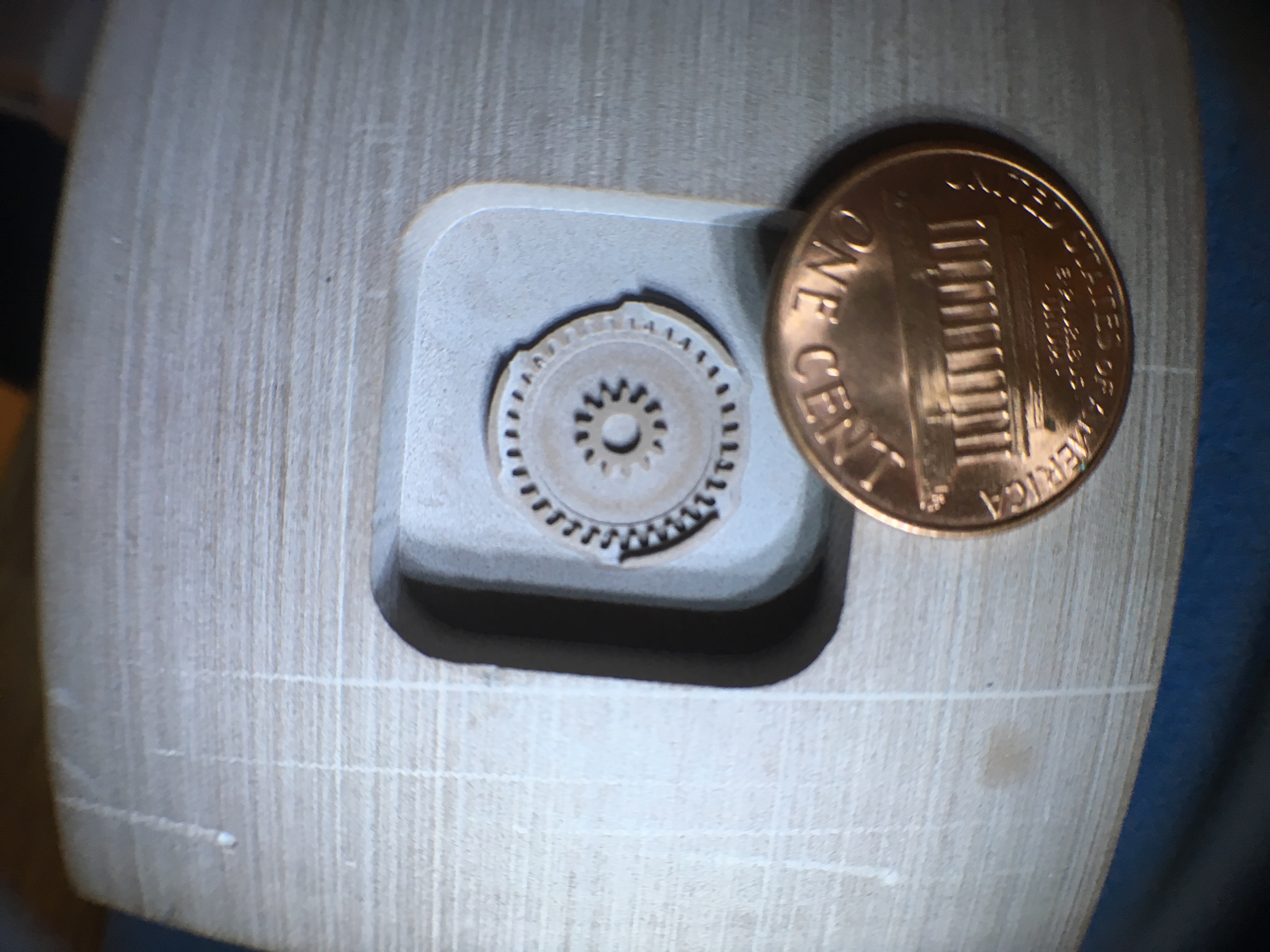
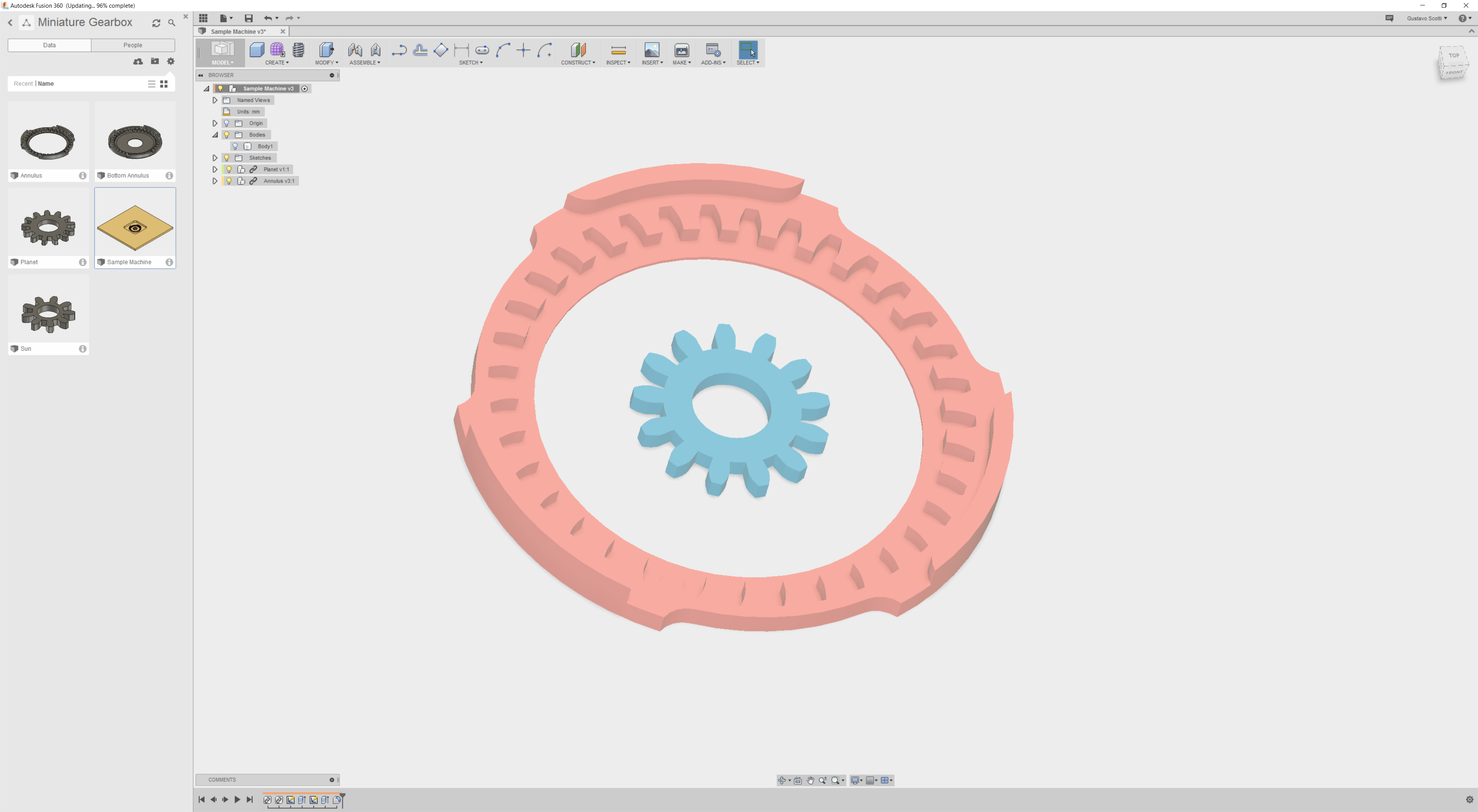
These are my first attempts to machine very small and precise parts for resin cast.
Material is Renshape 460. Inspired by lcamtuf and CNC Guerilla Guide.
Cutting Area: 8” (X and Y), 3” (Z)
Weight: 65 Lbs
Spindle Speed: 2000-10,000 RPM
Spindle Power: 50 Watts
Power: 110/220V, 2 Amps
Operating Systems: Windows 7,8.1, 10, OS X 10.9, 10.10, 10.11
I do know the spindle can go a bit lower than 2K RPM - that it is not suitable for milling. We use that for mechanical, rotating edge finders. I wonder how well the RPMs are controller above 10K - if things really go up that far. I’ve seen others say the same thing - 12K RPM - so I will investigate further.
Mark, at 12K RPM, you run at about 43.77% of efficiency to the motor. The efficiency torque curve asymptote is exactly at 10k RPM, for 61.58% of efficency, in other words, at 12K, spindle is powered at 17.75W approx. For this type of job, the energy required to cut this material is very, very low.
BTW: I got this information from a test report to the motor used in Nomad - sent by Nomad support staff.
Then we need to get C3D to update their WEB page - it says 10K RPM is the top! If 12K RPM is really the upper bound of the spindle, we need to know that.
Yes, I understand spindle performance and torque curves… but 12K RPM as top is news to me.
Can you please post the report here?
If I can get ahold of it I can code G-Wizard with the real performance/efficiency curve. That will help a lot of people obtain great feeds and speeds solutions?
When running 12K RPM, my cheapo tachometer measured 10207.
When running 2K RPM, it reads 1911.
When running 5K RPM, it reads 5011
It kind of oscillates, but I assume this is part of the brushless algorithm to maintain speed.