I plan to mill a few materials which produce very health hazardous dust including mother of pearl, abalone and bone. All stock would be relatively small, under 50 mm X and Y, and only about 1.5 mm thick.
I was thinking of making an acrylic open-top, low-walled box such that my stock would be covered in water, perhaps with a couple drops of soap, to a depth of a few milimeters. The largest bit I’d be using would be probably about 1.0 mm flat. I think the flute length on the intended bits is small enough that the flutes would be submirged during cutting, I’m not sure if entry and exit of the bit would pose an issue of whirring water around. What else could go wrong?
I also thought of using a deep enough bath and low enough retract height that the bit would remain underwater for the duration. This begs the question of whether the spindle has to travel outside to work area, assuming the zero is within the work, whereupon it would collide with the box walls. I suspect this may happen, at the very least, on tool changes? (Awaiting my Nomad, pardon my ignorance on this aspect.)
There is a setting “Safety/retract” height which can be used to clear such constructs.
One concern is it will also markedly slow down cutting if there are more than just a couple of pockets to clear.
The alternative would be to edit the G-Code pre-amble and post-amble to manually insert a move to a safe height at the beginning of the work if need be, and at the end to clear the container.
@WillAdams Thanks! The “Safety/retract” height parameter, that must be in CM? I don’t see it in CC. So the machine would use the retract height set in CC for the programmed tool paths but override with the Safety/retract height during its other business such as determining tool length? If so, cool.
There are no pockets, most of this would be contour cutting. Out of curiosity, why slower? Ase you suggesting I should use slower rates if doing this? Accumulation of material making a slurry? Otherwise feasible?
My Nomad arrives Thursday, sooner than advertised. I’m not sure if this means I’ll be pestering folks here less or more!
This has been done - some have repurposed tupperware to do so. You might see some splash, but that’s not really that big a deal, a number of people (myself included) have used lubricant in that enclosure with no ill effects. @WillAdams catches the safety height well, and there are similar things in all the CAM tools for setting keep-out and keep-away areas specifically for fixtures like this.
You refer to what’s labeled as “Retract Height” in CC? I don’t see “Safety/retract height” so I assumed it must be an additional parameter in CM. I’ll take it that this is the only place to automatically adjust the retract height. But I can make exceptions by editing gcode.
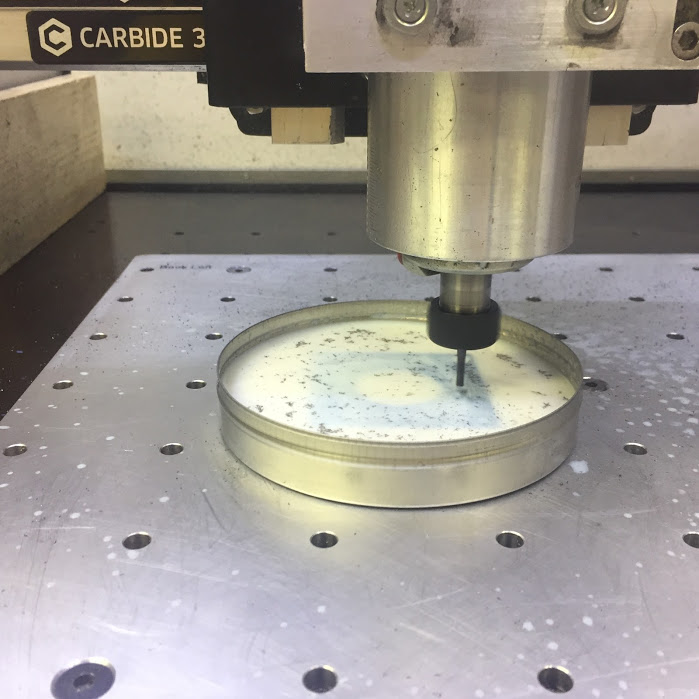
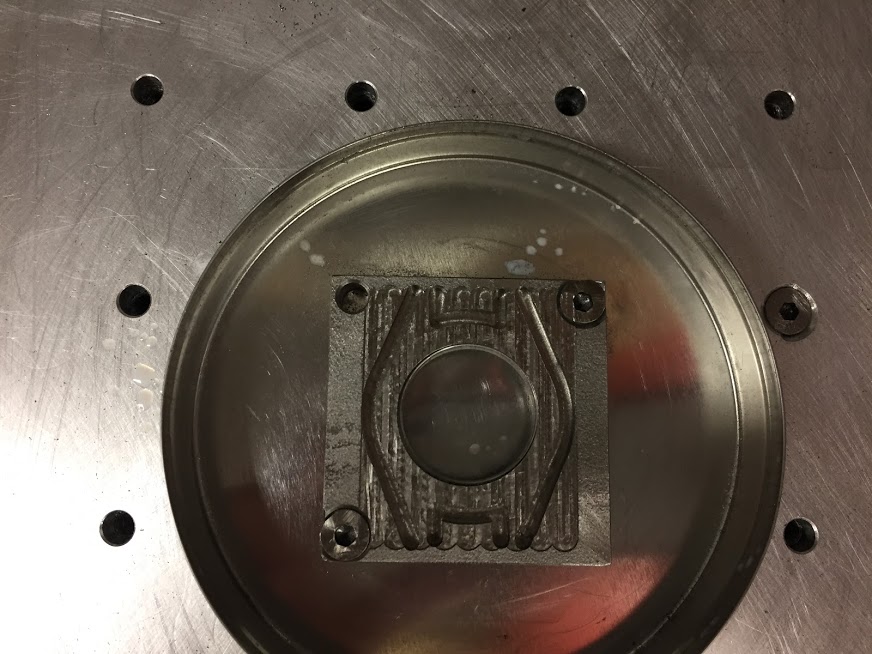
Photo With and without coolant. (So you can see how I attached my part/container to in my setup. PS No sealant/gasket material was used (because everything was flat and sealed without the need of a seal)).
Note:
The helix of the cutter acts as an Archimedes pump and will pull (lift) the coolant (water) up the cutter and out of the container, so the sides of the container need to be at least that high. (I used a short ring of masking tape to raise the height of my container (not shown).
Also make sure your retract is high enough to clear the container.
Otherwise, it worked awesome. PS Credit for this idea comes from @ApolloCrowe
.
Thanks @RichCournoyer. Since I’m doing mostly one profile, with maybe a couple pocket-profiles, setting the retract height high shouldn’t slow me down much. I like the idea of a splash wall with some tape.