This part is 9.5" long. I made it by cutting three 1/8" dowel holes in the waste board. One center and the other two 3.75" on either side (on the y axis). I cut matching holes in the stock wood then redefined the bed zero to the dowel hole closest to the door on the y axis. That let me cut this part in 4 setups.
I just made 4 MeshCam files. One for each quadrant. The dowels ensured alignment (pretty close anyway) as I rotated and flipped the part. I defined the machineable area in Meshcam to be just the quadrant that I wanted to cut with just a little overlap. I worked out pretty well. This was the first attempt.
This is similar to using a flip jig except waste board with two dowel pins is the jig and I didn’t mess with the 2-sided machining in MeshCam. It seemed easier to me to just make 4 separate setups which only take a few minutes each anyway.
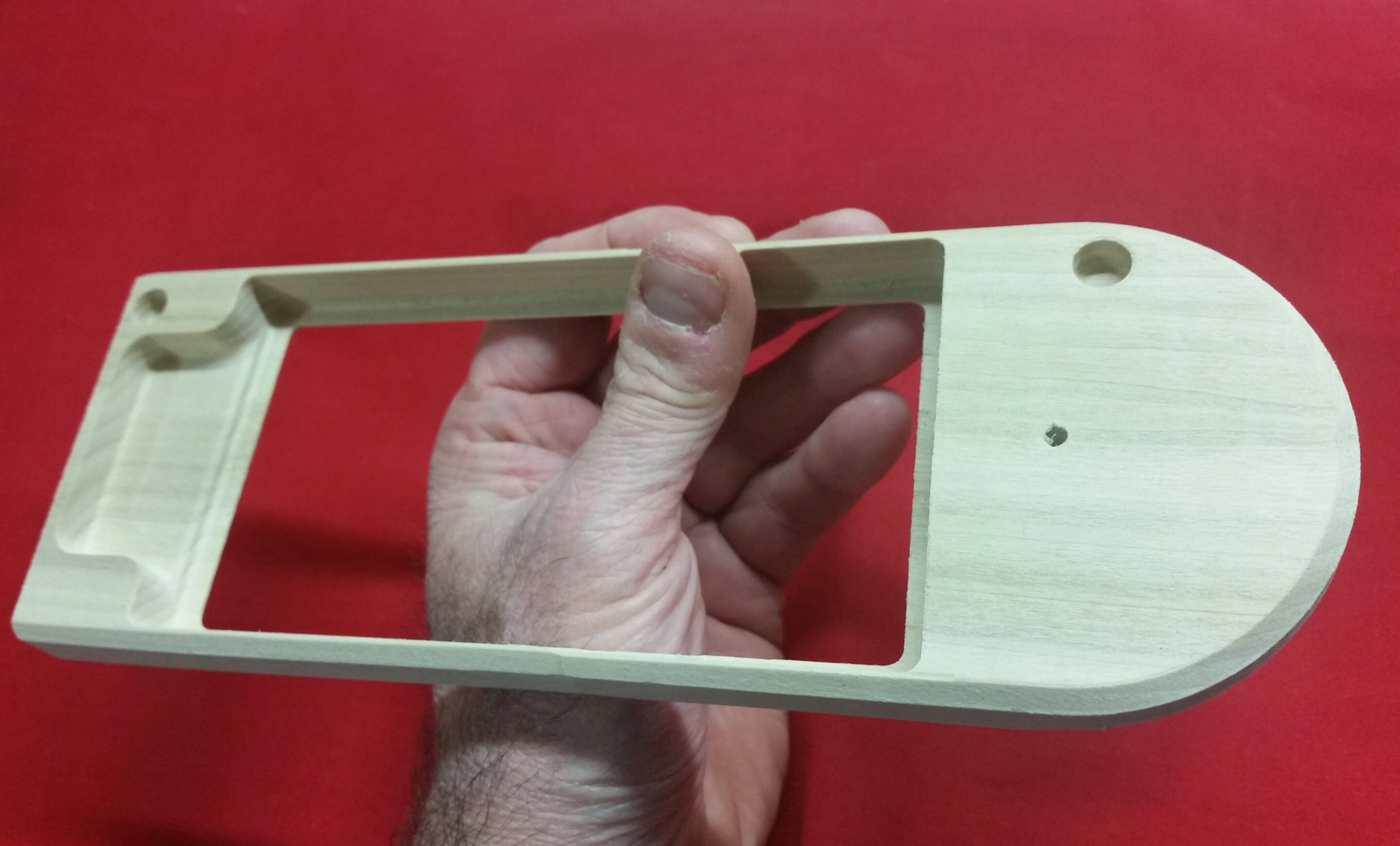
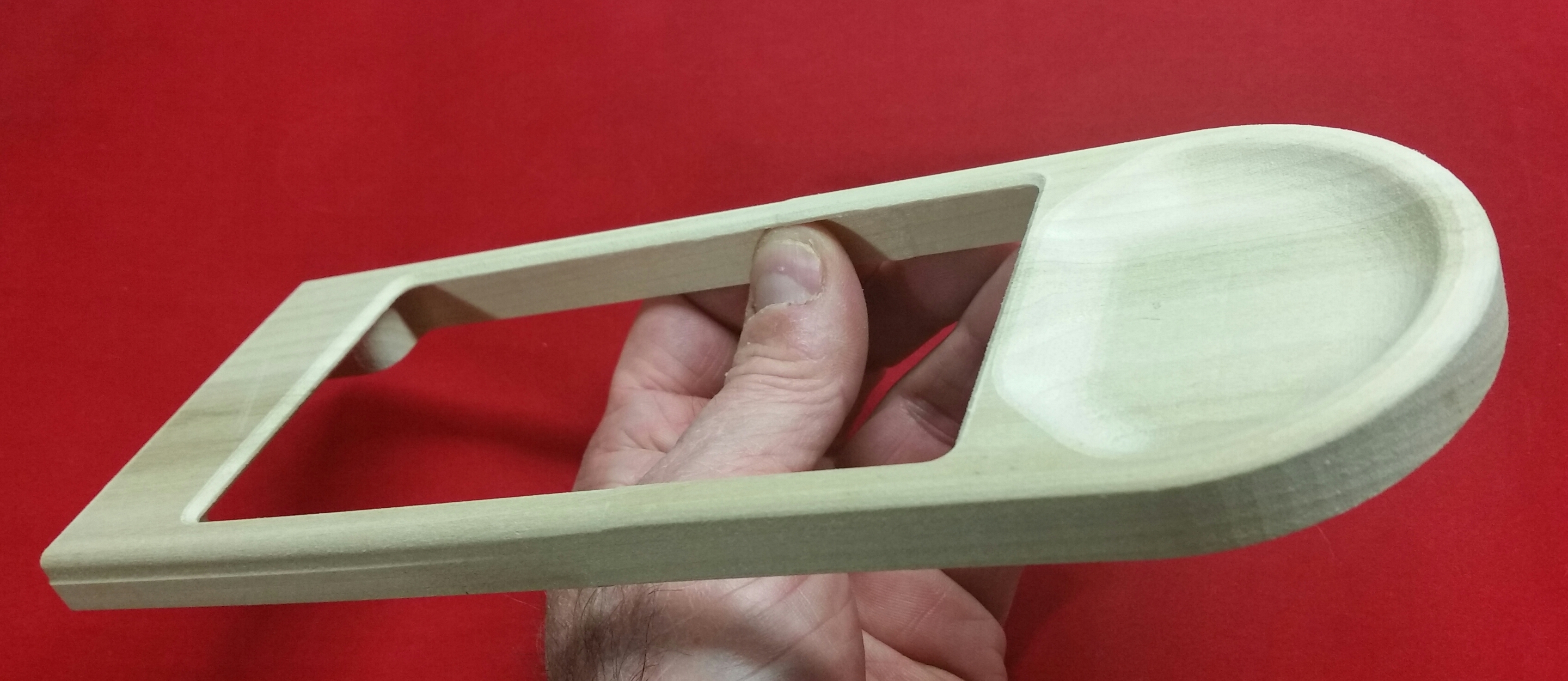
This is Poplar wood. I used the Carbide3D settings in MeshCam for “soft wood” and it came out great. I enabled arc fitting, checked “don’t machine top of stock” and disabled “use parallel path” and used climb milling.
There were some blending marks. I have my thumb over the biggest one in the picture. I’m not sure why they happened. I used the machine center for the center dowel and put the other two on the y axis.
After spending a day messing with cutting a couple of parts like this I’m convinced that CarbideMotion loses its mind from time to time. I had the cutter ram into parts several times. The machine started the cut too deep a couple of times. etc… I saw it try to touch off the tool indicator several times when it wasn’t over the tool touch off. Eventually I just made sure I turned the machine off and restarted Carbide Motion, and re-zeroed everything every time I started a new setup. I think that is reliable (not positive though).
I thought I’d share the experience. This allows you to make parts larger than 8" on the Nomad. Its quite a hassle but for the occasional time you need it, this method works pretty well.
This is a 14" long Polycarbonate part cut on the Nomad using the 3 dowel technique. Notice that you can’t even see the blend lines on this one.
You can see where this part was gouged during the rapids even though I had set the zero’s the same as other times when it worked fine. You can see one deep gouge in the center where it rammed the end mill into the part at the beginning of the cut. I turned the machine off, turned it back on and re-zeroed everything in Carbide Motion and it worked fine.
This part is hidden so I don’t mind the gouges but I’m hoping to figure out if I can avoid them before I make any expensive parts that can’t tolerate the marks.
Anyway, I’m happy to be able to build 14" long parts in the Nomad. It sorta feels like I’m getting something for nothing
I think the aluminum build plate for the Nomad should come with predrilled dowel holes and some dowel pins. Its better than using a flip jig IMO. If they made the tool touch-off plunger shorter than the top of the bed it would allow tabbing in the x direction also without sacrificing Z-height.
A picture of the wooden part setup on the Nomad. The center of the part is pinned at the center of the Nomad cutting area. The other dowels are 3" either side of that on the y-axis (I had to use 3.75" for the 14" long part) I left some tabs on the center part that eventually got cut out so I would still have the dowel hole to register the part.
I think the aluminum build plate for the Nomad should come with predrilled dowel holes and some dowel pins. Its better than using a flip jig IMO. If they made the tool touch-off plunger shorter than the top of the bed it would allow tabbing in the x direction also without sacrificing Z-height.
I agree. IMHO the Nomad should come with a sea-of-holes bed. McMaster-Carr has screw in dowels. One can make any geometry they want.
“screw in dowel”? Never heard of it. Are you talking about a shoulder bolt? I’ve never seen a shoulder bolt with no head on it though. Gotta link?
I have the sea of holes aluminum bed. I haven’t used it yet. I need to make some clamping fixtures that are easy to use to make it worth swapping over. Carpet tape is okay but I don’t like how it sticks to the bits.
You can probably find plain dowels at the hardware store. I don’t think shoulder bolts offer any advantage for this application. You can find all of these things and more on www.mcmaster.com. They have everything
Was looking for threaded plain dowels, my McMaster-fu is failing me. Threaded taper pins, yes. Internally threaded plain “pull out” pins, sure. Externally threaded? No. Closest I can come up with is a shoulder bolt with the head cut off.
I’ve never heard of externally threaded dowels. We just call that a screw. Threads are generally not used as datums for machining. They have too much play.
I’m sorry you haven’t heard of them…they are mentioned in many machining texts (I have one from 1910 that refers to them) and have been used for ages.
Threads are generally not used as datums for machining. They have too much play.
They have no more play than a screw/bolt. In sea-of-holes beds they are perfect for many machining jobs when one want to have something held in place against the dowels.
Nto every job is machining a turbine blade. They are very common in CNC wood shops.
They are also call retractable dowel pins and screw dowel pins - several vendors carry them (e.g. XZerts) - and work incredibly well.
You said you were going to post a link but never did.
Sorry, I was detained. I just posted more references and a vendor.
Suffice it to say dowels are easy to implement and offer maximum accuracy. Can we move on now?
With a sea-of-holes - which is what I mentioned - they make perfect sense. Drilling into ones bed is certainly possible for dowel placement. I don’t know how many people want to do that. S’OK in the Nomad since the bed is replaceable. I’m not drilling into the tool steel bed of a high end mill or CNC machine! A tool plate makes sense then… drill a custom or sea-of-holes… depends on the job.
It really depends on what one is machining and how they are performing their job.