Hi There,
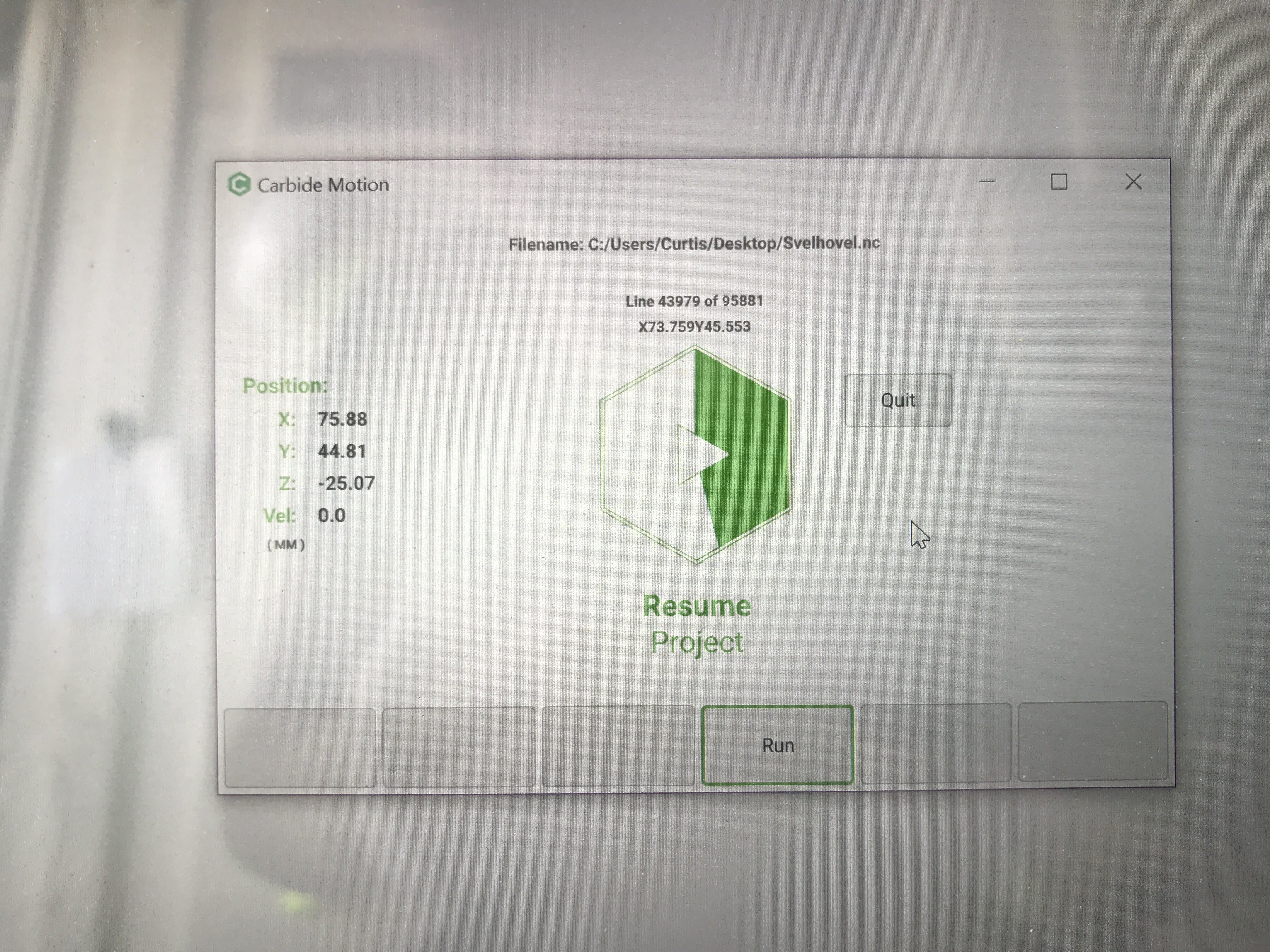
I have a bit of a unique situation here. Please excuse my ignorance, I am fairly new to CNC. Today I was running a complex 3D job on my nomad and working on another project on the side. Long story short I slipped with a knife and cut my thumb all the way to the bone. I haven’t gotten to the point where I feel confident enough to run a job while I’m not there, so I put some gauze on my cut, paused the job in carbide motion, took a picture of carbide motion to capture the line of g-code and the x,y, and z position of the cutter, quit the job, and left for the hospital. Given the fact that I have all of that information, is there any way that I can restart my job from the line of g code and x, y, z, coordinates where I left off? Thanks! I appreciate your help!
Ouch! excellent presence of mind — hope your injury heals well.
Yes, you should be able to just quit the project, then re-open it if need be and extract the plain text version, then edit it, preserving the header (copy it into a different file), deleting down to a bit before the line you were at, then pasting the header back in, then re-loading the edited file since your system should have stored the offsets for your current stock/material zero, and you can then re-send it and the machine will pick up where it left off.
To be certain of being able to do this sort of thing in the future, at the beginning of a job, after homing and when one is setting the zero relative to the stock, note the offset from the machine origin so that that can be verified / re-applied.
Thank you so much! I really appreciate your help
Like Will said. Something that works for me is to duplicate the nc file I was working on, then delete from the start of the roughing to near whatever line I was on. Just look to make sure you’re (re)starting somewhere where you have specified x, y, and z in the gcode (ideally all on adjacent lines).
I leave my Nomad running overnight. Never had an issue 