I’ll dig out a drawing are maybe find it and take a picture tonight.
I was using an o-ring, which did help but it wasn’t strong enough to handle a drilling op I needed. The drag engraving was ok but it never really work as well as advertised.
I’ll dig out a drawing are maybe find it and take a picture tonight.
I was using an o-ring, which did help but it wasn’t strong enough to handle a drilling op I needed. The drag engraving was ok but it never really work as well as advertised.
For zeroing on the Nomad, I always use the centre of the bed. The machine knows how to get there and it doesn’t involve any confusion as to what part of the endmill (its edge, its centre) is supposed to be on the vertex of a corner.
If you design your jig and engraving job with the home position in the centre, and then mill your jig after centering the Nomad using Carbide Motion, and then always run your job after doing the same centering, you should (well, I don’t) have any issue with positioning and you’ll never have to worry during setup about X or Y, only Z…
Now… if only Carbide Create would remember the default home position in the same way it remembers the stock dimensions (hint… for the 3rd time … hint hint)
A couple thoughts:
Inserting and removing the fixture plate will shift things unless you have provision for precisely locating it.
Options I most use include dowel pins or machining shallow pockets into the mounting plate for the fixture. The nomad locates quite repeatably.
For multiples, I machine the fixture in the machine that will do the job, and space using the machine’s “natural” coordinate system. Then, use the same coordinate system for machining the work. If this means, for a 16 location fixture, you have 16 parts in a single gcode file, or 16 gcode files with one part each, the locations will match the fixture.
For the parts you are doing, I might go with 50mm on center spacing, at (25,25,), (25,75,), (25,125,), (25,175,), (75,25,)… millimeters for the centers, relative to machine (0,0,) [z coordinate is whatever is needed]. Mount the fixture plate with two dowel pins to locate it, machine the pockets, remove the plate and do any finish work needed for workholding, then remount. You should be able to pick the locations back up within 0.02mm.
For the dowel pins, I use 3mm pins, but you could use 6mm pins and grab the factory locations for the flip jig. Somewhere, there is a dimensioned drawing of the factory bedplate with the hole locations.
Well I used the machine bed’s screw holes to locate my fixture plate. That doesn’t seem to cut it though. I’ve taped the holes in the plate so the screws have a positive hold on both the plate and the machine bed. I had to drill them on a drill press of course so it’s not as exact but I used transfer screws to locate the hole and they seem good to with in .5mm which is as small as I can measure with my calipers. They go smaller but I’m not great at using it.
How about this: two plates drilled for locating pins on the CNC one on top of the other to make a matched set. Maybe held together with super glue. Then the top plate gets milled out to make the holding (what kind I’m still working on) while still in place.
Then the base plate would need to come off if I needed to use something else. Yeah, I’m not clear on how that would work.
I have taken to using the “SW” corner to zero machine. But I like the idea of the centering in the middle which should reduce my accumulated error in half. Maybe the other .75mm can come out with better system for locating the plate.
That might be a bit much (the superglue, I mean). The machine is more than precise enough to do the same holes twice in two parts.
But easiest still might be look to the positions of the 6mm dowel pin holes for the flip jig and vise, and just match them. Run a trial in a chunk of MDF to insure the fit, then do the fitture. Drilling is a bit much at that size, but you can pocket them with a small tool. If you have a way to PRECISELY locate and drill to an spoted location, you could spot them in the Nomad, then drill and ream on another machine. A drilled hole might be good enough, if you are +/-0.75mm, but a hole bored on the Nomad will be within 0.02 or 0.03mm in position and size.
But I’m not that precise.
Not sure where a flip jig came from. In talking about a 8x8 pallet I can repeatable install on the nomad.
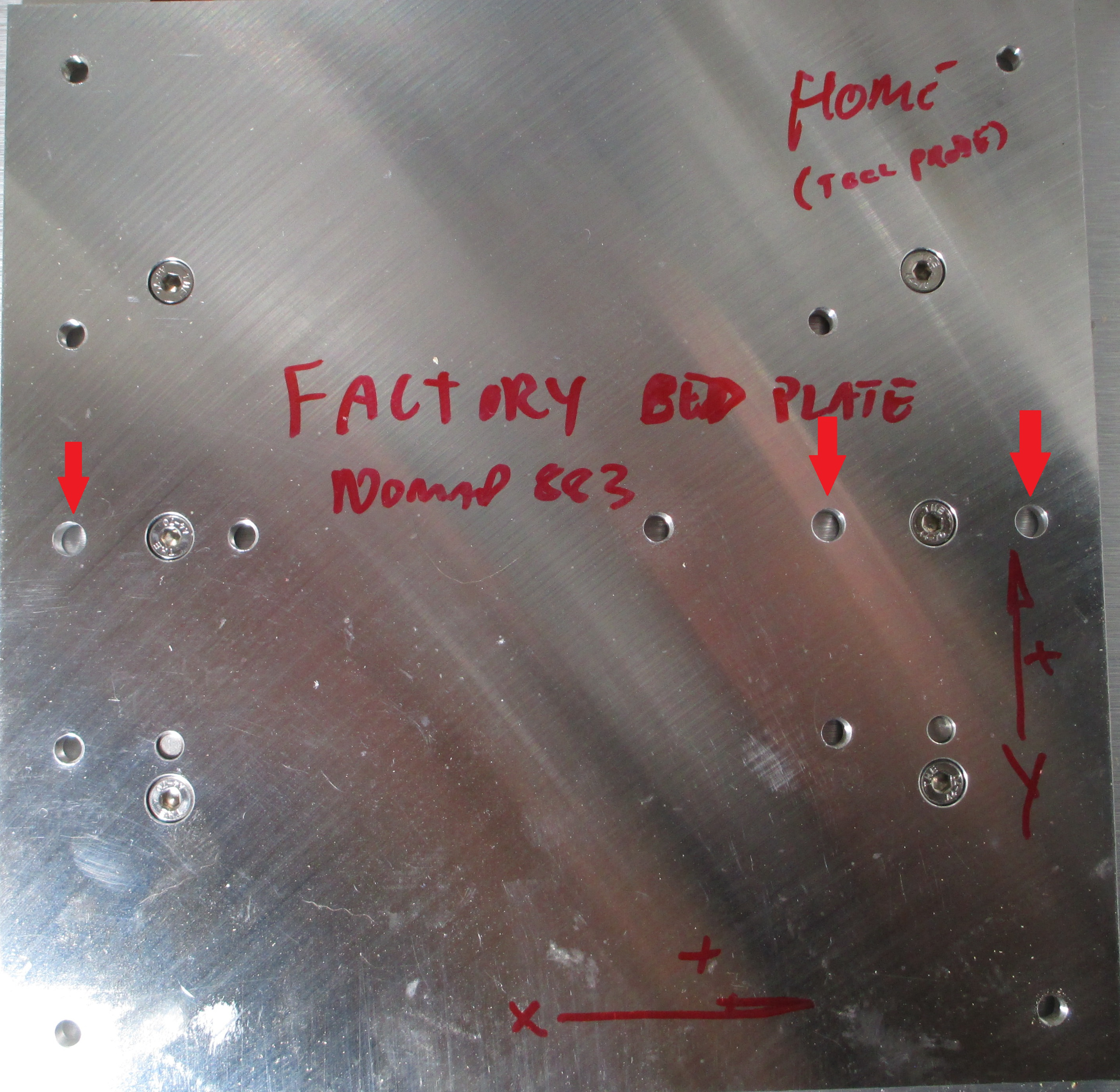
flip-jig is a C3D accessory for the Nomad. I’m not saying there is any reason for you to use it, but there are alignment features (6mm holes for dowel pins) on the y-axis centerline (the holes have the same y coordinate) at each side of the factory bed. They are there to provide repeatability. They are at the programmed y center for use with aligning jigs for two sided work, but can be used to align anything you make to match them. Take a look at the aluminum bed plate and you will see them (there are three, I believe, shared by the flip jig and the C3D low vise.)
Match two dowel holes in your 200mmX200mm pallet to these and it can be aligned perfectly every time. Four M6 screws at the corners to hold it down.
[Another option that preserves z is to remove the factory bed, drill your pallet for six mounting screws and the two alignment pins to mount directly to the y slides, but that would put screws in the work area for what you are doing, and you don’t need the z clearance.]
You don’t need to be. The machine is. And using hte machine precision is much easier than doing it yourself.
Many people, including me, have used the nomad to do jobs with multiple setups and positions with feature alignment within 0.02 to 0.03mm. I have no problem boring holes in a part for dowel pins and boring matching holes in the machine bed to locate it when flipped. Or pocketing the bed to precisely locate a part when rotated 90 degrees. Or, for that matter, boring and tapping holes for a small sine plate to fixture work at odd angles. It’s a machine. Though my preference when I can is to hack up MDF rather than aluminum, I have about a dozen extra holes in the factory aluminum bed plate.
The original bed plate:
You could also create your own plate like Winston did in his knife videos.
Sorry, actual relevant part here:
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.