I start my very first job after testing a few things. The job was really simple using Birch Plywood 5/8. Here is my setup;
Shapeoko 3 XXL
Birch plywood 5/8 16" X 14"
3 Toolpaths, two pocket holes and an outside cut
I used default settings as plunge and feed rate. I set material to soft wood.
The job start well untill it start to do the last Toolpath, the outside cuts. It start ok and all of a sudden the plunge and feed rate increase. I stop the joob as soon as I could.
Should I set it to hard wood or any other recommended feed rate?
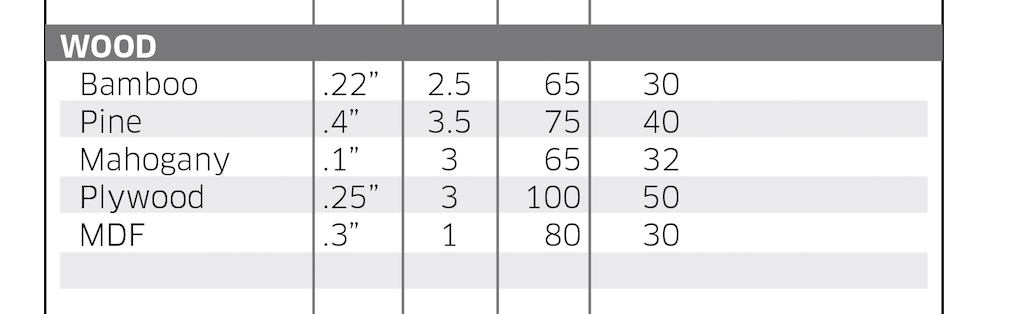
Thanks for the quick reply. I read about increasing the router speed and did a second test. That time it went fine. I reduced the speed rate of the third toolpath from 75 to 50 too.