Im running a Trico Microdrop with 50/50 ethanol. Quite a bit of air is supplied by the router fan, nozzle is for spot clearing.
My single nozzle setup is not optimal for deep work because its only effective on one side. Need to hookup the secondary.
Im running a Trico Microdrop with 50/50 ethanol. Quite a bit of air is supplied by the router fan, nozzle is for spot clearing.
My single nozzle setup is not optimal for deep work because its only effective on one side. Need to hookup the secondary.
More stub 3/8s testing, this time a 3/8s plate. Set of four custom AEM bezels cut. Only needed one but decided to try threadmilling and increase chances of success.
Cut time - 1.2 hours
Same adaptive 30k/200/0.100 recipe. Also went 200ipm on the finish contours, plus 3 flute finish ball at 200 on the radii.
Next up. Single flute, decreasing feed speed and increasing chipload and depth of cut.
Got some time in the shop today to start to test the cutters. I have machine #77 upgraded to an XL. Pretty much stock with the dewalt router. Below is just a baseline so far and I apologize I am writing this on my phone.
On the single flute .25” bit easily got up to 150 in/min but was getting chatter. I may have gone up too quick and may try again with adjusting the router speed more. Only put it into .020 depth of cut and found that with other trials that is safe with the stock z axis. I may try to go deeper tomorrow still.
With the .125 single flute bit I was taking .010” depth starting at 38 in/min went up to about 60 in/min and increased the router speed to address chatter worked ok but still had more then I would like. I did a final pass around the outside clearing .005 from the side at .25” deep.
Using V carve so no adaptive cutting yet but I have a buddy who needs a motorcycle part and if he gets me the information soon I will do the tool paths with fusion 360.
I tested the 1/8" ZrN single flute endmill last night and ran into some strange issues with it. It cut very poorly on the bottom of my part and the sides were rough too. I believe I was pushing the endmill too hard and started getting chip welding. However, I never had any chatter. My adaptive milling settings were:
DOC = 3mm (0.118in)
Optimal load = 19%
CPT = 0.03mm (0.0012in)
RPM = 28,000
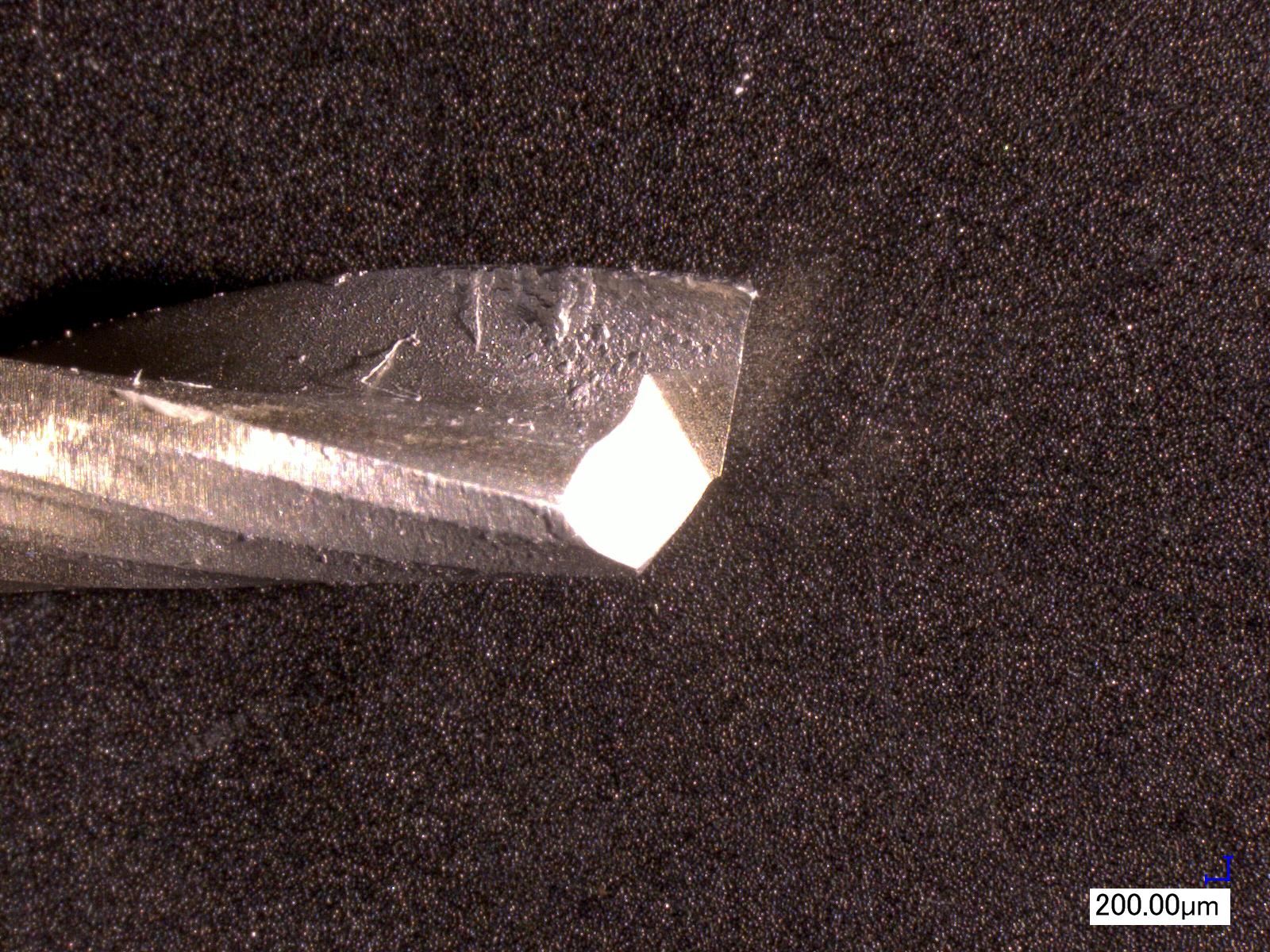
The curious observation I noticed was a dulling of the edge of my endmill. The shiny goldish-color of the ZrN was turning silverish-aluminum colored. I also noticed that the cutting edge of the endmill would have a chip stuck to it after some tests. I was curious since I haven’t seen this in my standard 2-flute ZrN endmill I use so I took some pictures (shown below).
This first picture is of the bottom of the endmill. It is held at a perpendicular angle so you can notice that the bottom cutting edge is not 90 degrees from the endmill, which means it does not have a square bottom. I didn’t realize single flutes are made in this geometry and I would guess that would put a fairly high stress concentration in that tip instead of spreading it across the entire bottom of the endmill. There is a reason for this, I just don’t know it. You can also notice that the endmill is coated in aluminum, which is causing the discoloration.
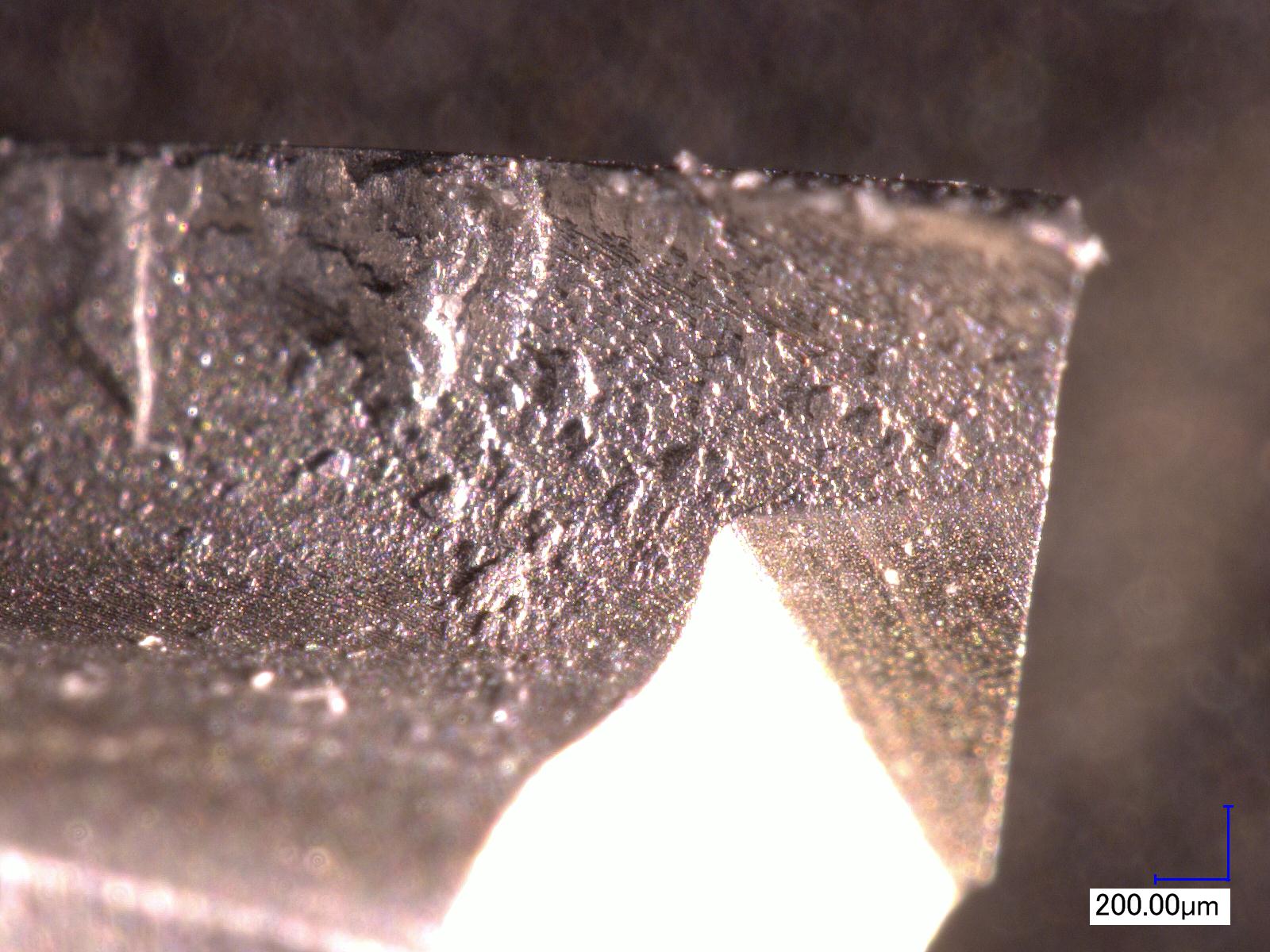
A closer view of the material stuck onto the endmill
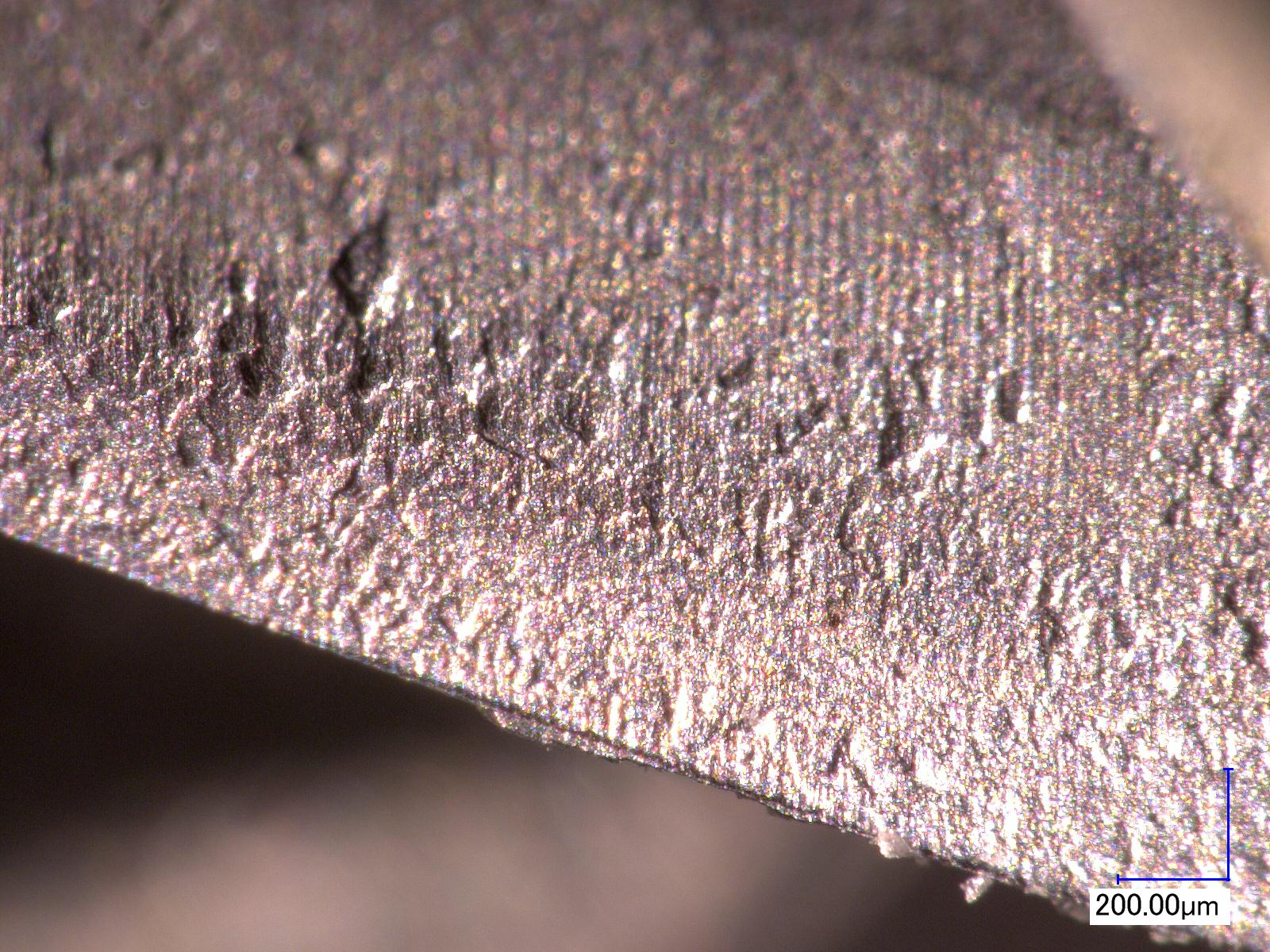
For reference, here is a picture of the flute that never saw aluminum and a picture of the cutting edge if you are curious.
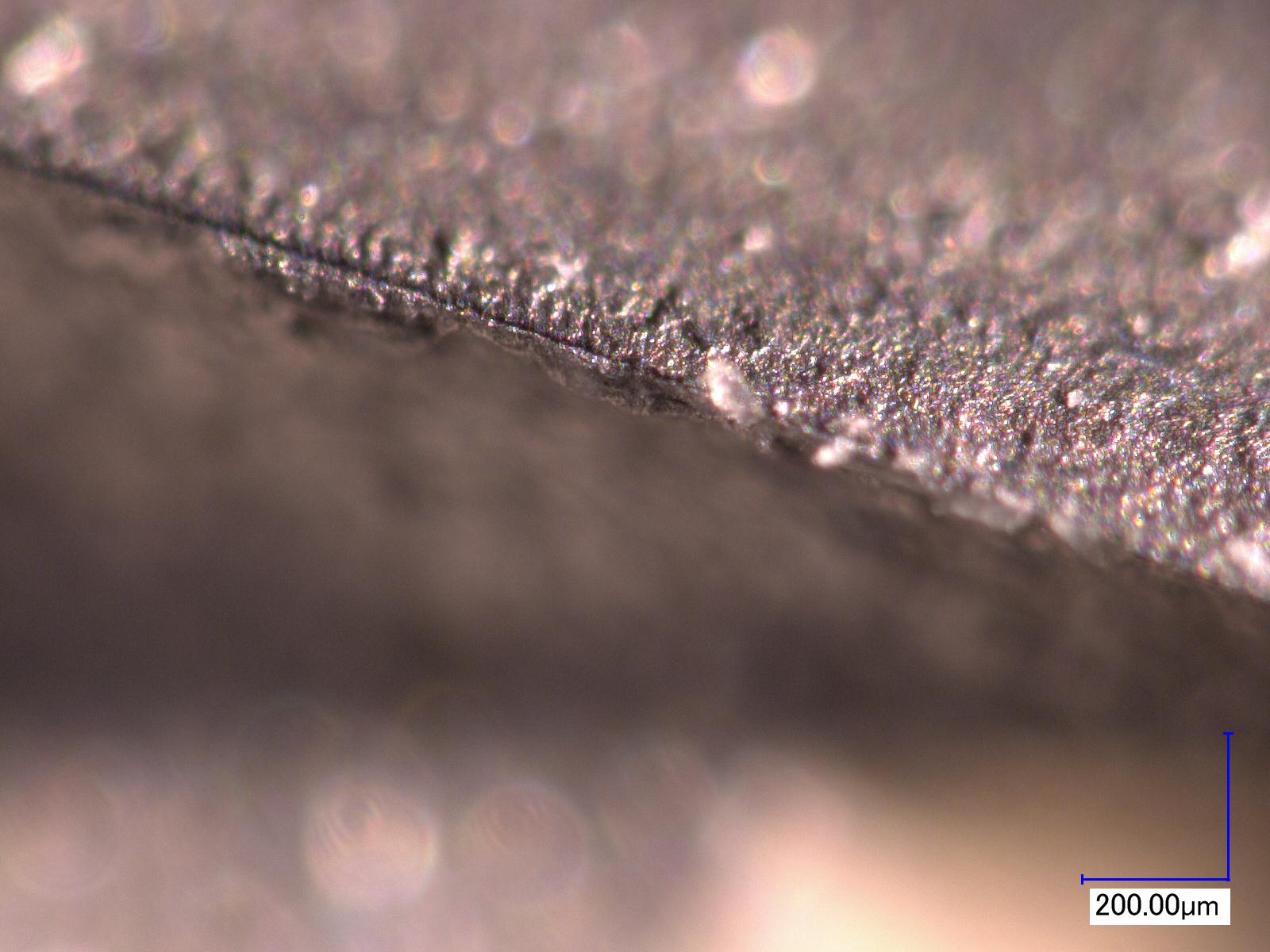
Here is a picture of the backside of the cutting edge and then below that is a picture of the bottom cutting edge that saw aluminum. Notice that the edge is not as sharp anymore since there is aluminum welded to it now.
I found a set of parameters you shouldn’t use. I’ll do more testing this weekend and see what works.
If anyone wants to see what actual work the cutter is performing.
Heavy adaptive 200ipm stubbs
Stock left, pretty impressive with finish straight off adaptive
Rooster tail 
100% roughed and morph finished with stubby 3 flute. It cut brass and a teeny bit of hardened steel and kept pushing no issues. Coating is wearing off but no difference in performance, about to load in a 3x10x1.5 block to mow down on.
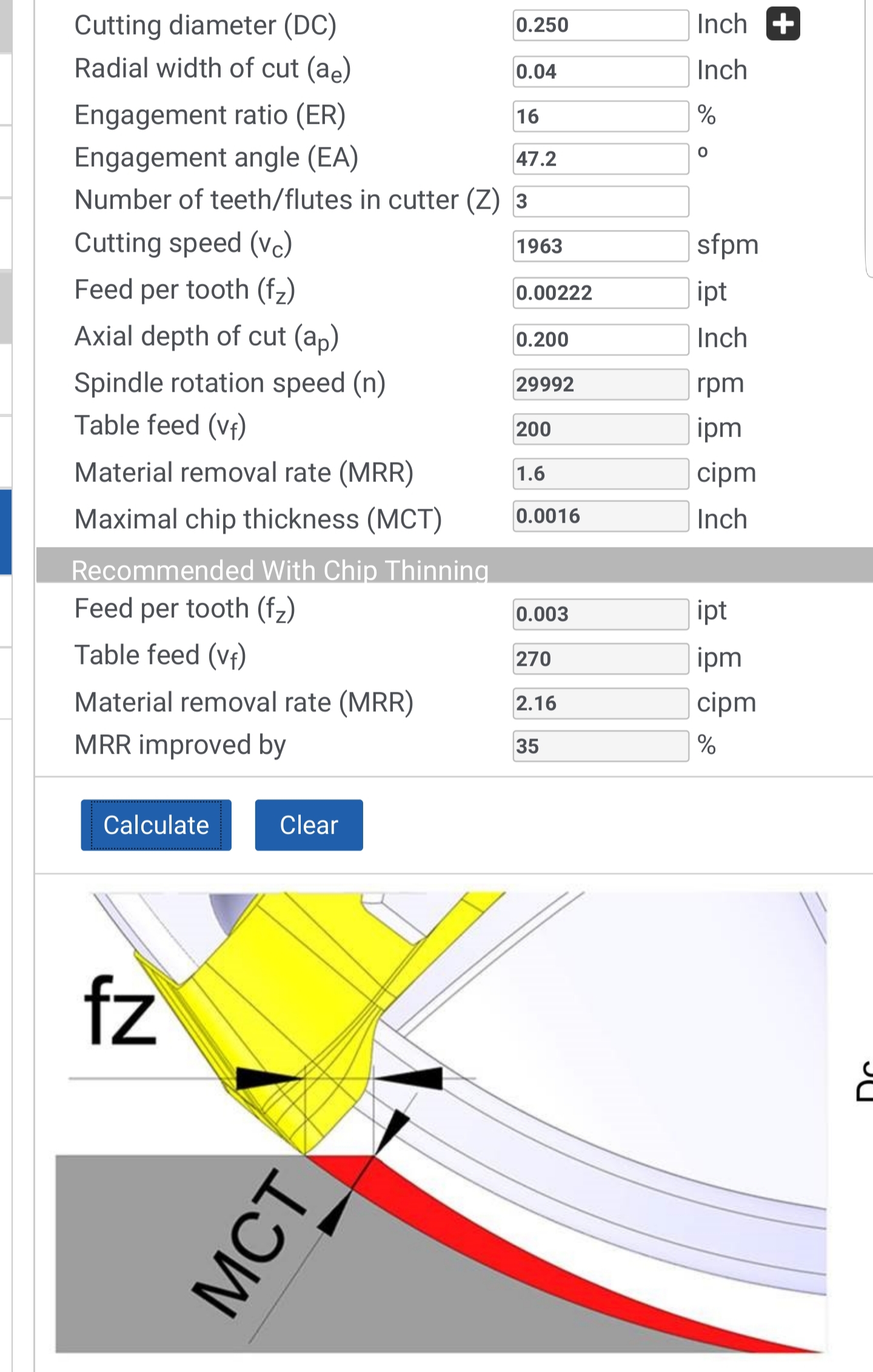
Double doc day
0.200 doc
200ipm
1.6cipm!! Approching max Makita Tq limits
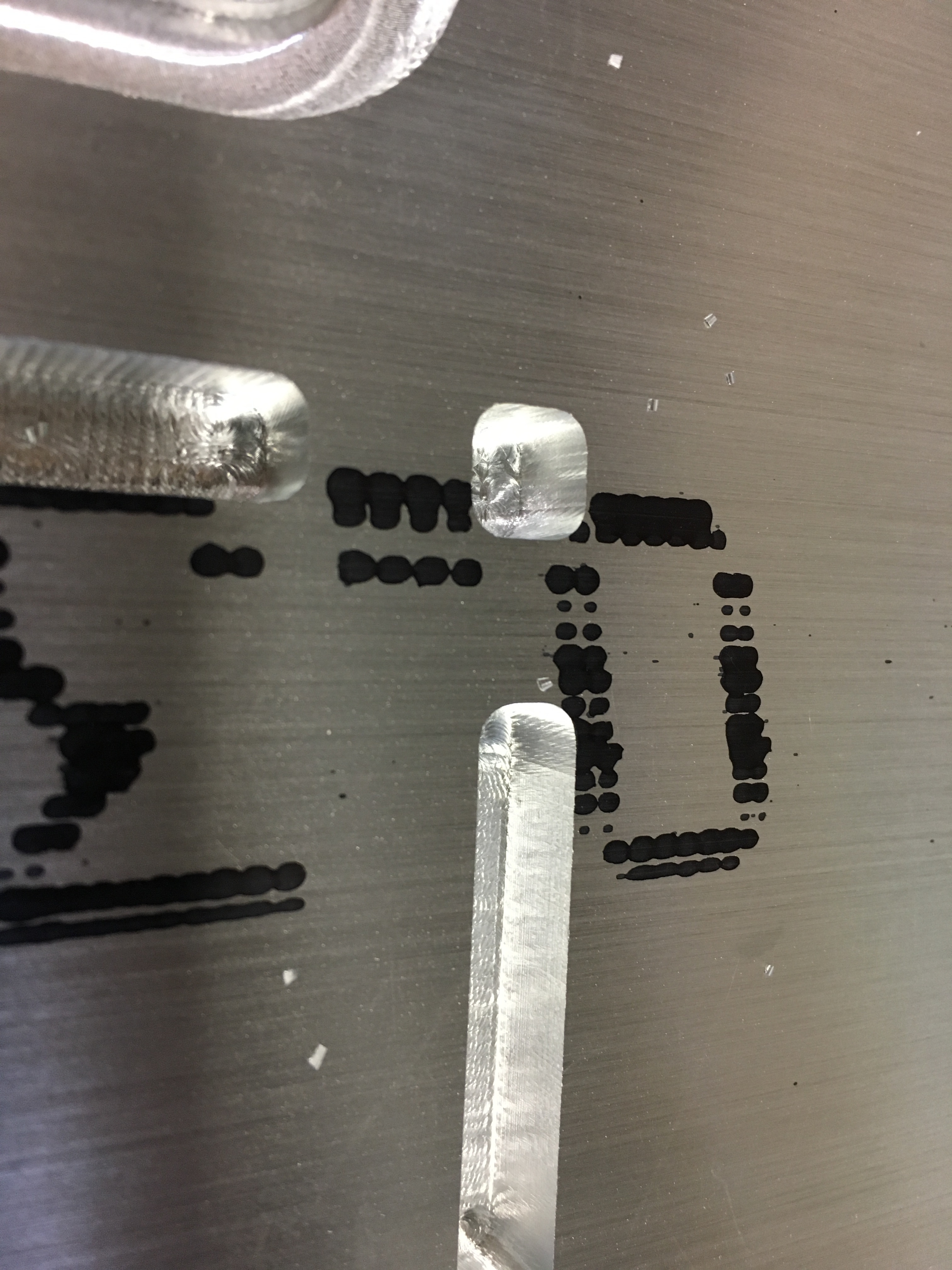
Used the adaptive clearing with the 1/8" bit with some great success. Only 0.03" DOC and 39 in/min but making some cool chips for a little cutter. The bottom right in the picture is the last test with latest settings running the dewalt on 3. I go by sound for the cuts and will try to load a video if i can. I want to try again but i need to work out some of the issues with cutting the rest of the part out and have some wood orders in the back log.
Tried to dive in at .030" on the single flute bit but it was a disaster as you can see from the picture. Backed it down to 0.010" and it went ok after that but lots of chatter. I think that i may use the adaptive clearing jut to remove all the material around it to avoid this. The part is just a test piece i drew up quick that i can fit my 6" quick grip clamps on for hold things at 90.
Bryan
The sound change is me adjusting the RPMs.
FYI- for those who’d like to try these, I put an order in for A LOT (to me) of each cutter. We should have them in the store in about 2-3 weeks.
You’ll sell a bunch! Great mills!
eager to order a few to try
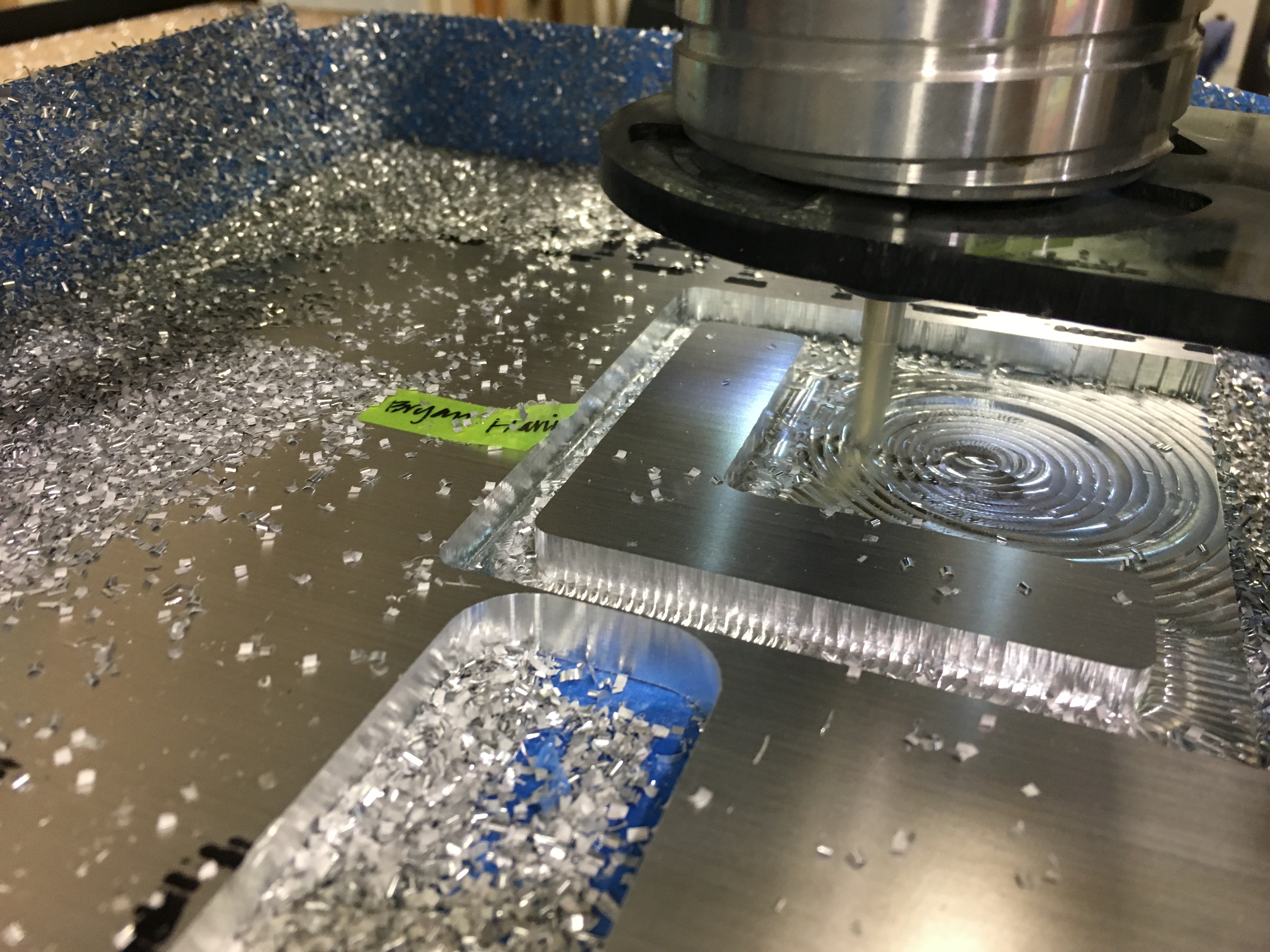
Made a big mess last night and it was awesome. I was just trying to test out how fast I could go with the .25" single flute cutter. After 0.050 I think my deflection starts to become a problem. That being said i was moving at 100+ in/min at 0.050" by the end of it. Finishing pass was .16" DOC at .020 cut and i had some chatter so i would like to figure that out because the adaptive clearing looked about as good as the finish pass. I probably could have gone faster but ran out of time before having to move to a birthday gift that had to get finish on it last night.
Started here at .050" DOC at around 60 in/min.
Interesting 0.250 single flute cuts
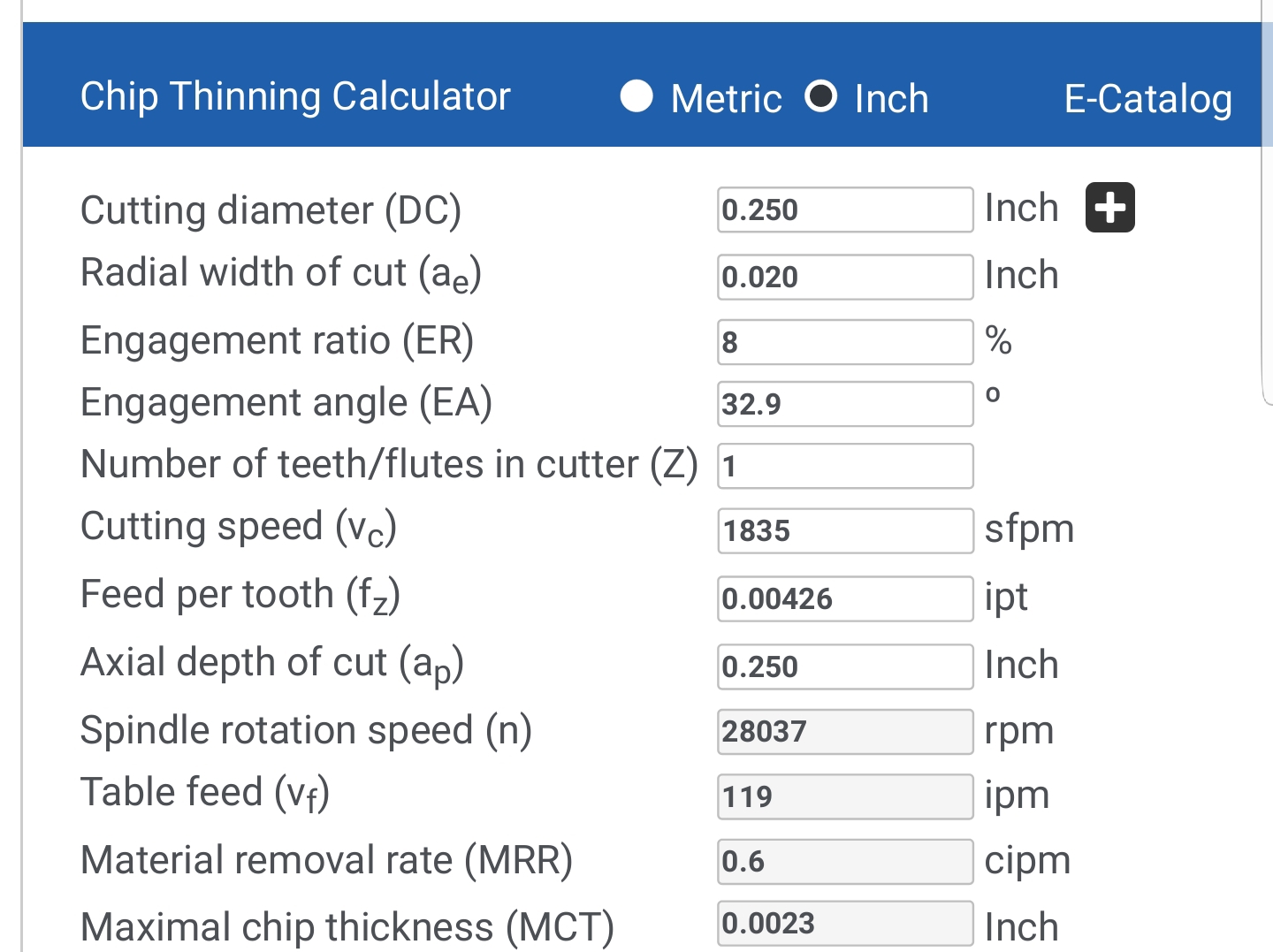
While pushing this cutter deeper I noticed that my sweet spot was 28krpm. Adjusting a few hundred rpm up or down resulted in chatter and resonance. MRR was pretty decent but I maxed out feed override at 200%, could have probably taken a little more but this was a very reliable, easy chip clearing cut.
Smaller radial DOC makes for a nice, sock friendly, soft chip. Nice wall finish even on the rough, floor finish is standard SF stuff. Gotta get a little sleep then I’ll run the finish passes
I think you just put confetti down on the bed and called it good 
Slow n steady
If anybody cares at this point…
This little pile is about 10% of the chips I’ve cut with the ZrN 0.25 single flute. All cut with zero lube.
I’ve also crashed it on corners and plunged it to the point of stopping the router motor. It continues to cut very well plus I’ve learned a bit more about Fusion360 CAM. Especially Feed Optimization.
I care at this point! Did you prefer the single flute to the stub cutter?