IMO, at least with wood, its more about the Shapeoko’s force and power limitations than cutter chip-loads (which were seemingly developed for much more capable machines and/or advertising purposes.) For yellow poplar and hard maple chip-loads of 0.0004 - 0.005 in/tooth have worked well for me with both 1/8” and 1/4” 2 flute carbide endmills. Since reducing chip-loads reduces both force and power requirements (and/or enables greater cutting depths to extend tool life), minimizing it seems like the best approach. For wood, 0.001” is probably a good goal for good quality sharp endmills.
Speeds and feeds calculators like GWizard are useful for calculations. But, unfortunately, the accuracy of their performance predictions is often severely limited by the accuracy of their estimation of the net unit power required for the cutter and workpiece. Net unit power is the amount of cutting power (HP or Watts) required to achieve a given material removal rate (MMR) in the workpiece with the cutter. Cutting power for the Shapeoko “1.25 HP” routers is likely limited to 400 – 500 Watts. MMR (in3/min) is depth of cut [DOC] (in) times width of cut [WOC] (in) times feed rate (in/min). Shapeoko3 feed rates are limited to 200 in/min. Cutting power is proportional to cutter speed (RPM) and cutter torque (in-lbf). Cutting force (lbf) is cutter torque (in-lbf) divided by cutter radius (in). Shapeoko3 X-axis cutting forces are limited to 20 lbf. So, Shapeoko performance is limited by it’s 20 lbf force limit and it’s 400 – 500 Watt router power limit.
My measurements suggest that the latest version of GWizard (v4.72) can be useful to help evaluate/optimize performance for some materials by forcing/locking its speed and feed and then adjusting parameters and augmenting its calculations as shown below. (Too bad it doesn’t display and/or allow setting/locking force! -BW?).
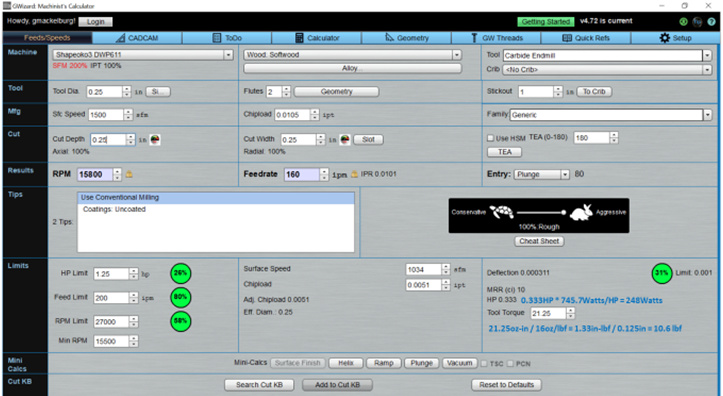
GWizard accurately predicted 10.6 lbf cutting force, 0.333 HP (248 Watts) power, 0.0051 Inch per Tooth (IPT) chip-load, and a 10 in3/min Material Removal Rate (MRR) for one of my test cuts in poplar. The net unit power for yellow poplar (540 Janka Hardness) is apparently approximately 248Watts / 10 in3/min = 25Watts / in3/min. Although that version of GWizard uses this only for softwood, my measurements suggest that it’s also more appropriate for MDF than the 40 Watts / in3/min it uses for MDF, plywood, and soft plastics. GWizard uses 74.5 Watts / in3/min for hardwood, hard plastic, and wax. Based on my router cutting power analyses, 74.5 Watts / in3/min seems about right for Baltic birch (birch is 1470 Janka hardness), but too high for Santos mahogany (2200 Janka hardness) and sugar maple (1450 Janka hardness). It uses 159 Watts / in3/min for all types and alloys of aluminum. GWizard doesn’t indicate which type/alloy it uses (BW?) but that’s consistent with what several other calculators commonly use for 6061 T6.
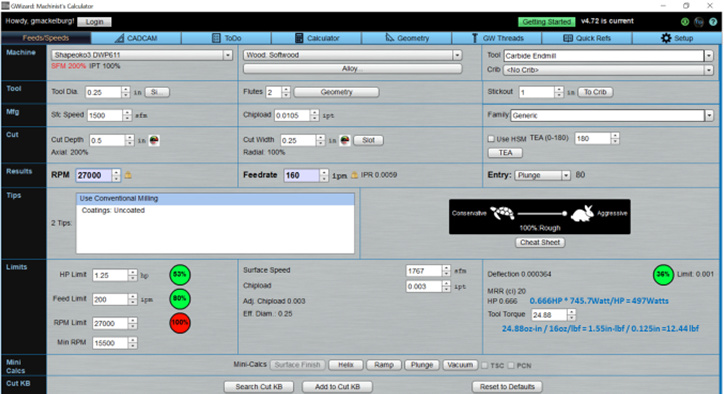
With a router speed increase from 15,800 to 27,000 RPM and DOC/MMR doubled, GWizard predicts 12.44 lbf cutting force, 0.666 HP (497 Watts) power, 0.003 Inch per Tooth (IPT) chip-load, and a 20 in3/min Material Removal Rate (MRR). That’s likely near the maximum power available from the Dewalt router. Note that increasing the speed allowed the DOC (and MMR) to be doubled with only a 17% increase in force.
To cut Baltic birch, which has 3 times the net unit power, the MMR would need to be reduced by reducing the DOC, chip-load, or some combination thereof by a factor of 3.


 The unit power for wood is twice what I’ve experienced for the hardest to cut wood, but it can be customized - so it really doesn’t matter. That calculator appears to be useful for more than just adaptive milling though. It can automatically adjust parameters (like feed rate) to reflect other constraints (like forces and chip-loads).
The unit power for wood is twice what I’ve experienced for the hardest to cut wood, but it can be customized - so it really doesn’t matter. That calculator appears to be useful for more than just adaptive milling though. It can automatically adjust parameters (like feed rate) to reflect other constraints (like forces and chip-loads).