I have been using carpenters tape to hold stock to the waste board, and have had very good results until now. The current project is to cut a small pill box out of a 64X52mm piece of hard wood. The box has 5mm walls and is 20mm deep, the stock is 28mm thick.
I attached the hardwood to the washboard using the tape and midway through the project the stock comes loose and the part is ruined.
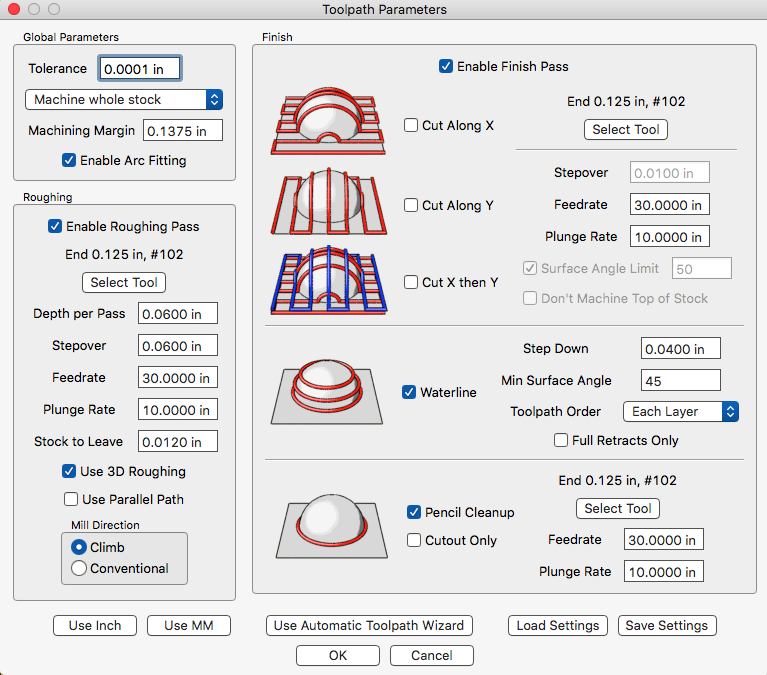
My Feeds and speeds are shown in the screen capture below
I have tried both climb and conventional settings and get the same result.
I tried using a piece of stock three times longer to get more surface area for the tape and had the same result.
Most of my projects have used stock that was larger, covering about half of the waste board, and thinner, around 10mm or less. These projects held well with the tape. The smaller thicker blocks come loose. Why would this be?
Is there something in my cutter settings that I should experiment with?
Can I use the blue fixturing wax, or hot melt glue, with a piece of hardwood stock? If so how much to apply and how to remove it?
I have a vise but have not used it since the cut goes to the edge of the stock.
Ah yes! The external problem of fixturing (holding stock in place). I do sympathize.
We all go through it from time to time, even when one has tons of experience… there is always something more difficult to hold down than you can figure out how to do at the moment.
My Nomad hasn’t arrived yet but I ordered one of the replacement beds from High Tech Systems. The bed is a sea-of-holes and one can use all sorts of devices to grab, pinch or clamp stock down. One cuts a custom spoiler to go underneath a job. One can even screw stock/spoiler directly to the bed - the holes are threaded.
In the short run, one can screw into the spoiler and use various implements of destruction (e.g. angles, etc.) to hold things. Your stock may be large enough to put the screws directly into the stock. Just make sure they are clear of the machining area. Pre-drill the stock all the way through, then screw down the stock to the spoiler.
If you’re doing several of the small pieces, tile the pieces onto a larger piece of stock and hold that down. Construction tabs can hold the small pieces to the stock until you’re done.
It might be worth a try to get strong fixture wax (it comes standard and strong) - Carbide3D has good stuff - but small objects may have the same problem as tape: not enough area to obtain sufficient holding force.
I should state my fixturing bias - I despise tape… gums up my nice end mills. I generally go for mechanical fixturing. I’ll buy stock big enough so that I can constrain it well, even if I have to screw into my spoiler. Most commonly, I use fixtures to hold my stock and spoiler.
mark
P.S.
Not that long ago I had a complex, 2+ hour long job (on a high speed industrial CNC machine) cutting PVC that was within minutes of completion when one of the clamps I was using (which I thought was tightened down well) came loose. The stock shifted, the machine moved, another clamp came loose, the stock shifted… Dove for the E-stop and saved the tool; the part was ruined. It wasn’t pretty.
P.P.S
Check out the posting “Self made solution to affix wood without tape”.
Thinking on this more, I’ll bring up some alternatives.
Most CAM packages, MeshCAM included, have a concept called “keep out regions”. A “keep out region” tells the CAM to not machine in the region - or even move the spindle into that area.
One can clamp a piece of stock and spoiler underneath and use the “keep out region” to prevent the spindle from hitting the clamp. Machine your part. Put another clamp on from another direction (so the part doesn’t move), remove the first clamp, and finish the machining.
Yes, that takes some thinking to set up MeshCAM to split the job into two parts, but this isn’t too difficult to do.
With a sea of holes bed it’s easy to do this. With the current bed covered with a spoiler, one can use screws and a few pieces of wood to make a clamp - or scrounge up some pieces of metal one has around. It’s a good idea to elevate the arm of the clamp - the part that holds the stock down - to a bit less than the height of the stock.
I had never tried the Nomad vise so I thought I would give that a try. Tape was not successful in holding the stock, two tries failed. I clamped the bottom 3mm of the stock in the vise and set the max cutting depth to be 7mm above the vise. After a successful cut I then turned the part over and used a second STL file, just a flat rectangle, to mill the bottom of the part and remove the section of the stock that was held in the vise on the first cut. This worked without any problems. Photos of the stock in the vise, and the finished part, are shown below.
The Pill Dish below was made using 50ips, 0.05 stopover, 0.03 depth and a 0.125 cutter.
You created your own keep out regions! Nicely done!
If the pictures are telling me what I think I’m seeing, it looks like some feeds and speed tweaking could improve the finish a bit. A compression end mill may be useful.
Set the tolerance to 0.0001". Have your CAD package emit the STL file with as many triangles as it can. Let MeshCAM crunch! The more it crunches, the better the machining.
I’m awaiting my Nomad so I don’t have an intuitive feel for Nomad feeds and speeds (practice rather than theory). That said, the 50 IPM is more of a roughing speed (20 IPM plunge) for hardwoods in a small mill. I would do a few tests on scrap but I suspect 5-15 IPM for a finishing speed.
What RPM are you using? 10K?
A compression end mill combines both up and down cut flutes. The flutes go one way for the top half of the end and the other way for the lower half. You’ll want one with the top down and bottom up. That will preserve the top and edges of the object.
I would try a low feed for finish before trying a compression end mill.