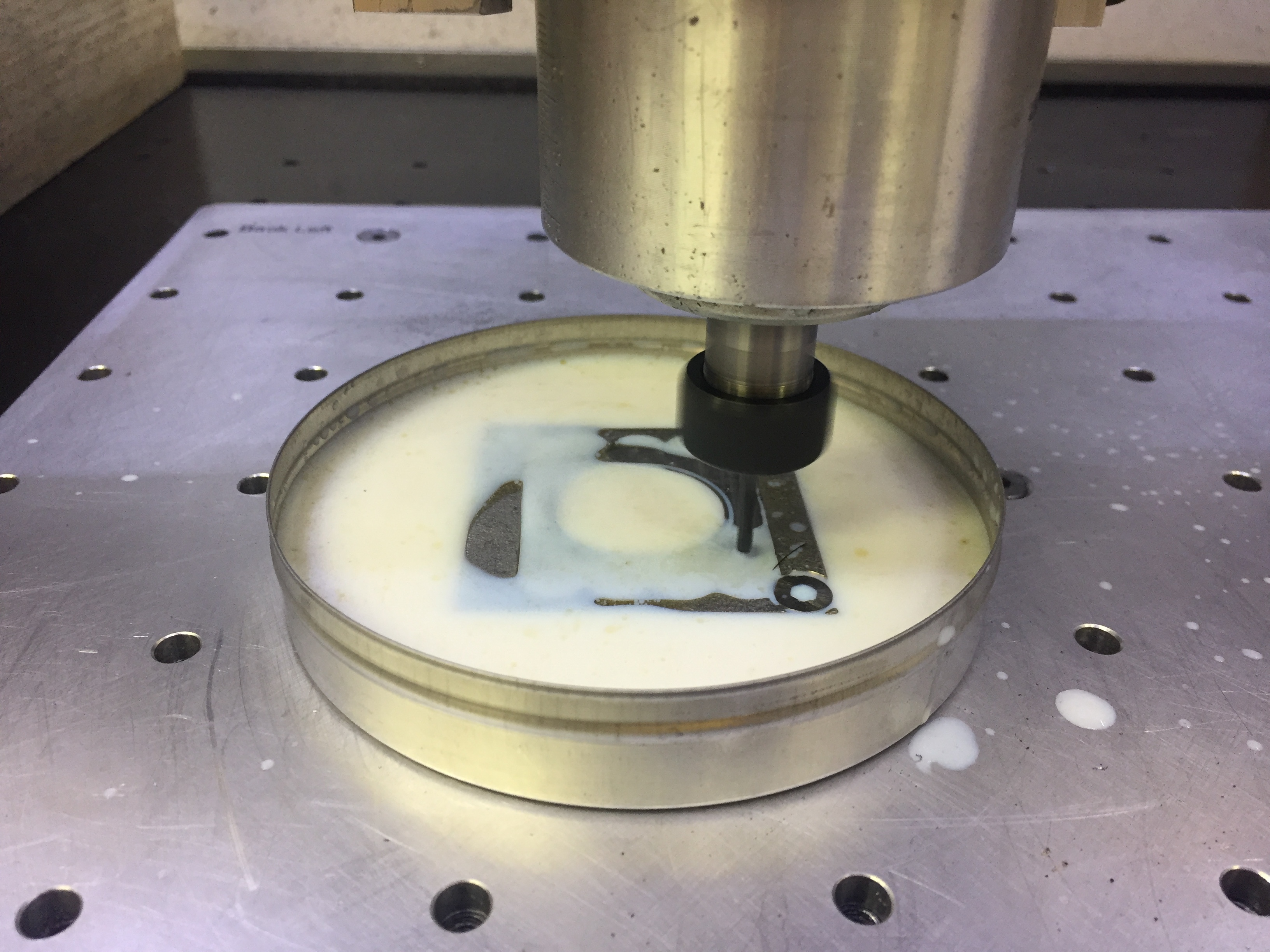
Last thing to do on this side is to rough and finish cut the case outer surface (Keeping the tool cool by providing a local flooded environment: