Hey all, I’m still learning the software and how to use my SO3. I have a project that I’m trying to work out and my brain is being slow…
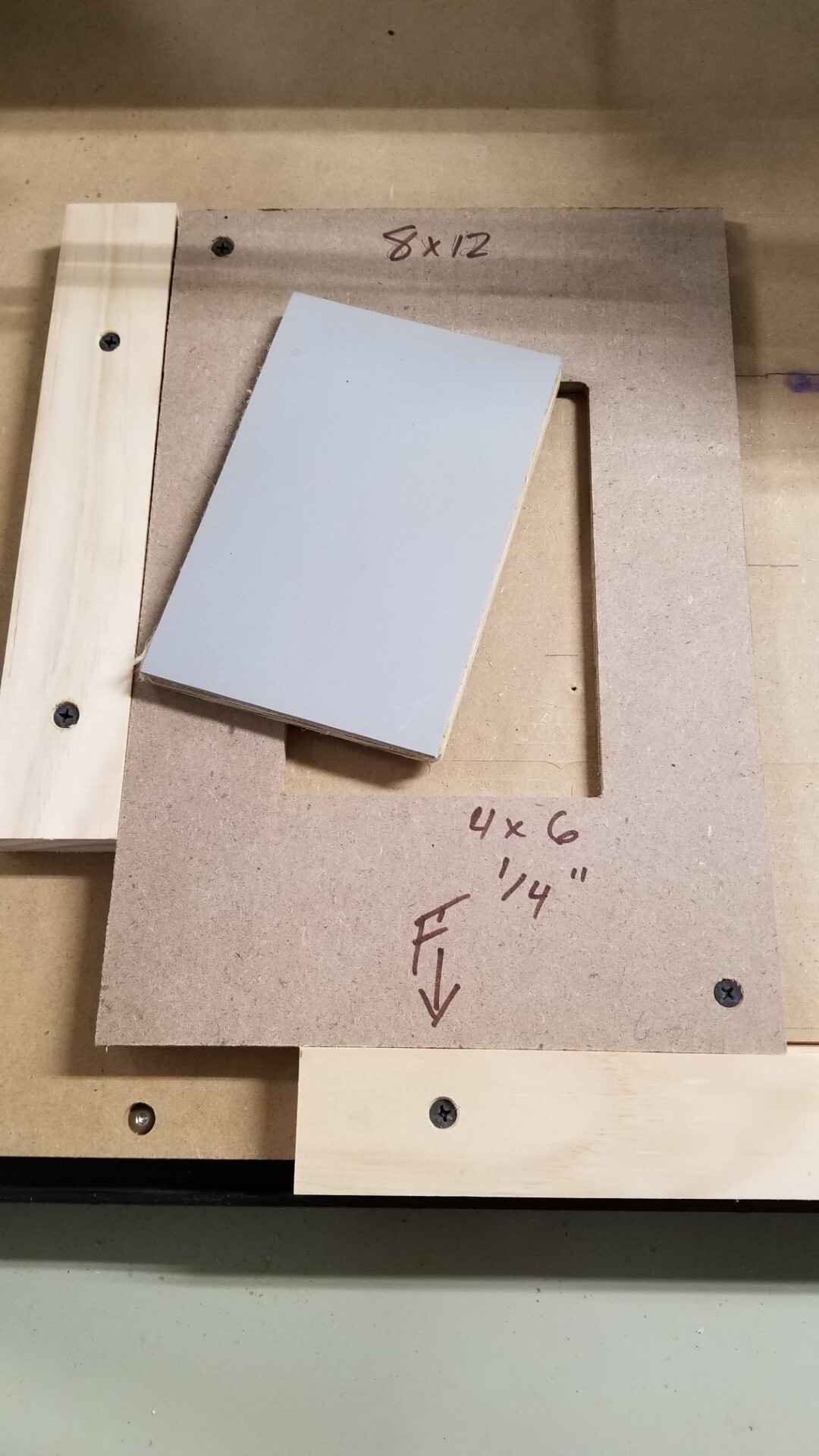
I have a series of pieces that I want to cut in sequence without having any chance of being off from one piece to the next. These will be 4x6" pieces that I will cut by placing each piece inside a jig that’s mounted to the bed of the CNC. Pretty simple cuts and maybe not even any bit changes, (although there may be.)
I just need to be able to cut each block, one after another, and have each one be in exactly the same position as the one before.
Should I write it so that each piece is cut in a separate toolpath? Will each path run separately so that I can swap out blanks between toolpaths? Is that the best way to do this?
If all pieces are identical you can just rerun a single toolpath/G-code file, each time swapping in a new blank, and having zeroed on the bottom left corner once initially.
If all pieces are different, output one G-code file (containing one toolpath) per piece, and as long as they all have the zero reference in the same place in CC (lower left corner, given your jig) and stock dimension is the same, again you will just have to swap the blank, and run the next g-code file, rinse and repeat.
When tool changes are involved, it depends whether you have a BitSetter or not. If you do, the G-code file should contain all toolpaths for one piece. If you don’t, generate one G-code file per tool used for that piece, re-zero Z manually when changing tools.
Thanks,
No, I think you covered it well. I don’t have a BitSetter.
Each cut will be different but the blanks are identical. To be clear, each is a linoleum “stamp” that will be printed in layers, creating one image. That’s why registration is critical. One image from each blank will be printed over another, giving a multi layered resulting image. (I hope that makes sense.)
From what you say, I need to run each toolpath separately. I assume there isn’t a way to keep Z-zero between toolpaths. I’ll keep X and Y but have to set Z with each, right?
I do have the earlier probe, I think it’s called the BitZero now.
The Z zero is kept by the machine between cuts, until you reset it explicitly. So if you know for a fact that the thickness is the same for all your blanks, AND you don’t change the tool, you don’t even have to re-zero Z between cuts, you could set the X/Y/Z zeroes just once initially (with the BitZero).
But as soon as you have to use two (or more) tools per piece, there will be a need to re-zero Z after each tool change (as you don’t have a BitSetter, which would automate that step for you).