I have a Shapeoko Pro XL and getting to know it’s ins and outs so I am a bit new. Despite this I am having a problem that seems more MeshCAM related as my hardware is cutting very accurately.
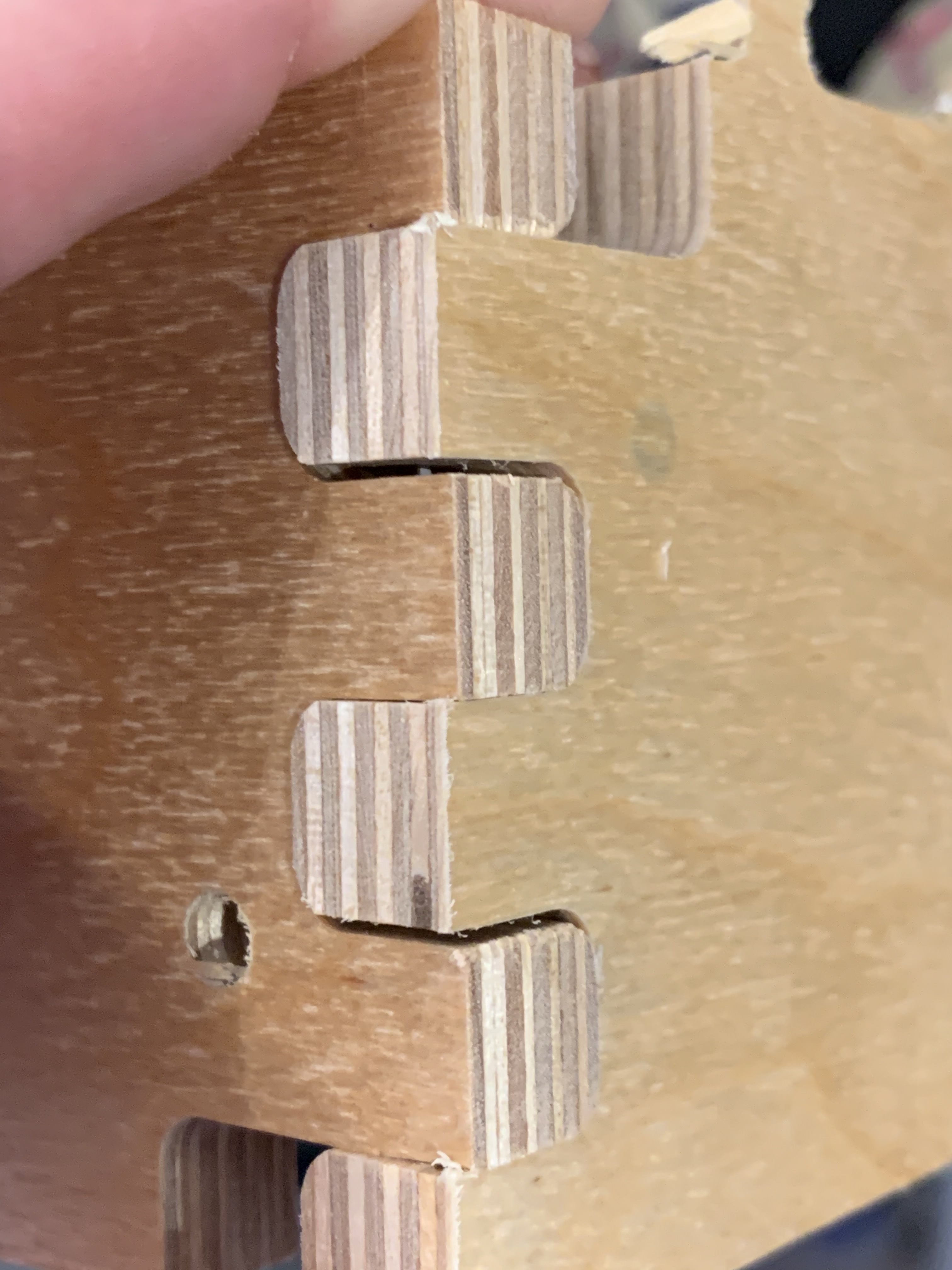
I am working on a box joint where my 3d model is 0.5" but my milled output is coming in at 0.47" so it seems to be cutting everything with an additional 0.015"
I have checked with a caliper and the individual paths to narrow it down to the 1/4" end mill 2D climbing cutout. I also have a finishing pass of 1/8" which works fine. My tolerance is set to .001", Everything in Z seems to work correctly but my XY seems over-cut.
Check the settings in the box making application. There is a place for a kerf thickness to account for the cut width of the laser, since most of these tabbed box maker generators are designed for a laser to follow the generated line, not a CNC machine to cut one side or the other.
EDIT: Re-read it and saw that you are starting with a 3D model, so my comment above probably doesn’t apply.
Maybe you need to verify / calibrate your steps/mm?
Thanks MadHatter for the quick reply. I modelled the geometry myself so have created an STL output with the exact material thickness and the desired 0.5" box cuts, with necessary fillets to account for the tool. All tested in 3d as an inverted boolean.
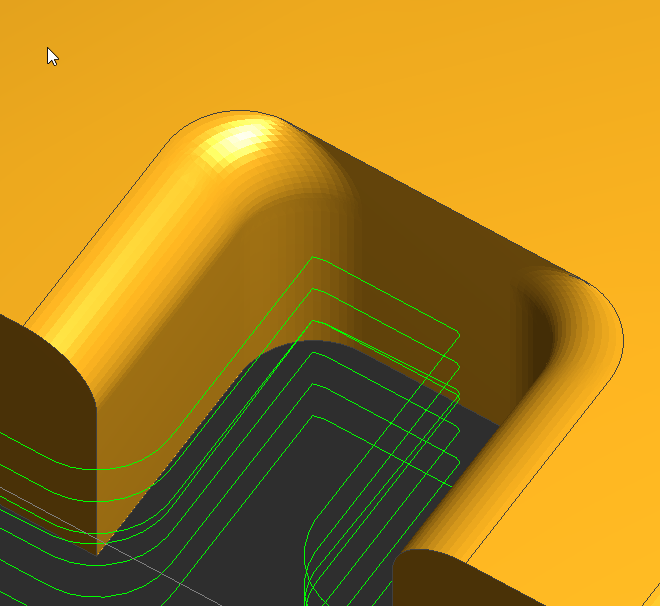
I did notice that it is specific to the 1/4" 2D Cutout pass. The other thing I am thinking is the radius I’m accounting for is 1/4" so the toolpath ends up at 90degs. It doesn’t seem to overcut in the simulation but maybe this is causing the problem. I broke my only 1/8" end mill so can’t test that until tomorrow.
Thanks for the great info WillAdams, the cove radius tool and similar v-carve approaches are an interesting technique in Carbide Create. I’m old hat at 3D so my brain goes there first and was looking for ‘perfect’ surface gluing. The 2.5D approach looks less fussy and much quicker than my approach, though it seems to generate crunchy corners where the two fillets resolve, but that probably gets hidden. So thank you for the new perspective, I’ll have to give it a try.
I will also try out the belt calibration, but that looks like a deeper dive. I hope to get my new bits in the morning so will likely get to testing the 1/8" endmill before calibrating. I’ll repost if it makes a difference.
Reporting back with two 1/8" passes Flat then Ball. It resolved the problem, so my only guess is something to do with MeshCam liking a .1" radius tolerance, though for that kind of bug I think it Should undercut the fillet and nothing else. Either way, I wont be cutting fillets with a bit of the same radius anymore.
It did walk a tiny bit between end mill changes. So should I reinitialize the machine just after a change?
The overhang is due to my model being .5" but the material being .48", so I will just account for this in the model.
Any little tricks to avoid imparting displacement during bit change? My 1/8" mills get stuck pretty well so sometimes need plyers to pop them out. So maybe oil them a bit? Or could it be belt tension/calibration?
That Tailmaker site and Fingermaker look like alot of fun, thanks for the link.
The collets shouldn’t get stuck, and it should be easy to change tooling w/o disturbing the machine — contact us at support@carbide3d.com if you are having difficulties w/ a Carbide Compact Router and its precision collet set.