I would suggest something like this:
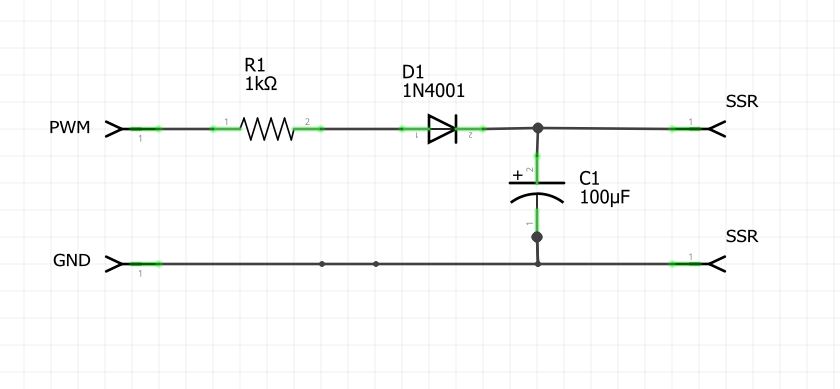
Not sure about the capacitor value though. That might be too little…![PeakDetectorSchematic|690x319]
I would suggest something like this:
Not sure about the capacitor value though. That might be too little…![PeakDetectorSchematic|690x319]