Hello all. I’m trying to mill this https://cutrocket.com/p/5ab03cef3912b/ I remember seeing a post on this but I can’t seem to find it again and i forgot to bookmark it
Question I have is what is the best way to secure this? I have nitto tape that i can use and also have the nomad threaded table and nomad vice.
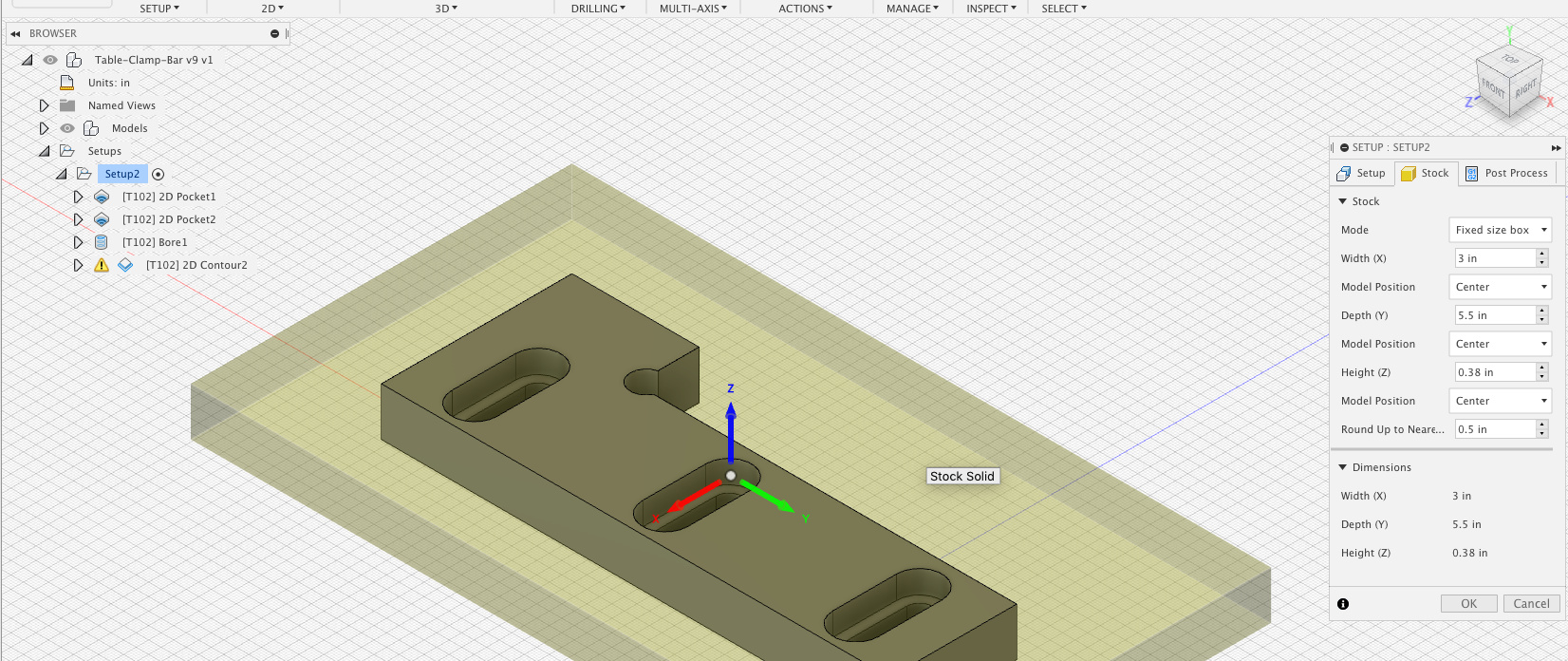
I adjusted the stock size in fusion to my stock which is 3" on X and 0.38" on Z. Y is long but it fits on the bed.
For most materials, I’d trim the stock by hand to maybe 2mm oversize, then use tape, so that the job can be done in one setup (no need to clear clamps or vise).
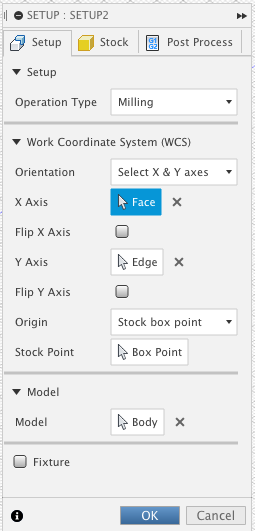
Another option is break it into two setups: surfacing and slots, using edge clamping or vise, then, insuring that the middle slot is over a hole, or better yet, two holes, in the table, use a screw (or two if possible) to hold down the piece for the rest. If more than one slot can line up, better yet. Use the fixture option to avoid the screws when doing the outside profile.
Thank you. I don’t have a way of cutting the stock. would it be ok to just secure it with tape as is and let nomad cut it?
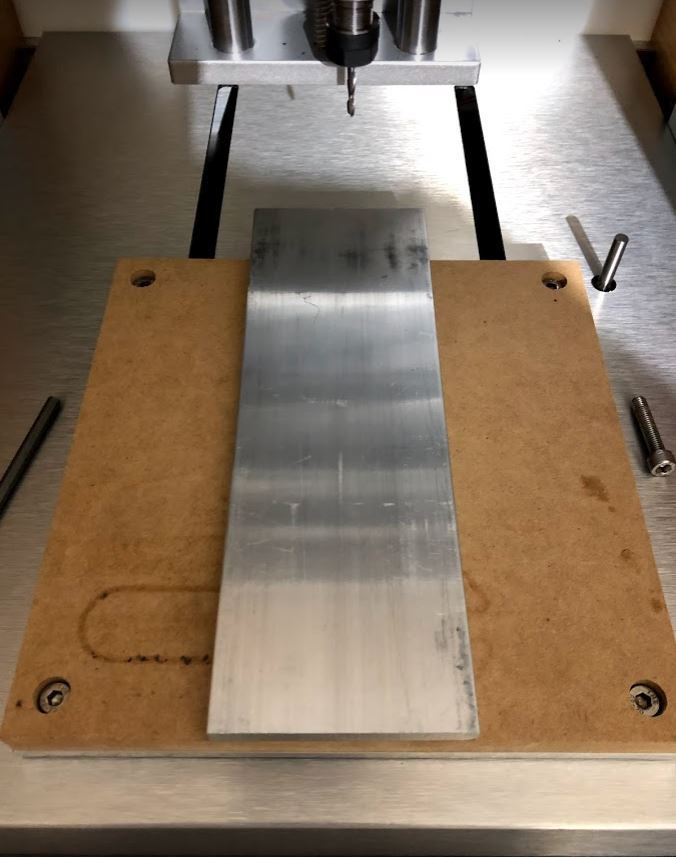
Here is a picture of the stock that i have
On the wasteboard, it should be ok. Just clean the material carefully, full surface coverage with the tape (you generally want as much area as you can get when using tape), and, if it was me, I would still do at least one of the slots first and screw down for reinforcement before doing the outside profile.
To trim the stock, a $US5 hacksaw with a course blade is fine. The less you need to turn to chips, the better. Sawing is one of the most efficient operations there is. I would probably rough the entire shape 2 or 3mm outside the final size. A hacksaw is cheaper than wearing out, or breaking, one endmill.
ah hacksaw i do have and used it before. pain in the ass but doable and I did get nitto tape which is stronger so I will cover entire bottom with it. I might pick up horizontal band saw from Harbor Freight to speed up the process. Been trying to get one used but hard to find in my area.
As long as you keep the cutting forces down (go slow) it’ll be fine. It is called a wasteboard for a reason though - you can put screws and such into it, they’re considered consumable.
Think everyone else has it covered, but I have done the equivalent with the masking tape/superglue combination. Big wide surfaces for adhesion.
Will just mention if I were you I would put the part near the edges of the stock instead of right in the centre - less cutting and leaves you some usable waste stock left over.
Practice and the right blade for the material make a huge difference. Aluminum wants a fairly course tooth, and 10mm aluminum can take the coarsest available for a handheld saw (18TPI or 14TPI in the US). Practice makes short work. Five minutes with the saw can save several hours on the machine, preserve an endmill, and leave you with stock for the next project.
Then again, I have maybe 200 hand file (and 40 or 50 machine files) and use them on a regular basis. A litttle sweat goes a long way.
While what others have said should work. Something I’ve noticed in past with extended machining with aluminum is that the part will become hot enough that the double sided tape loses it adhesion thus ruining the cut/part. Maybe its just me, but since then I only cut aluminum with either jaws clamping it down or a vice.
masking tape and superglue i’ll try. i saw few posts about it. Thank you for the tip about moving it. Question is do i put it right against the edge of the stock on x and y?
Depending on the requirements for the edge finish and squareness, you can. If you need the edges machined for squareness, or the dimensions are critical, then I would leave leave 1 or 2mm on the stock all around.