I think I get it.
If you think to snap a picture when performing this setup, it would be helpful.
I keep forgetting we’re (you’re) working with conductive material, which does help in probing and returning to X0, Y0, Z0.
I think I get it.
If you think to snap a picture when performing this setup, it would be helpful.
I keep forgetting we’re (you’re) working with conductive material, which does help in probing and returning to X0, Y0, Z0.
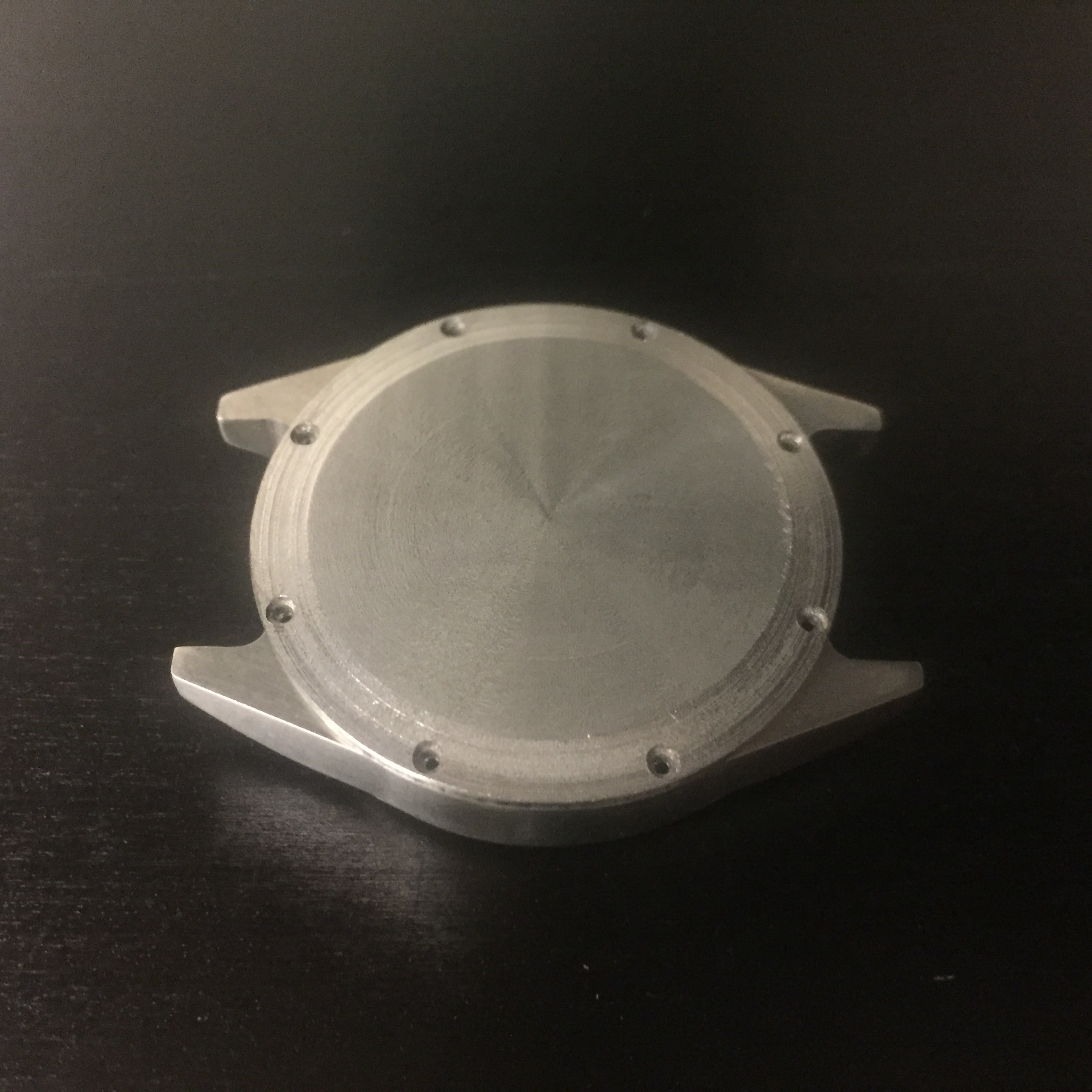
Next, the Cover (Case Back).
Time consuming operation to remove 1/8 from both sides, (because I couldn’t find a thinner piece of stock) but the Shapeoko (Makita) handled it without a hitch. PS: Same 1/8 Endmill. Case Cover Outside (side) should be done tomorrow.
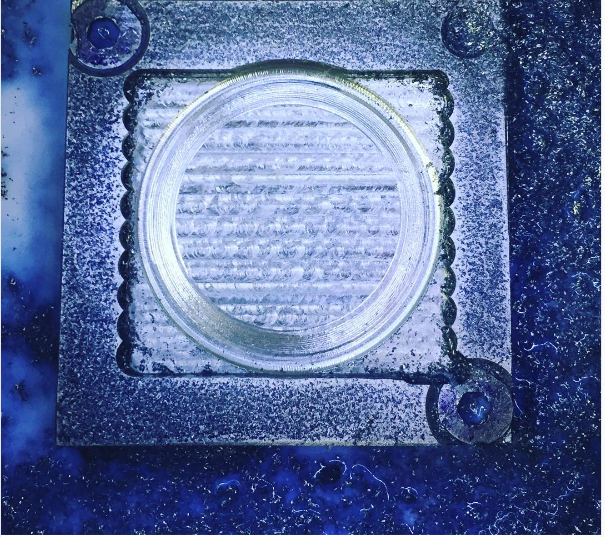
You can see where I failed to compensate for the additional clearance for the OD cutter path during the Facing operation. I don’t like Fusion’s facing operation’s lack of a round facing operation.
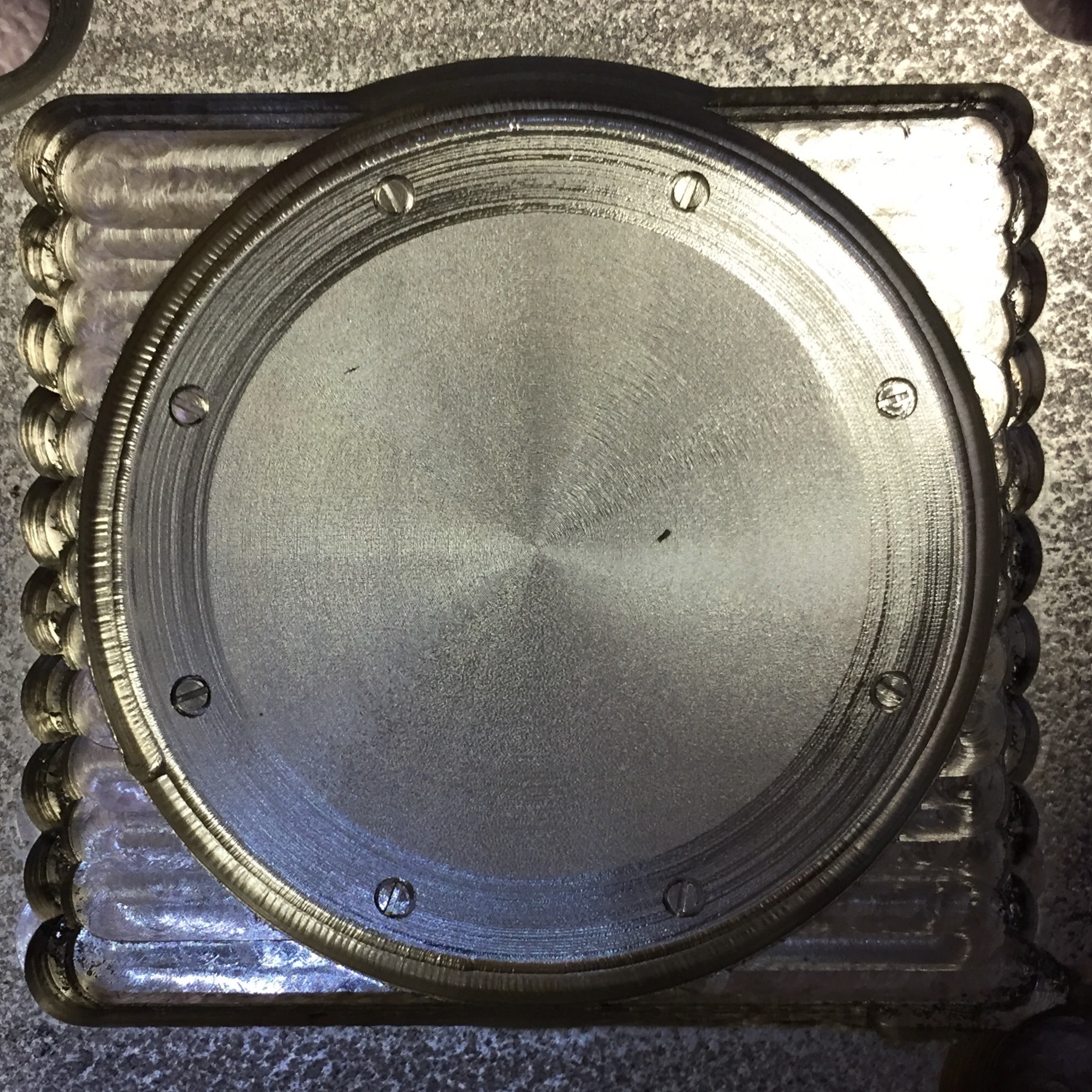
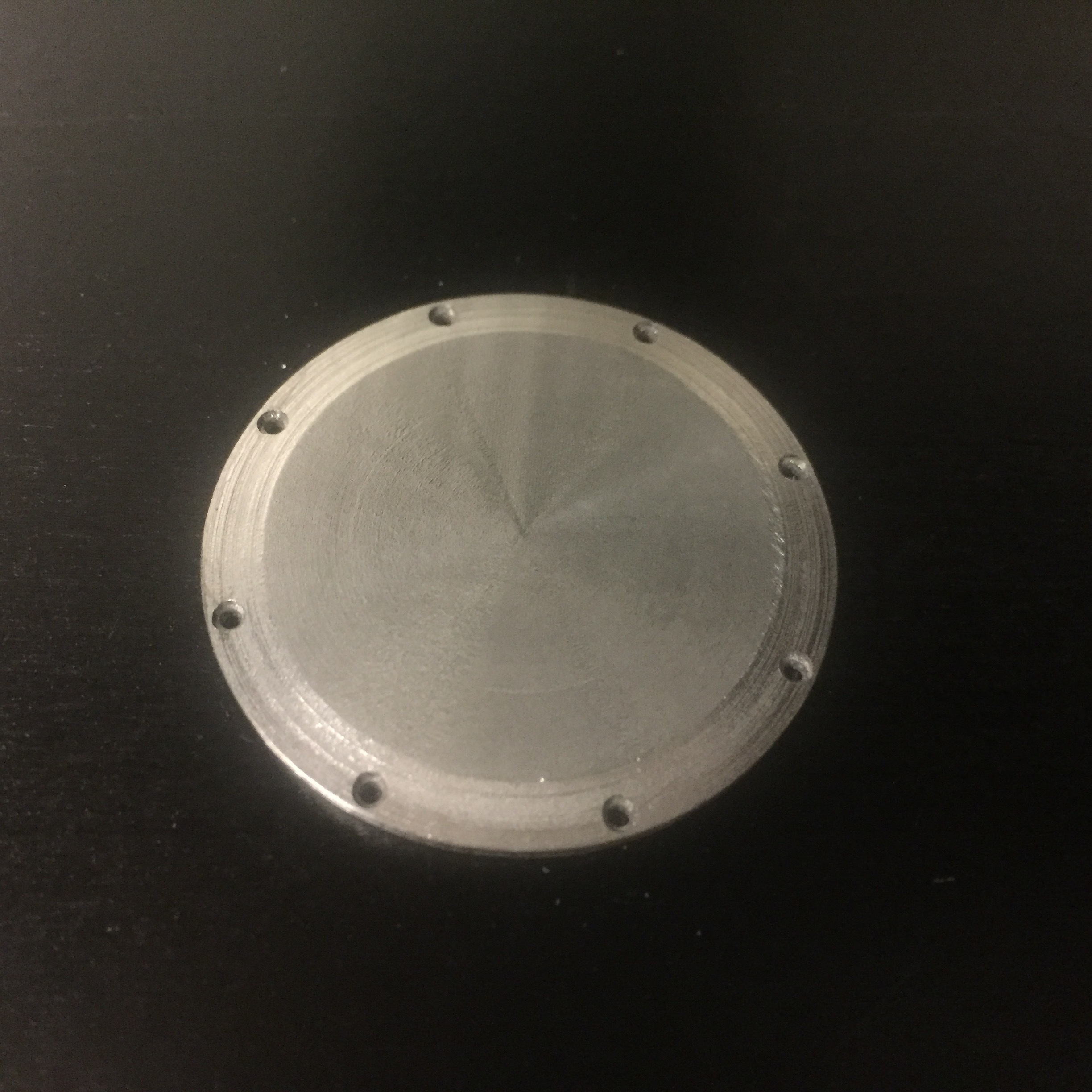
The outside of the cover (Case Back) is complete. Easy day for the Shapeoko 3.
Note: There is only 0.003 clearance from the top is the screw to the cover. Not too much, and not too little. Just enough. It’s all about the Precision
Test fitting the screws.
Man, thats just flippin awesome!
That is one fine tuned machine.
Hats off to the planning, programing, and the fine tuned machine you have there.
It’s great to see people make stuff, not excuses 
Inspiring.
Are you going to drill your lugs all the way through?
How does one drill the holes on just the inside? That would take one tiny angle drill! lol.
II’m a watch collector and have a few high end watches, as well as having toured a few factories in Switzerland and there are 3 lug options. Cheap watches use a casting with the holes already in the Lugs and minimal machining. (Usually brass and then plated). Next are that cases that are fully machined (Stainless, Titanium, Gold) the Lugs are machined all the way through and then plugged and sanded smooth, and lastly, machined and unplugged (which is the method I’m using.)
Good question by the way.
Drill will be a 1/32 carbide, but first I will need to mill a flat using. 1/32 endmill (since the surface is angled)
This thread really makes you appreciate what goes into making high-end watches.
For me the real shocker was that only 4 Swiss watch companies produce their own movements, everybody else buys them from a catalog.
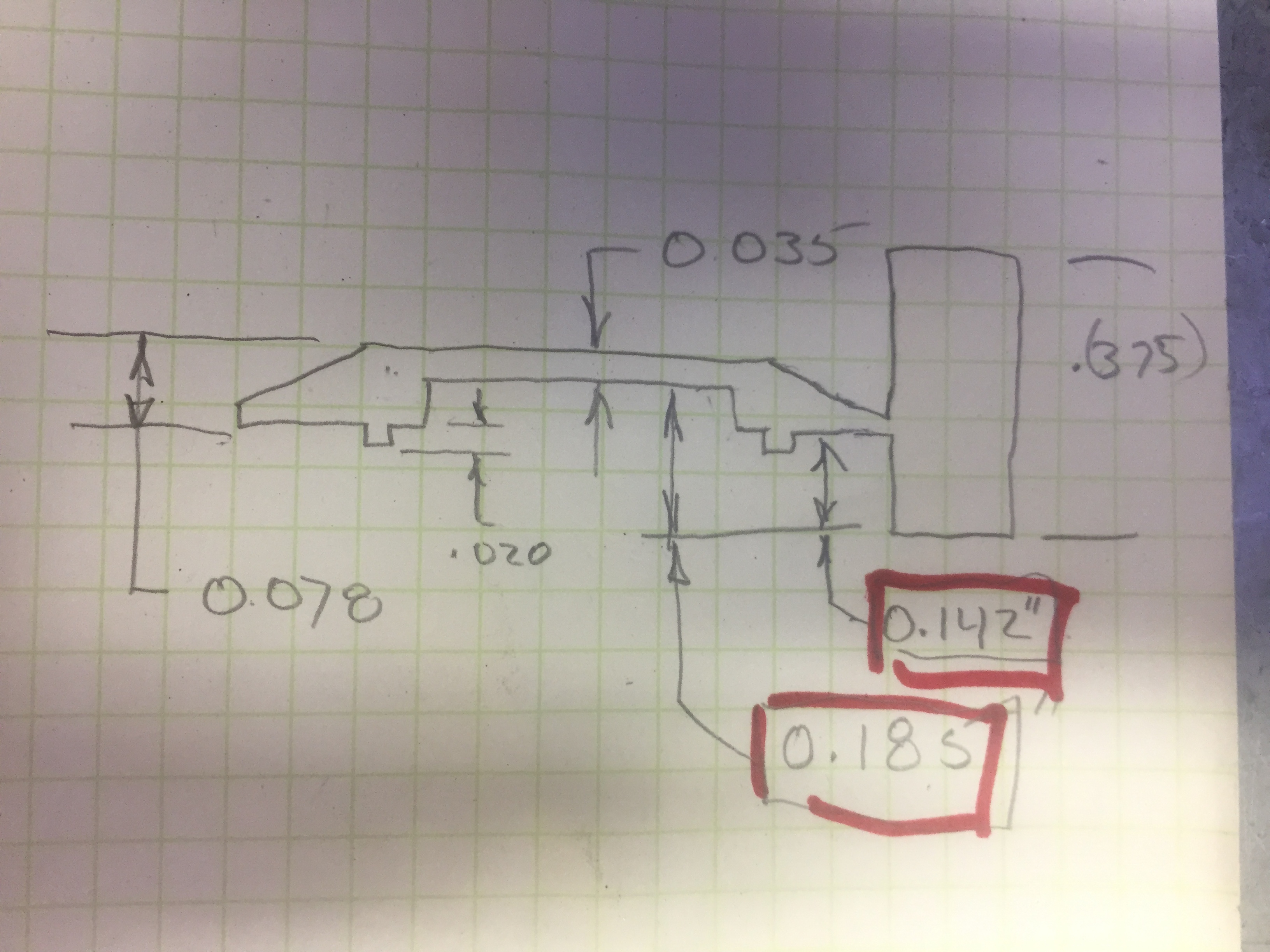
Down to the nitty gritty details. I need to make sure that the thickness of the cover is spot on, because there is only 0.020" (0.5mm) under the screws, and the main part of the cap is 0.035" (0.9mm) thick. I plan to put a bunch of engraving on this cover, both inside and outside (August).
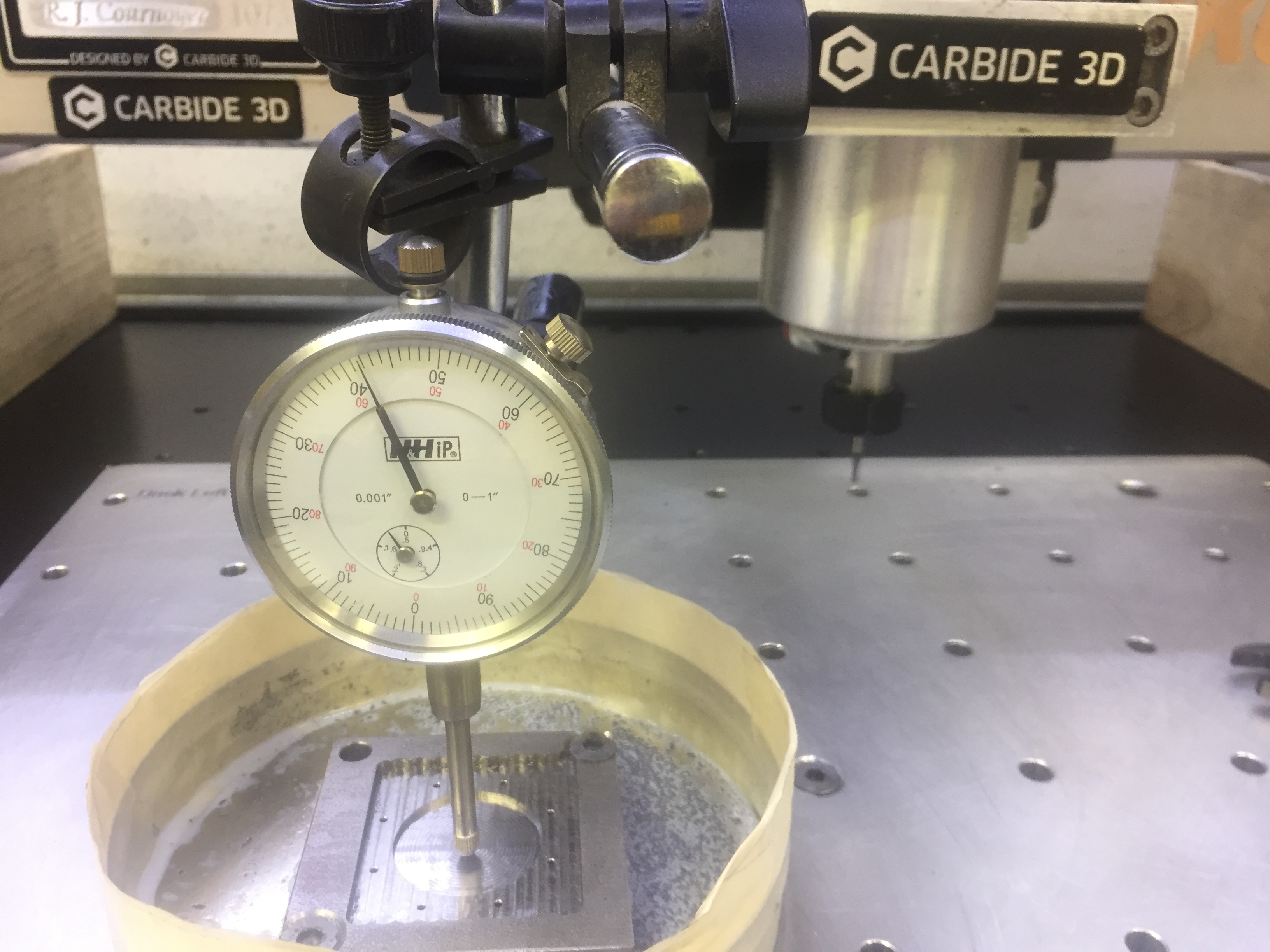
Here’s how I ensure accuracy from the outside surface to the inside surfaces. The stock measures 0.375" (9.5mm) so I use this as a base and then use a drop indicator.
Then I made a map of where I need to be on two key dimensions:
And then I machine (and check) to those dimensions: Here I am at 0.158 verses the 0.0180/0.0185 target. (0.022/0.027 more to go.)
Do you run through some type of thorough check list before each operation in something so precise as your watch here,
Wheels, belts, steps per calibration etc. etc.?
And you even use a -real- calculator  !!!
!!!
No, not really. I did readjust the X belt calibration. It was off 0.001" in a 1.0" hole, not off by much, but I like it spot on.
The cover is complete (less engraving, and hand polishing).
Things left to do: Redrill the 0.8mm holes to 0.9. Drill the lugs and hole for the Crown Tube.
And of course assemble the entire watch, without breaking anything.
In the initial post you mentioned that it will be waterproof. How does that work? Is there a gasket or something? Very interesting project, thanks for posting it!
I have a polishing recommendation. Mirka Abralon pads in 500, 1000, 2000, 3000 and 4000 grit. They work wet or dry. Normally they are used for bowling balls but they do a really great job on gloss topcoats on wood and on metal and plastic.
If you look at the Warch case (IMG3636, about 3 days ago), you’ll see an O-Ring groove that will seal against the cover, and the new crown also has a seal (I call it an o-ring).
Last few steps:
Drilling the Crown Bore and Crown Counter Bore:
Milling a flat and then drilling the lugs for the Spring Clip: ((CLICK ON THE LINK))
A post shared by Richard Cournoyer (@jpl_richard) on Jun 19, 2017 at 6:29pm PDT
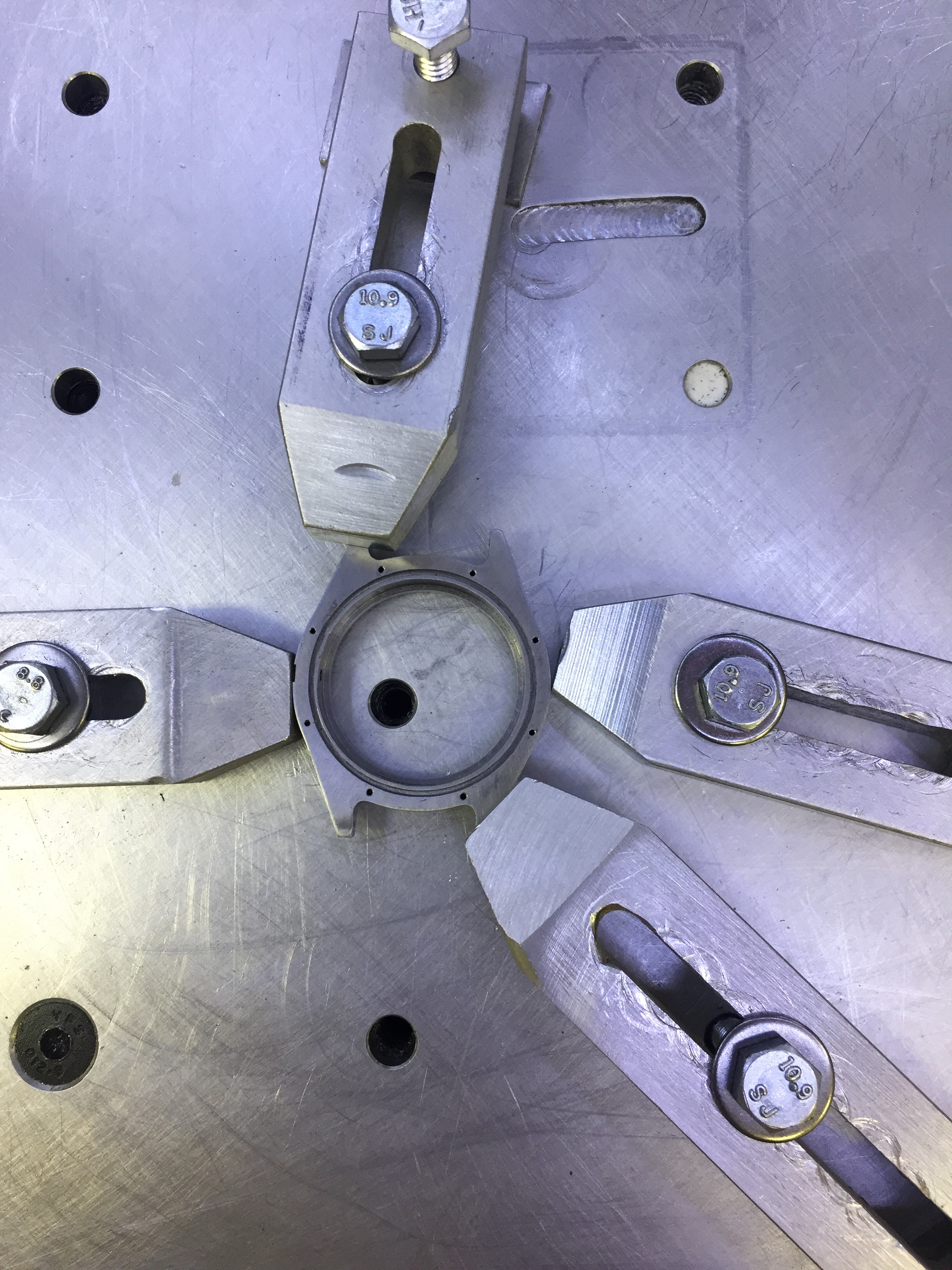
Setting up for the re-drilling the tap drill holes (Case Back Screws)
Finished!!!
Tomorrow I get to tap these little holes!!
There were many difficult challenges in making this watch, but they pale in comparison to the concerns, worries, and fear I had in tapping these eight 1.2mm x 0.25mm threaded holes. I’m glad to say that they came out fantastic (no broken taps). Nothing worse than finishing a part, then breaking a tap!!! Now let’s put this thing together!!!
Watchmaking on a Shapeoko 3 (Even I’m amazed this time)
Rich I’m glad it worked as well. I don’t even know how in the hell you would be able to get the tap out if had broken on you and wasn’t above the hole. Amazing project.
Been following your thread Rich and have been blown away with your determination, perseverance and just plain guts with such a project. I would never have believed that a Shapeoko was so capable. Congratulations.