Some people are grandfathered in at under $400 a year for fusion…no matter what


Some people are grandfathered in at under $400 a year for fusion…no matter what
@Gray: that’s a good point, currently there is a just one sentence mentioning this possibility (in this section), but it would be much better to show an example: I don’t have such a setup on my machine, but if you can send me one or two pics of your vertical holding jig, I’ll definitely add a dedicated paragraph on vertical workholding in v3.
@Michael: good reminder, and definitely not off topic: I should also mention that CAM option (Estlcam) in v3. I see it has a full-featured evaluation version, but since I don’t really want to add this to the long long list of “things I should give a try”, would you mind sharing one or two screenshots from your own projects that would best illustrate its trochoidal milling abilities, for use in the ebook ?
@Hooby, @luc.onthego: thanks for setting me straight on these ramping options in VCarve, somehow I had never noticed that before. Still a bit puzzled as to why they would not also provide the full variety of ramping options for pocketing, but it’s still very useful to have them. Anyhow, it makes sense that VCarve is not “ideal” for HSM/HEM, it seems to me that their core user base has a different focus anyway (intricate/artsy carving in wood).
@Vince.Fab: hey I was never curious enough to go and check the Fusion360 pricing, to be honest 495$ per year is not completely crazy for people using it for their business.
I agree that these ramping options would be very useful especially for pockets and 3D roughing. I understand that they have a way of getting feature requests for future version. I’m not sure what it is maybe it is part of the Vectric user group, they have an annual meeting in Denver soon and another one at Vectric Headquarter. I think this core group has a lot more influence than Joe Average user that they know little if at all.
I don’t know anybody who is going but if anyone is going, I wish they would make this known to them.
The 1st (inner) pocket should probably be a scaled down version of the final pocket regardless of the shape. Both CC and Vcarve support doing that.
indeed, hence my comment that the “offset profile” feature in CC would be a good way to do this
Thank you all for the hard work that embodies a positive educational maker culture! Excited to read the e-book and play with all my F&S based on the various worksheets in Vectric V-Pro V10.
Looking forward to the day that Carbide3D comes out with something comparable!
Feel free to hit me up if anyone wants me to compare / test anything in V-pro 10.0!
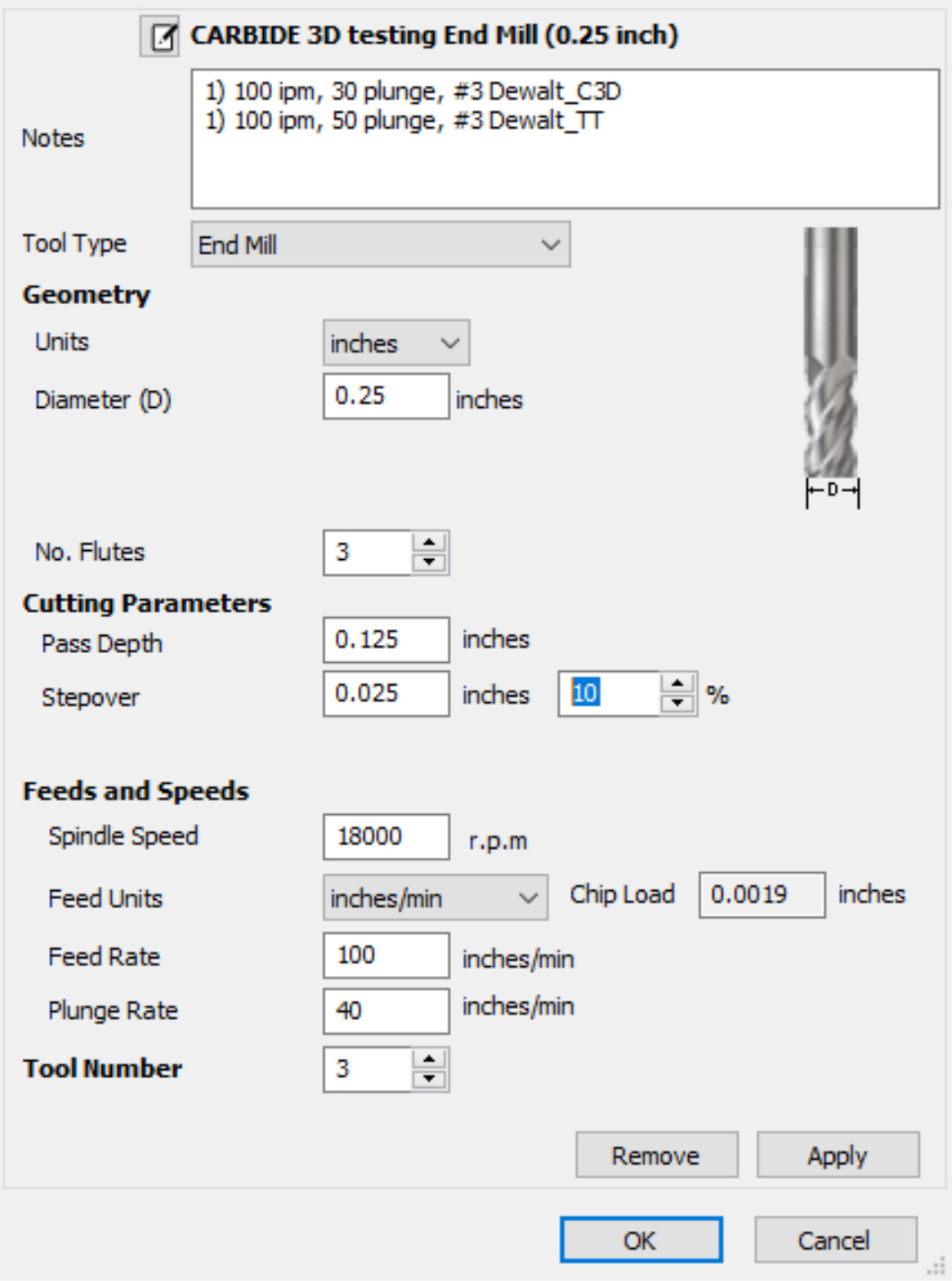
Since you’re asking: now that VCarve 10 does chipload computation in the tool setup menu, I’m curious whether it takes chip thinning into account ? i.e. if you set stepover to say 10% of the endmill diameter and then to 50%, does the chipload value change ?
@Julien - you know you can check that yourself to your hearts desire by installing the V10 trial… it installs in its own directory and runs independently of all else. It would be interesting indeed to see if you agree with its chiploads compared to yours and @gmack spreadsheets
Good to know thank you, I was on the fence whether to upgrade or not to v10, and was too lazy to check if installing a trial version of V10 would interface with my paid v9.
Yeah, I had Vcarve desktop 9.5 and pro AND v10 of both - all four working without interfering with each other. Not yet pulled the trigger on vcarve desktop … but I suspect it won’t be long. Lol
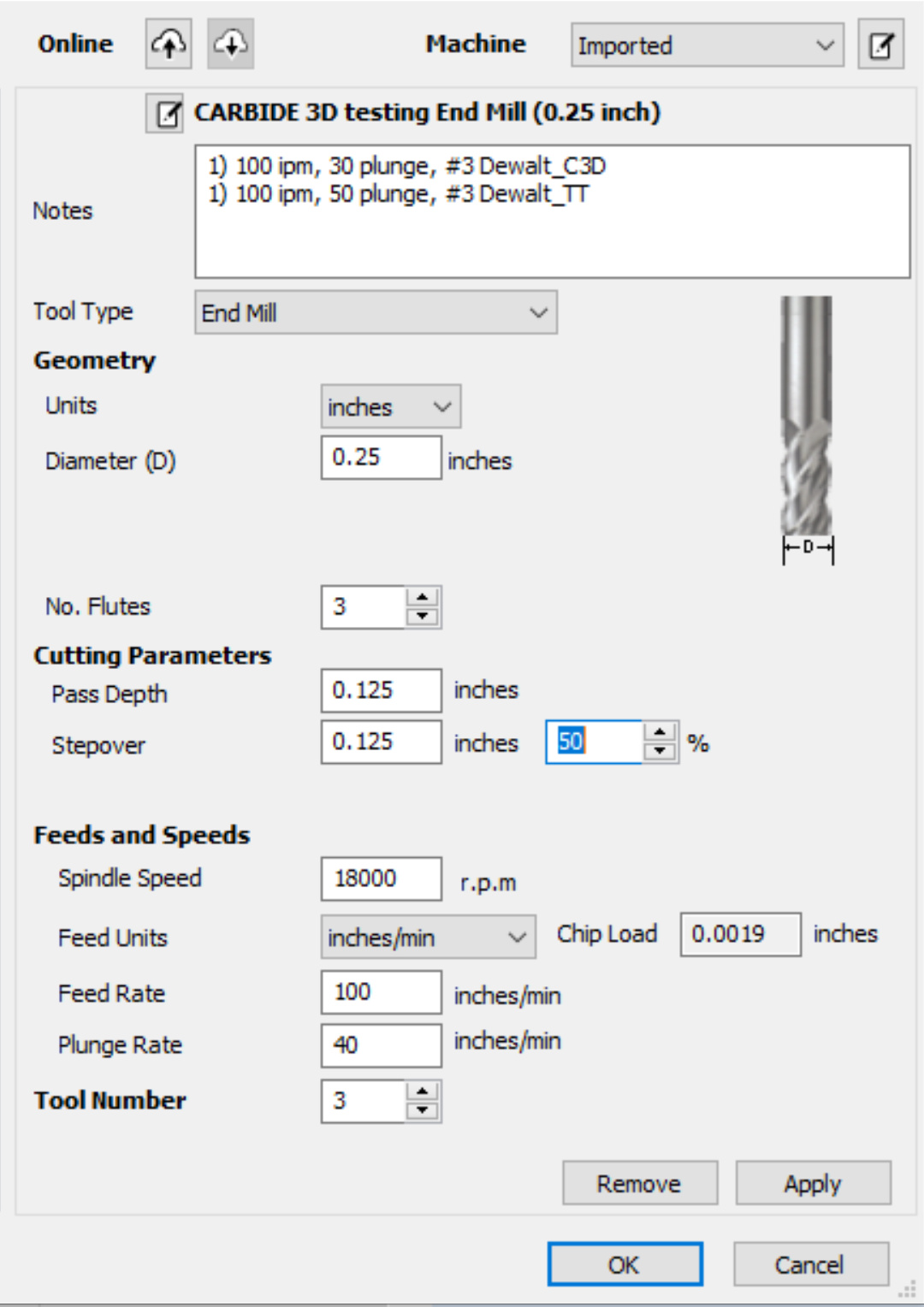
No problem see pics Does this answer your question?
Im on my computer 90% of the time as im finishing college / making things in my diy CNC wood shop so lemme know if theirs anything else I can help with. Trying to get some macro video tutorials going soon.
Thanks for checking that for me. So it seems v10 does not account for chip thinning in the calculation. No big deal, I would have been surprised if it did (even Fusion360 does not do it…), I guess I’ll continue to use the spreadsheets 
It’s still a good thing to be able to double-check chipload at a glance in that menu.
Manufacturer’s chipload recommendations don’t either. ![]()
2019-09-24 Update
@Julien This HEM Guidebook says that “chip load” is defined only by feed per tooth (IPT) at RDOC = 50% cutter diameter, whereas “chip thickness” reflects the impact of chip thinning. Since that makes sense to me I’ll change the SFPF Worksheet accordingly.
Yeah this other source also states the “chip thickness” is what you get after thinning, while “feed per tooth” is the thing computed at 50% WOC. I’ll make a note about this in ebook v3, not that I think it matters much as long as people understand the two concepts, but using the “right” words is preferable indeed.
It’s actually the same source. But, unfortunately their HSM definition seems to differ from the “classic” definition - assuming there is one!
Looking at buying some endmills, I came across right-hand and left-hand endmills some are upcut while others are downcut. Since our routers are going clockwise or right, most of the endmill are right-hand but when do you use left-hand? Do you need a left-turning spindle? This was not addressed in @Julien current version E-Book. I looked on-line but I found the info confusing. Maybe this is something @gmack has previously looked at.
Beats me - maybe asymmetry in the machine’s performance? HF spindles can run in either direction, so they can use either type. But @VikingVoyager said he wants to be able to reverse his router’s rotation direction for reasons I don’t quite understand. Maybe he can explain/elaborate!
This is the discussion I found on the subject but I can’t say I was clear on the issue after reading it.