I’m going to finish the bottom this evening, and you have inspired me to try a deep DOC(1/2"). I’ve got engagement set at 1/16 and speed set at 60IPM. I plan on bumping up the feed as it goes.
Griff
(Well crap, my hypometric precursor device is blown…)
22
You’ll love it, especially being a production guy!
1 Like
Griff
(Well crap, my hypometric precursor device is blown…)
23
Would you mind if I made an attempt at cutting this file? If not, any hints on scaling it down to XL size? I’ve not worked with STL files in Fusion yet.
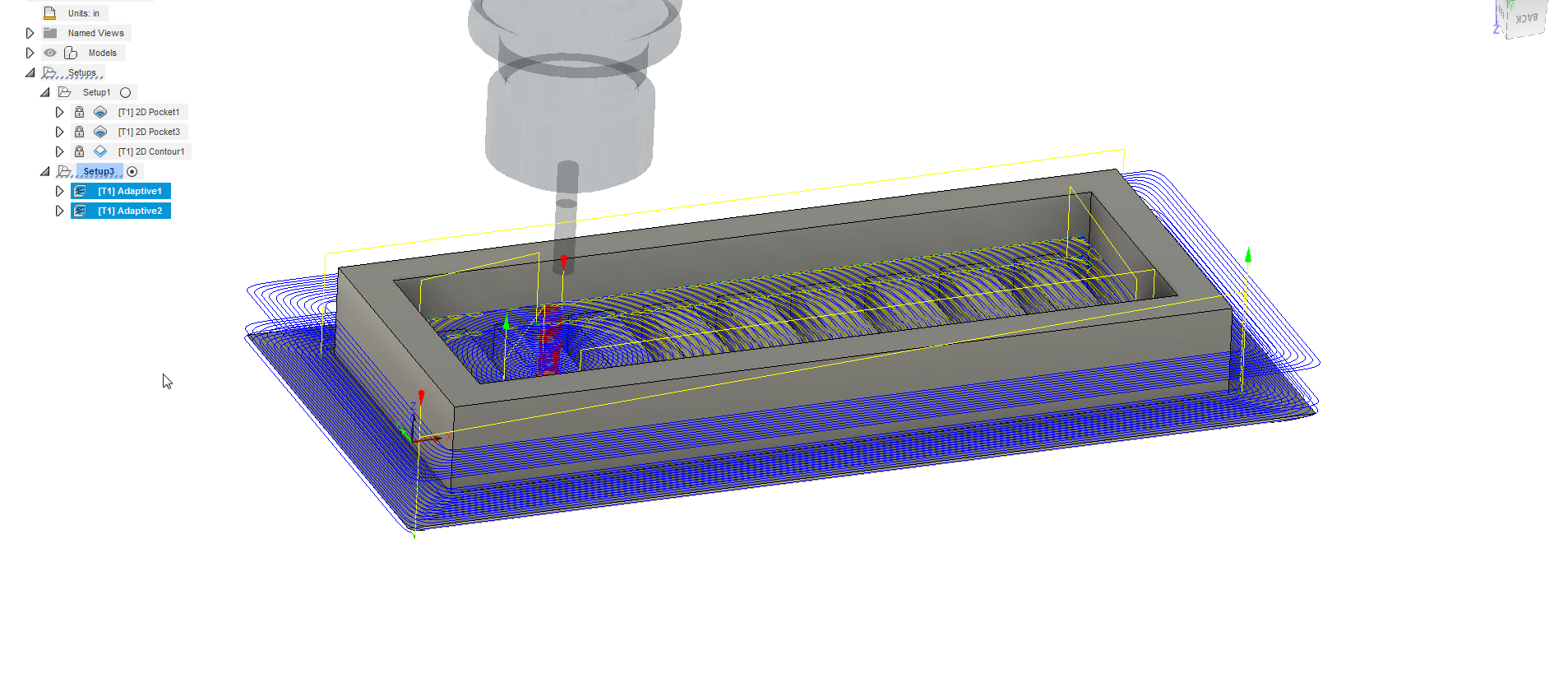
Just be aware that the high depth of cut should only be used with operations where the tool radial engagement is low. If you try this in an operation where the tool is buried (slotting, for example), the result will be unpleasant. The adaptive strategies are ideal. The tool may move further, but you can move so much faster that you save time.
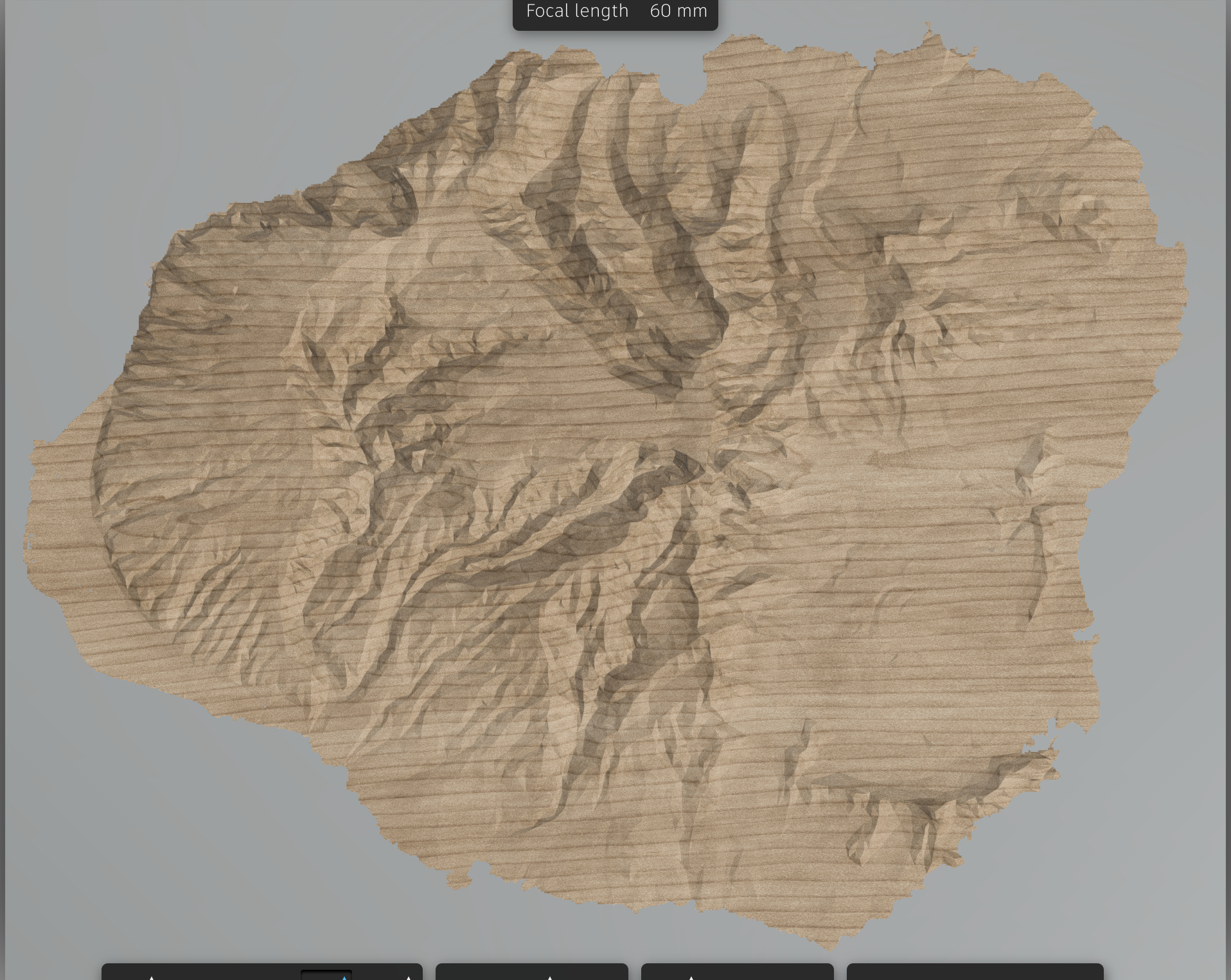
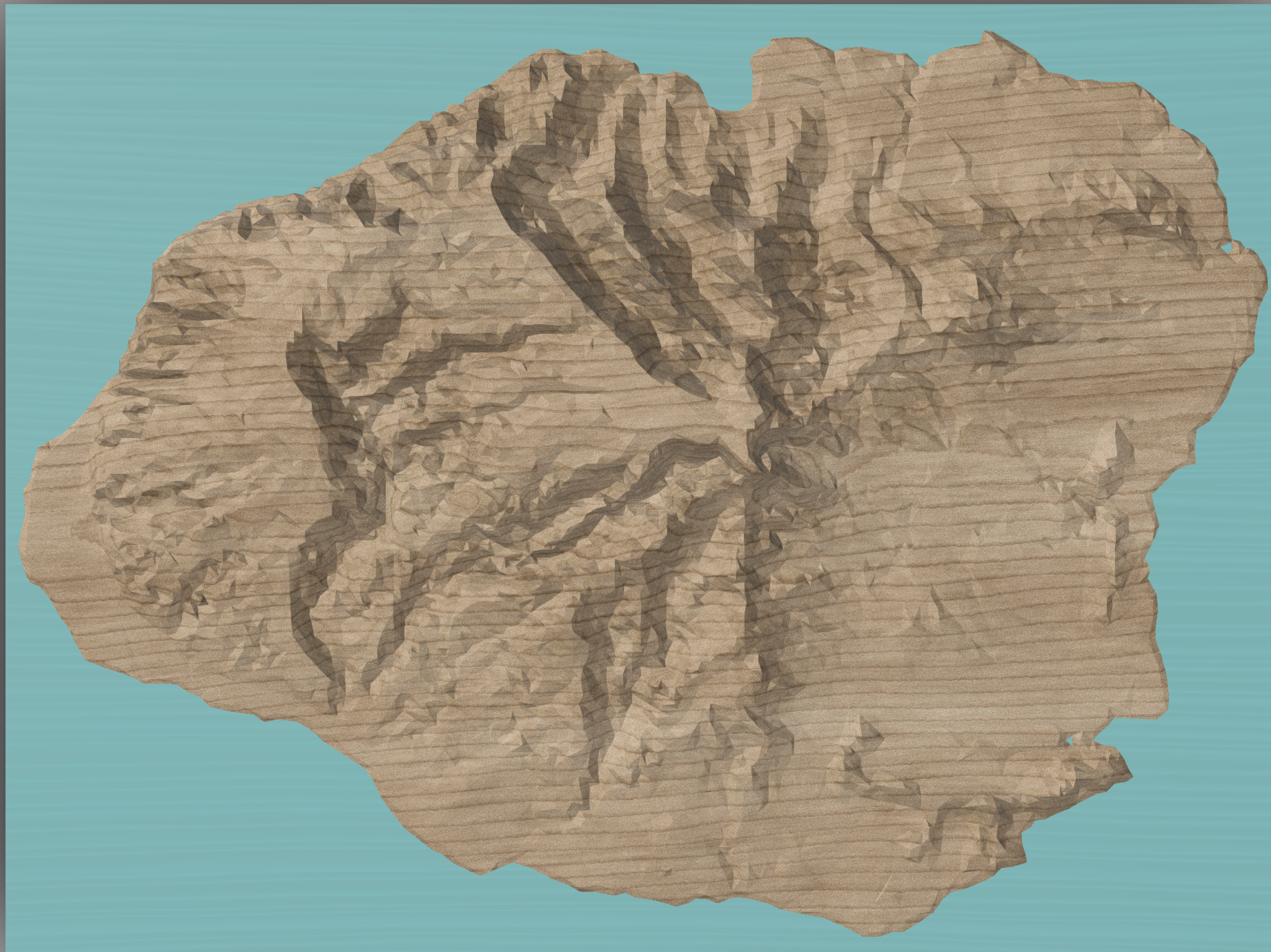
I’d recommend you try PixelCNC. It’s meant for topographical maps and calculates toolpaths way, way faster than Fusion for these maps. You can use the demo version to try it out. Fusion struggles with adaptive toolpaths on topo maps since there is so much math involved. I’d use pocketing and parallel toolpaths to reduce computational time.
4 Likes
Griff
(Well crap, my hypometric precursor device is blown…)
30
Read about PixelCNC in @ClayJar post. Definitely will give it a try.
For now:
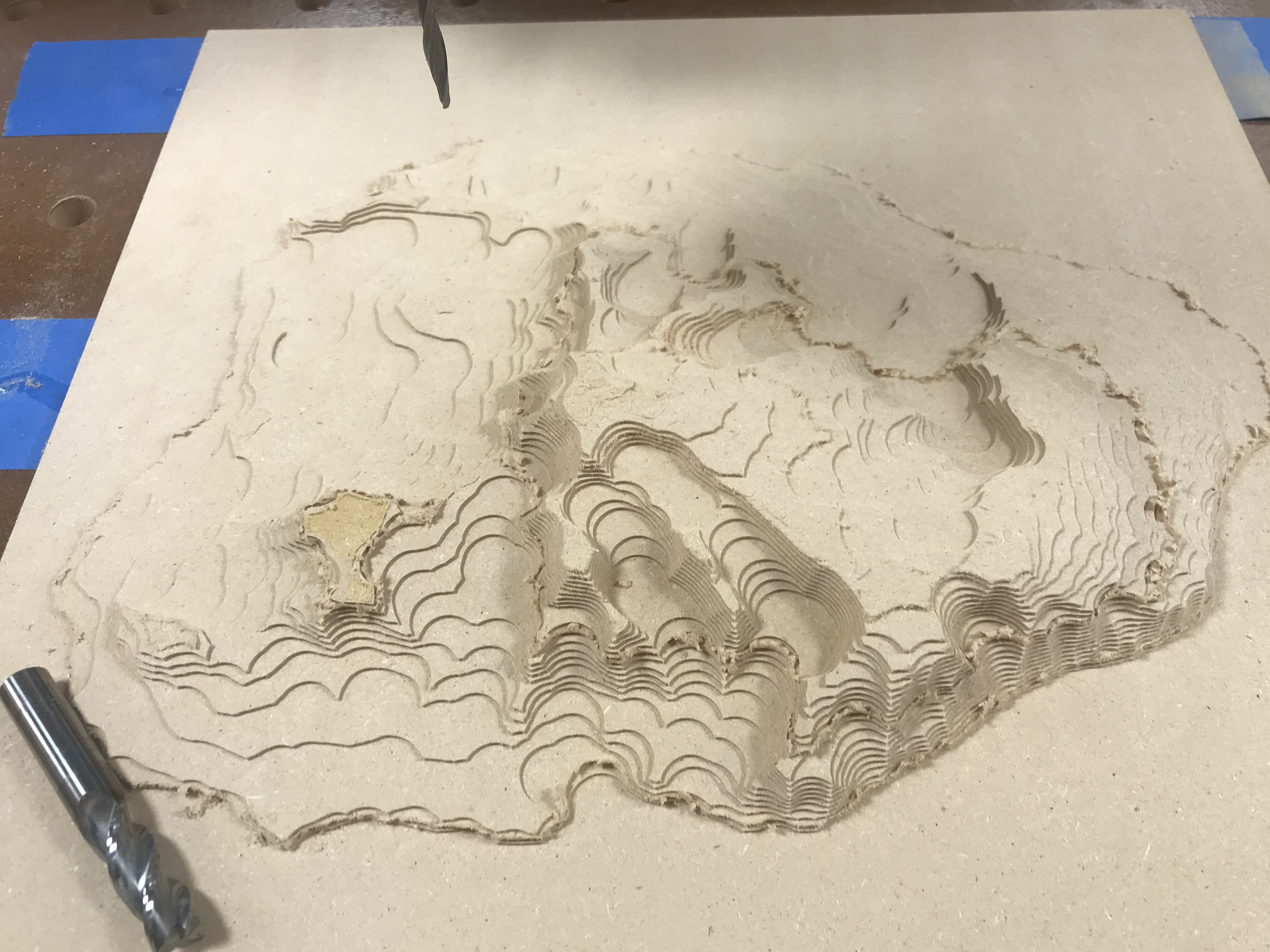
Scaled @MarkDGaal F3D file to 40%. F3D 1st toolpath adaptive clear with 3/8” 3 flute endmill, 50 minutes. 2nd toolpath adaptive, rest with 1/8” tapered ball endmill, 1 hour 7 minutes (calculated).
Cutting mdf so not the best material. A learning experience.