@NewToThis @AndyC There are a couple of good threads on this already. Here’s a link to one of them.
@ScottsdaleSteve wired up a momentary switch to his Feed hold and then guided me in doing it for my own setup…so my setup is on physical push button as well. In fact I discovered the change to the hold feature in 517 while using my physical button.
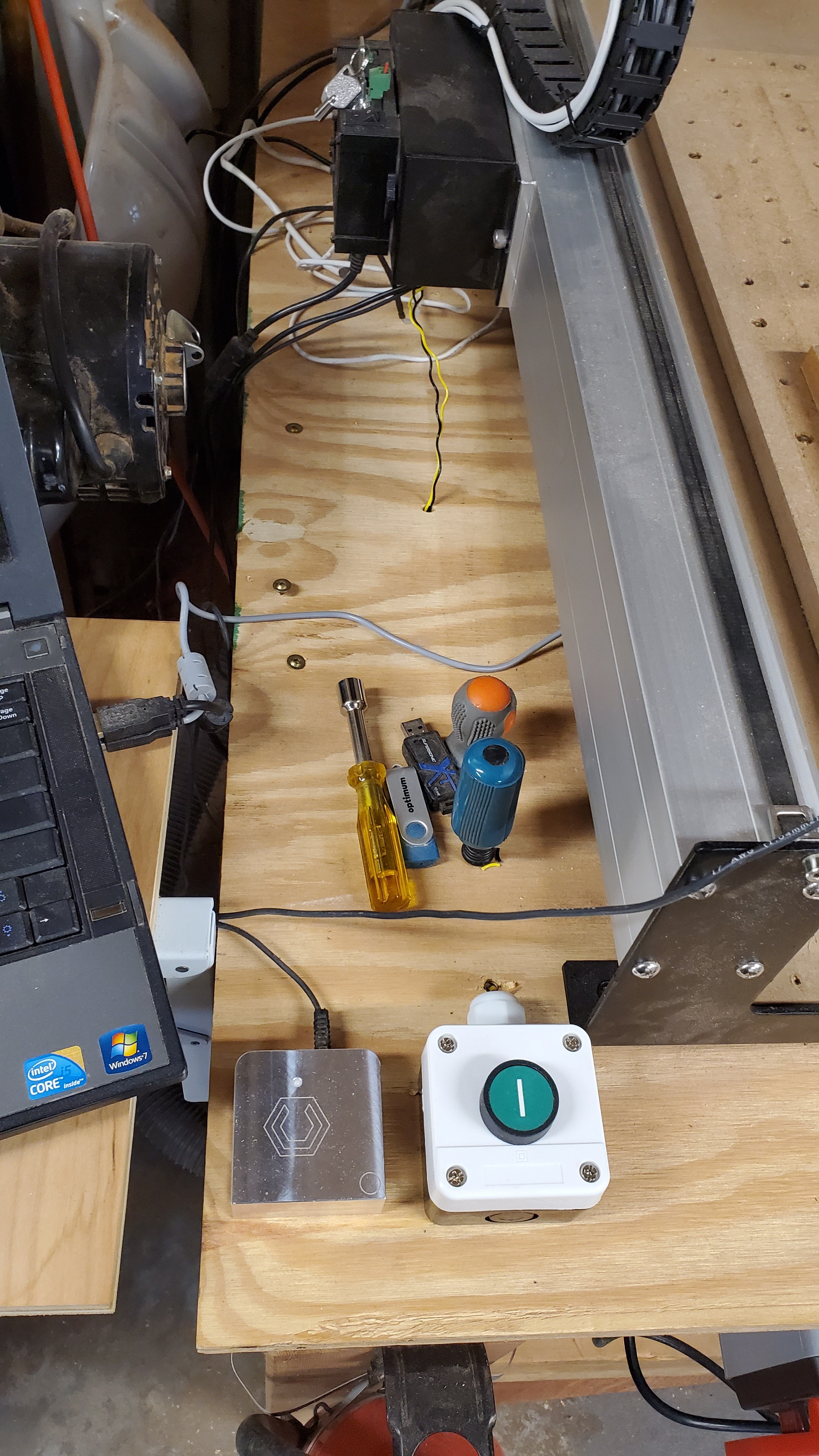
Here’s a photo of my set up. I used the black and yellow proximity wires (with their attached molex’s) to hook my switch to the feed hold pins on the board, since I had extras after my HDZ upgrade.The wire goes down under the table top when it exits the control box and then comes back up where I permanently mounted my pause switch (the green button). To be clear, that’s two separate wires, each with its own molex, because the molex’s are doubles and you need to hook your switch to the two outside pins of a three pin connector…so you can’t use the whole molex.
{kind=link}
If you need advice in setting up yours, I’d be happy to do for you what Steve did for me!
- Gary