I’m pretty sure that the Nomad was always seen as a tool with a specific/narrow market, and that the development of the Shapeoko 3 was the way to acquire a larger one.
The Materials page on the wiki has grown organically as folks have shared specific feed and speed values — I’ve never achieved a really solid grasp of the underlying math and concepts, so it’s been perforce limited in just recording information other folks have been willing to share. Lots of redundancy and conflicting information made worse by it covering 3 generations of machines.
Hopefully at some point Carbide Create will get a system for setting feeds and speeds suited for the Shapeoko w/ at least the Carbide Compact Router.
From the wiki we learn that the original Shapeoko was an open system build where 3 companies were supposed to build a $300 system as an entry level CNC for the hobbyists. Carbide 3D was one of the companies building the systems, I think that Inventables was another and the X Carve also evolved from the original Shapeoko design. The Shapeoko evolved over time and the SO3 is the 3rd generation. As Julien said, I think the Nomad was seen by Carbide as the machine for more serious people with a turnkey system while the Shapeoko was an assemble yourself system; learn about CNC with the Shapeoko and Carbide Create then come back to purchase a Nomad. So the Shapeoko played second fiddle. One could ask why is it that MeshCam is not at least a cheap option for people buying a Shapeoko while it is included with the Nomad?
Edward Ford created the Shapeoko 1 trying for a ~$300 entry-level hobbyist CNC machine.
He then licensed the (already opensource) design to Inventables, and later began working there.
After the Shapeoko 2 was launched (still opensource) he left.
Inventables announced the X-Carve as a fork of the SO2, and Edward Ford joined Carbide 3D and announced the Shapeoko 3 (not sure of the specific order).
MeshCAM is a wholly separate product/company (though owned by one of the partners) — we don’t get too many Shapeoko users who choose to use it. It works perfectly, it’s just that most folks make stuff out of sheet goods.
For anything further you should check in w/ @robgrz and @Jorge and esp. @edwardrford — they can correct any misunderstandings on my part.
Thanks I realize that MeshCam is a separate entity, but it is no offered at a reduced cost for Shapeoko owners. You did not address our perception of Nomad/Shapeoko and how software is geared towards the Nomad for example. I guess you see it as above your pay grade.
As would Stepcraft-US’ guidance that their customers use GWizard for feeds and speeds!.
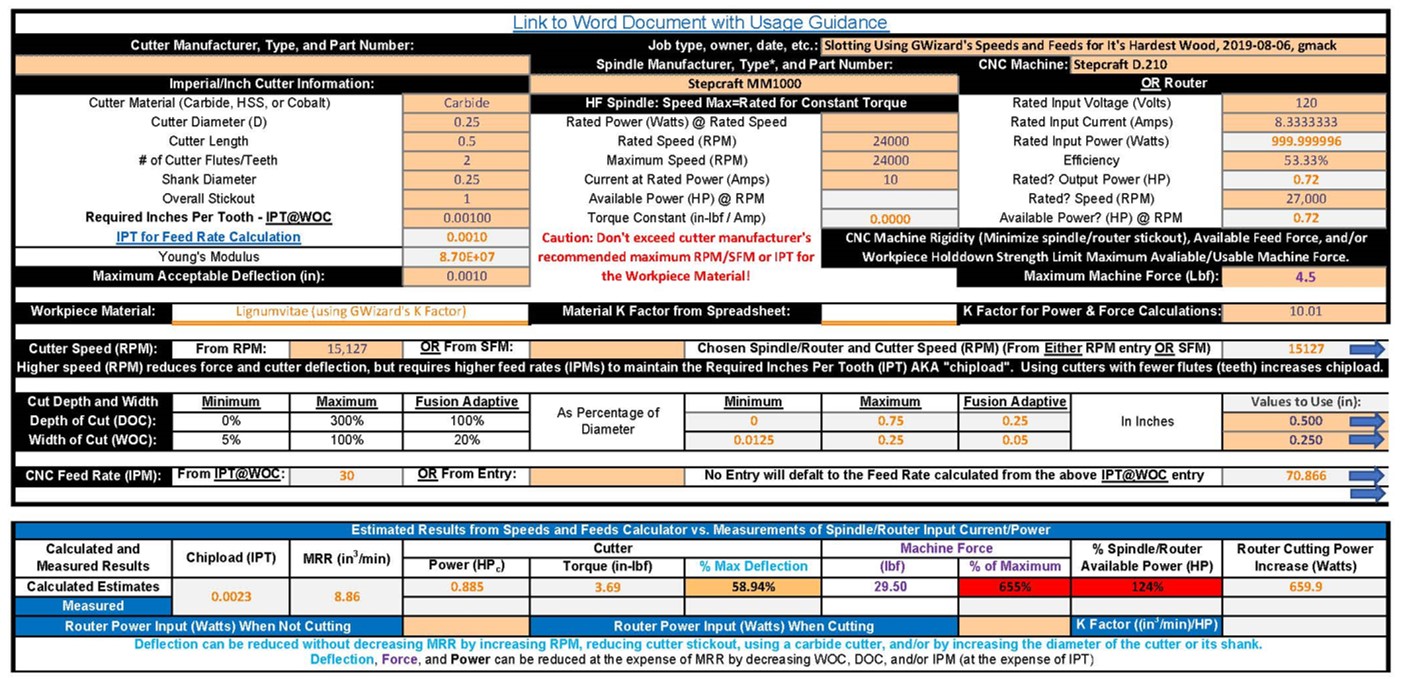
Stepcraft claims that their D.210 machine will have less than 0.005" deflection at 4.5 lbf. (When I asked about the new Q-Series machines I was told “I apologize but I do not have that info - the accuracy of the machine is down to 0.001”). GWizard, which considers 0.001" endmill deflection the upper limit for “Aggressive” milling, would likely exceed the machine’s 0.005" deflection force by over 6 times. It would likely also exceed the power available from the “spindle” by significantly more than 24%. So, “pick your poison”.
These S&Fs in the table - are they for the toolpaths generated by Carbide Create or for other CAM software toolpaths that have ramping capabilities (F360, Vectric etc)?
Having a DOC/WOC set the same (e.g. 1/4") seems a lot if not ramping from what I understand. You would use these settings for profile cuts - such as for a full-depth cutout? Seems aggressive to me or am way too cautious? I am still a novice at this.
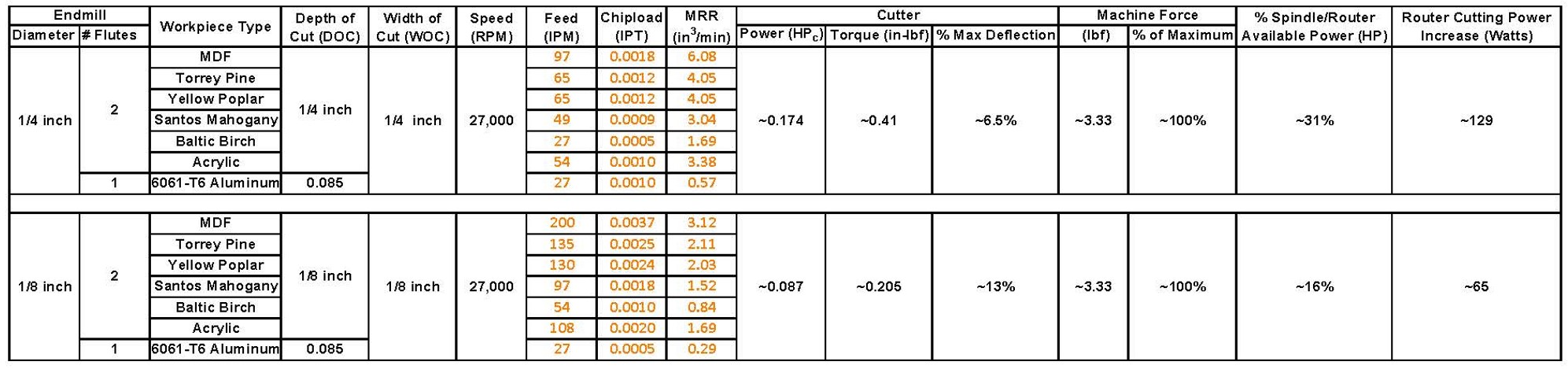
I adjusted the chiploads to provide what seemed like a reasonable machine force of ~ 3.33 lbf. Then I checked the endmill manufacturer’s recommended maximum chiploads for the material being cut. Yoniko provides feed rates and speeds for their endmills from which the workbook can calculate chiploads. FYI, I corrected an error I found in the endmill deflection calculations when shank diameters exceed cutter diameters. The tables above are now corrected for 0.001" of maximum endmill deflection. Note that the Yonico endmills aren’t rated for Aluminum though. Here’s the spreadsheets showing details. 0.25 and 0.125 Inch Endmills.zip (114.4 KB)
I’ve been using VCarve, so don’t know much about Carbide Create. But I believe you should be able to have it safely plunge slowly enough to that depth without ramping. I also don’t know how to have it cut a slot (WOC = endmill diameter). DOC = WOC = endmill diameter seems to be a “standard” for endmill manufacturers’ feeds and feeds charts. I assumed that WOC = endmill diameter was the case with CC’s too (some of which show DOC more than WOC). 3.3 lbf seems plenty safe to me, but you can always start at some feed rate and decrease/increase it as much as +/- 100% in Carbide Motion while running. Maybe others with more experience will chime in!
Very interesting approach, my interest is piqued (again). If I am not mistaken, dropping all constants from the equations,
Torque is power over RPM.
Power is MRR over K_factor
MRR is WOCxDOCxfeedrate
Chipload is Feedrate/(NbFlutes x RPM)
cutting force is torque over endmill radius
so cutting force is proportional to (torque)/(endmill radius)
so to (power)/(RPM x endmill radius)
so to (MRR)/(K_factor x RPM x endmill radius)
so to (WOC x DOC x feedrate)/(K_factor x RPM x endmill radius)
so to (WOC x DOC x NbFlutes x Chipload) / (K_factor x endmill radius)
What this table is telling me is that since you are choosing a target cutting force (3.33lbf), for a given endmill and WOC/DOC the key is to produce a constant Chipload / K_factor ratio ? Which gives these “surprising” chipload variations, that in fact onlty reflect the natural variations in K-factors of the listed materials.
A few follow-up questions:
When looking at the values, the CL/K ratio is indeed almost constant, EXCEPT for the 6061 Al for 1/4’’ and 1/8’’, and Acrylic for 1/8’’. Did you tweak those differently ?
CL
K
CL/K
CL
K
CL/K
MDF
0.0037
35
0.000105714
0.0018
35
5.14286E-05
Torrey Pine
0.0025
24.11
0.000103691
0.0012
24.11
4.97719E-05
Yellow Poplar
0.0024
22.68
0.00010582
0.0012
22.68
5.29101E-05
Santos Mahogany
0.0018
17.5
0.000102857
0.0009
17.5
5.14286E-05
Baltic Birch
0.0010
9.45
0.00010582
0.0005
9.45
5.29101E-05
Acrylic
0.0020
20.06
9.97009E-05
0.0020
20.06
9.97009E-05
6061-T6 Aluminum
0.0005
3.34
0.000149701
0.0010
3.34
0.000299401
I missed the key part of the story: why would it be the best strategy to aim for a constant cutting force?
why 3.33lbf ? It’s such a specific value that I guess you derived it from something else ?
What happened to the 18lbf machine limit we discussed earlier ? The spreadsheet now has 3.33lbf as the machine limit
EDIT: and I realize now that this discussion should rather continue in the “origins of chipload” thread ?
The ability of the CNC machine to counteract cutting force limits performance if the cutter and spindle don’t. Counteracting those cutting forces causes deflection which causes the cutter to deviate from the intended location as well as other nasties. Even though Shapeokos can supply up to 18 lbf, the resulting machine deflection would likely be unacceptable. That’s probably why @Vince.Fab (and @Luke) are replacing at least some of the V-Wheels with linear slides.
3.3 lbf force was kind of arbitrary but seemed like a relatively safe value based on Stepcraft’s D.210 specs.
I think I’ll add the option of having feed rate determined by allowable force (perhaps determined by deflection measurements) rather than chipload. That seems to make more sense to me since actual chipload values aren’t very important if they are kept below the cutter manufacturers’ recommended maximums.
I’m confused, are you saying that 3.3lbf is enough to deflect the Shapeoko? Have you done any measurements? I find it hard to believe, it seems very low, more like the deflection of the XCarve. I saw a video of someone standing on the frame and the deflection was not noticeable (albeit not measured with a caliper).
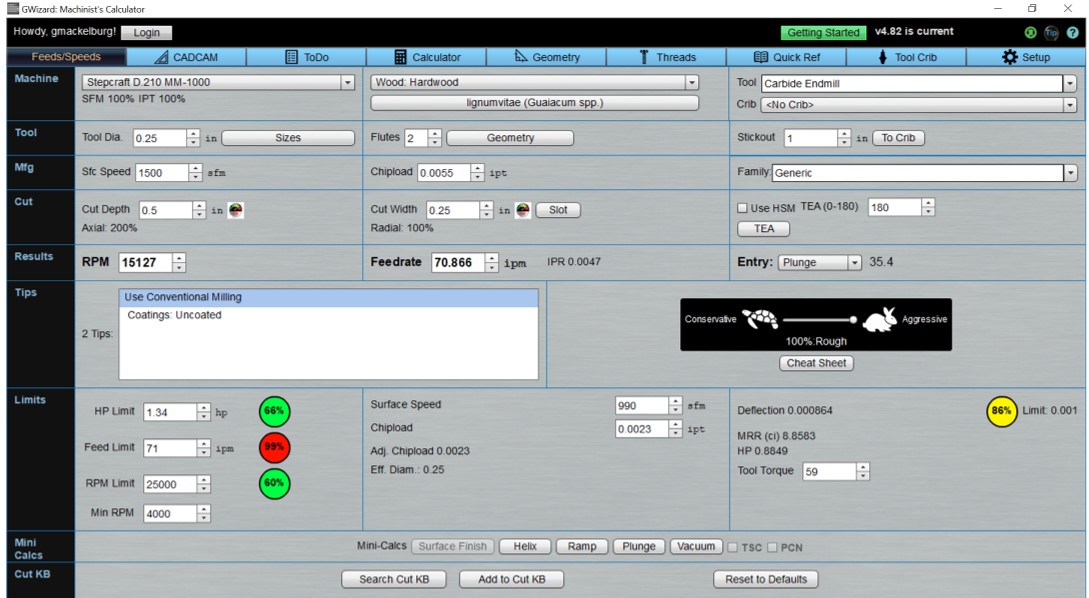
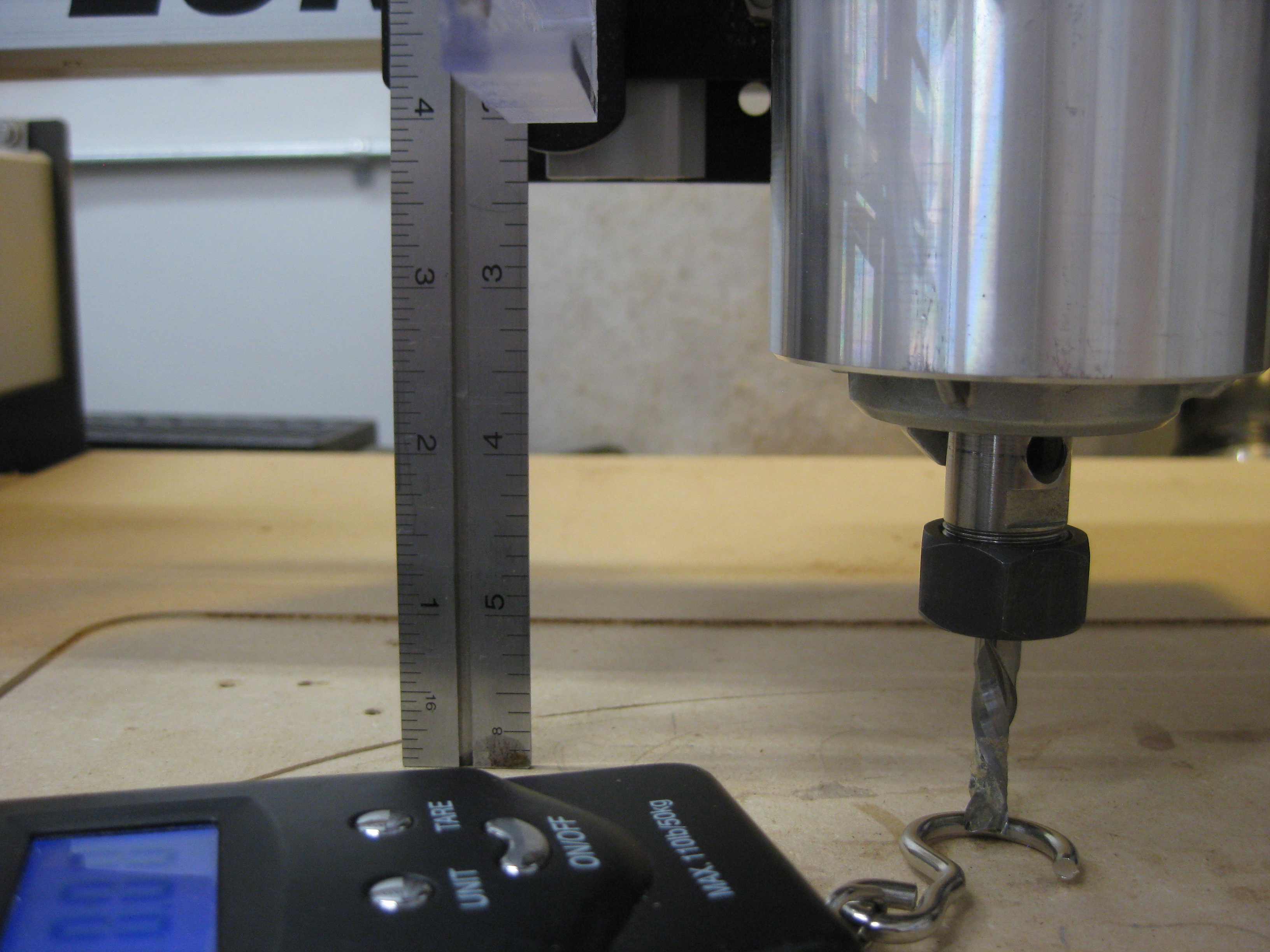
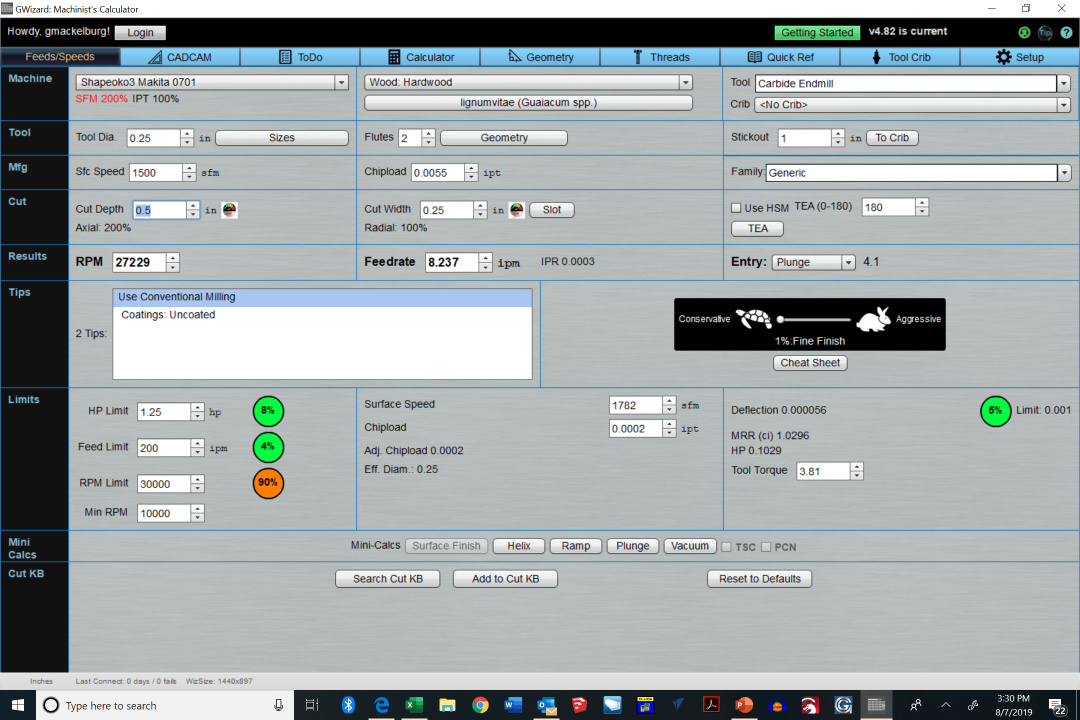
The cutting forces appear at the bottom of the endmill, so that’s where deflection needs to be measured. I measured about 14 lbf for 1/16" deflection along the X-axis and about 10 lbf for 1/16" deflection along the Y-axis. “chip cooling” myth, isn’t even a believer anymore. The following shows GWizard recommending a 0.0002 chipload.
IMO the thermal aspects never entered into the equation, but I wonder how much wood burning would result from the slow feed rate shown above!
The table was just a simplistic “straw man”, it’s easy enough to generate more of them. I’ll add the force driven feed rate option when I get around to it.