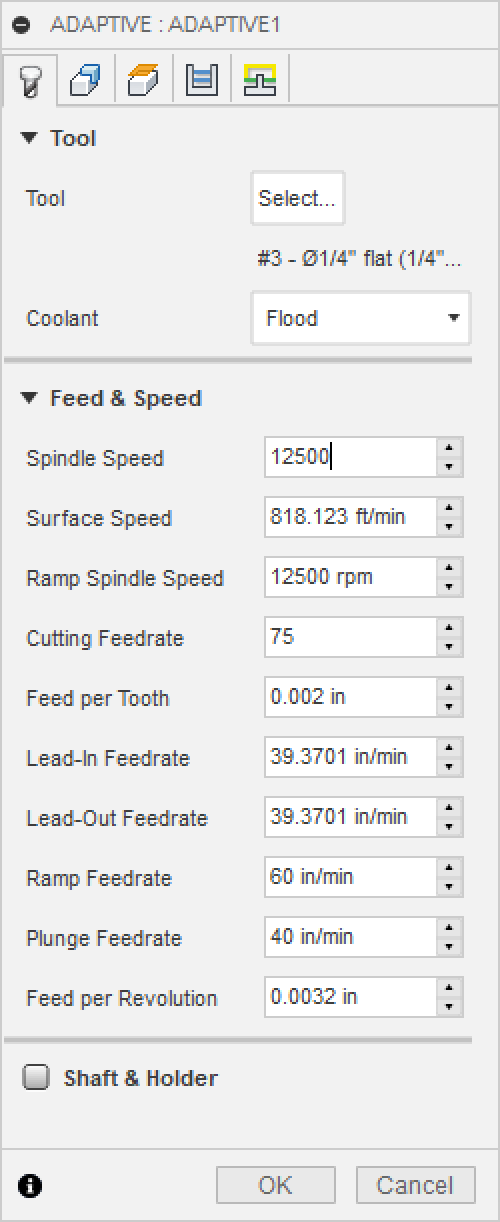
I have a project using Poplar, i have a first operation of an adaptive tool path.
rpm 12500 75in feed. .39 DOC
.25 flat end mill.
For these deep adaptive should i use a Ball end mill instead.
To avoid losing steps i had to back it down to 30in feed which seems sloe for this wood.
Any suggestions?
Should be ok. A ball end will not make it any easier.
What is the tool radial depth of cut? I would back it off from the typical 40% to maybe 25% here.
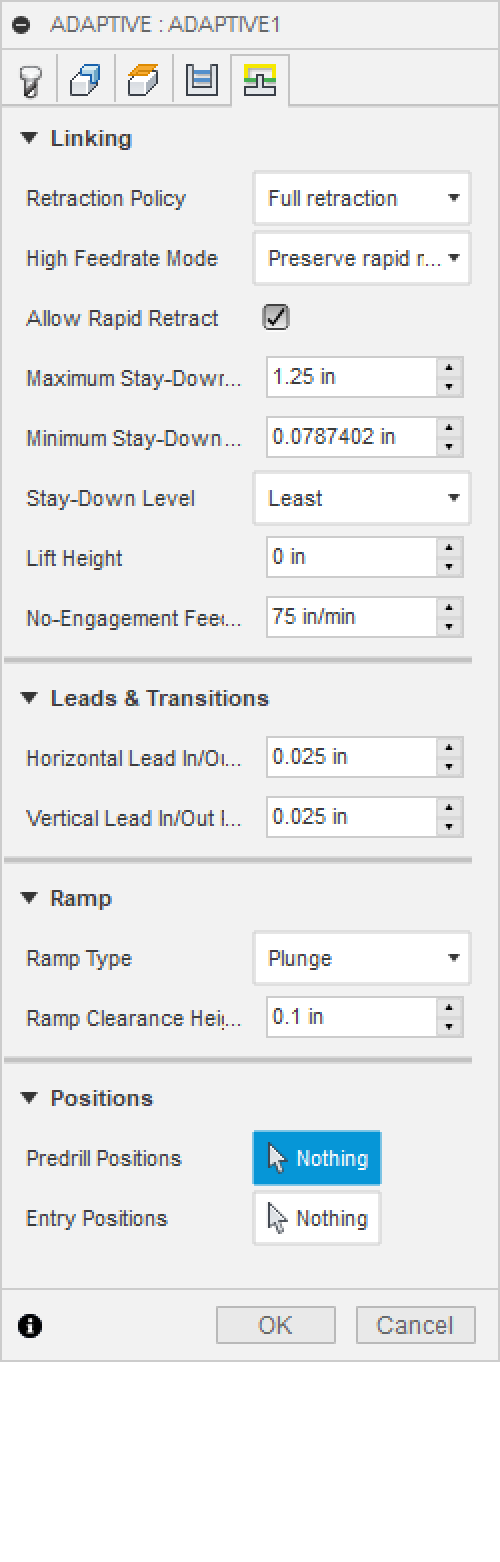
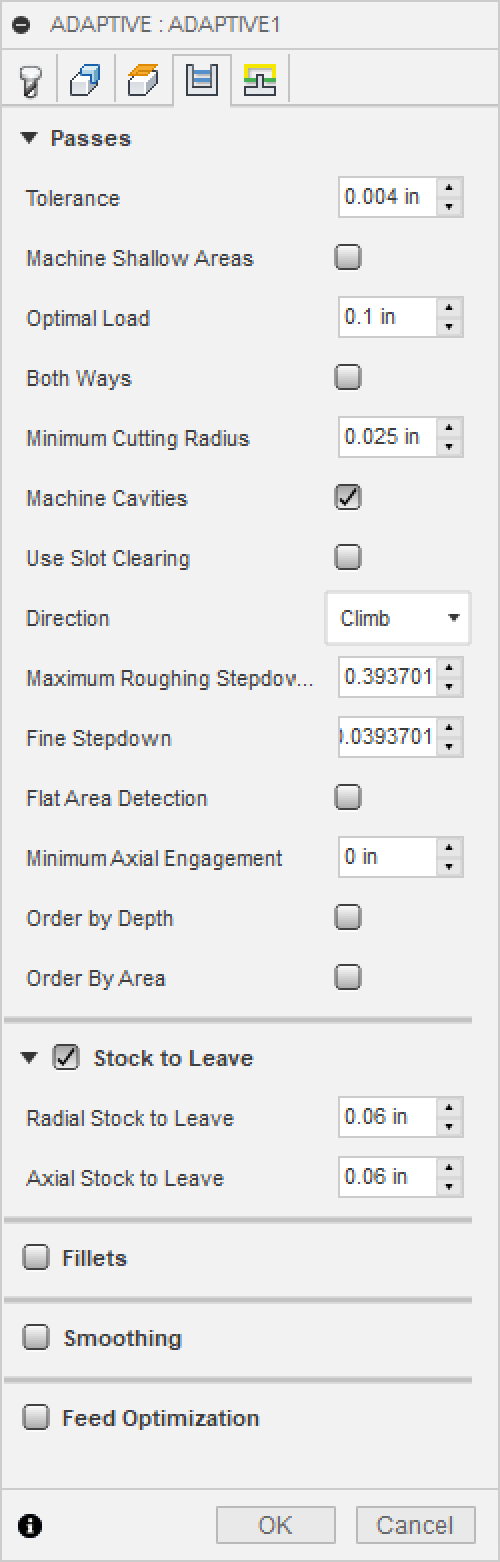
Optimal Load is the radial width of cut he is mentioning. Your DOC is really deep. When I cut poplar with adaptive, I stayed around 0.2". Even in pine I keep my adaptive DOC at 5mm and just increase the feed rate to get bigger chips. Dial back your DOC.
Also, your RPM is crazy low thus making your chipload really high. Increase your RPM to 21000 as well. This will reduce forces on the gantry and you will be less likely to skip steps.
1 Like
In previous discussions, one idea which has been floated is that due to the smaller volume for a given depth of cut, a ball-nosed endmill may make cuts easier, distributing the cutting effort more uniformly as depth increases as opposed to the all-or-nothing engagement of a square endmill.
I’d love to see a physics-based CAM tool which could calculate such loads for each area of a cut, but I’m not aware of any readily accessible material on this which is accessible to a layman.
Correct me if I am incorrect in the following, but my experience (manual and CNC), and by training…
This might be true when ploughing a slot (I am not sure if the reduced material volume would overshadow the following), but not for an adaptive strategy (primarily radial machining with limited radial engagement) where the full length of engagement takes the full radial engagement.
It would make an adaptive more difficult relative to a flat end as the flat end does all of the cutting at the full tool diameter with a good path for chip clearing and full cutting edge speed, whereas in this type of strategy, the ball end would put a fair bit of the cutting at reduce diameter with relatively poor chip clearing and lower cutting edge speed, as well as tending to climb the slope of the ball (lifting in Z) in some cases. Also, ball ends rub at the center, whereas (most) square end have a slight conical form to keep the center clear of material when surfacing or high radial engagement, which is much of the work with the adaptive strategies. Additional tool wear and heating, and, on some materials, surface finish issues.
There may be other things I am not thinking of, but experience tells me that the ball end is a net loss here (on a wide variety of materials)
Sounds reasonable — as I noted, it came up once, and wasn’t thoroughly explored, and AFAIK, there isn’t an effort in industry to use them for this reason, so it’s probably one of those things which sounds reasonable but doesn’t pan out.
Higher RPM deed eaten 75 and less doc helped I stayed with the flat and Mill
This topic was automatically closed 30 days after the last reply. New replies are no longer allowed.