You mean slow down your feed rate (IPM) rather than spindle speed (RPM) - right? High speeds are good because they reduce cutting torque - and hence forces on the machine and workpiece. Reducing feed rate also reduces forces, as does reducing depth of cut (DOC) and/or width of cut (WOC) per pass. But, IMO, its better to reduce WOC than DOC whenever possible to utilize more of the endmill’s cutting length to reduce wear.
I also agree that people shouldn’t be trying to make wood chips rather than sawdust with either routers or HF spindles on hobbyist machines. Handheld and table mounted routers have been making sawdust for decades, and the required operator/machine force levels are pretty comparable.
Minimizing the overall cutter stick-out from the spindle’s load bearing supports (V-Wheels, linear guides, etc.) reduce the detrimental effects (vibration and deflection) of the cutting forces.
You have to look at the cut and if you are getting burning on your cut it could be contributed to rpms of your spindle,and moving to slow, not all bits should run a full rpms. In my opinion this is something that is learned by listening while your cutter is cutting and make adjustments for chatter and burning by stepping up the feed rate and changing the rpms.
When you say WOC are you talking about the stepover of the tool.
Jeff
What bits do you run at speeds less than what they’re rated for? I think of WOC (ae) as the radial (horizontal) engagement (depth) of the cutter in the material and DOC (ap) as it’s axial (vertical) engagement. So WOC is the result of the stepover process.
I’m working on v3 of the e-book, and I would appreciate if someone was willing to share a couple of pics for me to use in the book (I’ll give due credit) to illustrate:
the Z-plus upgrade/option
vertical workholding fixtures in front of the machine (I’m looking at you @luc.onthego )
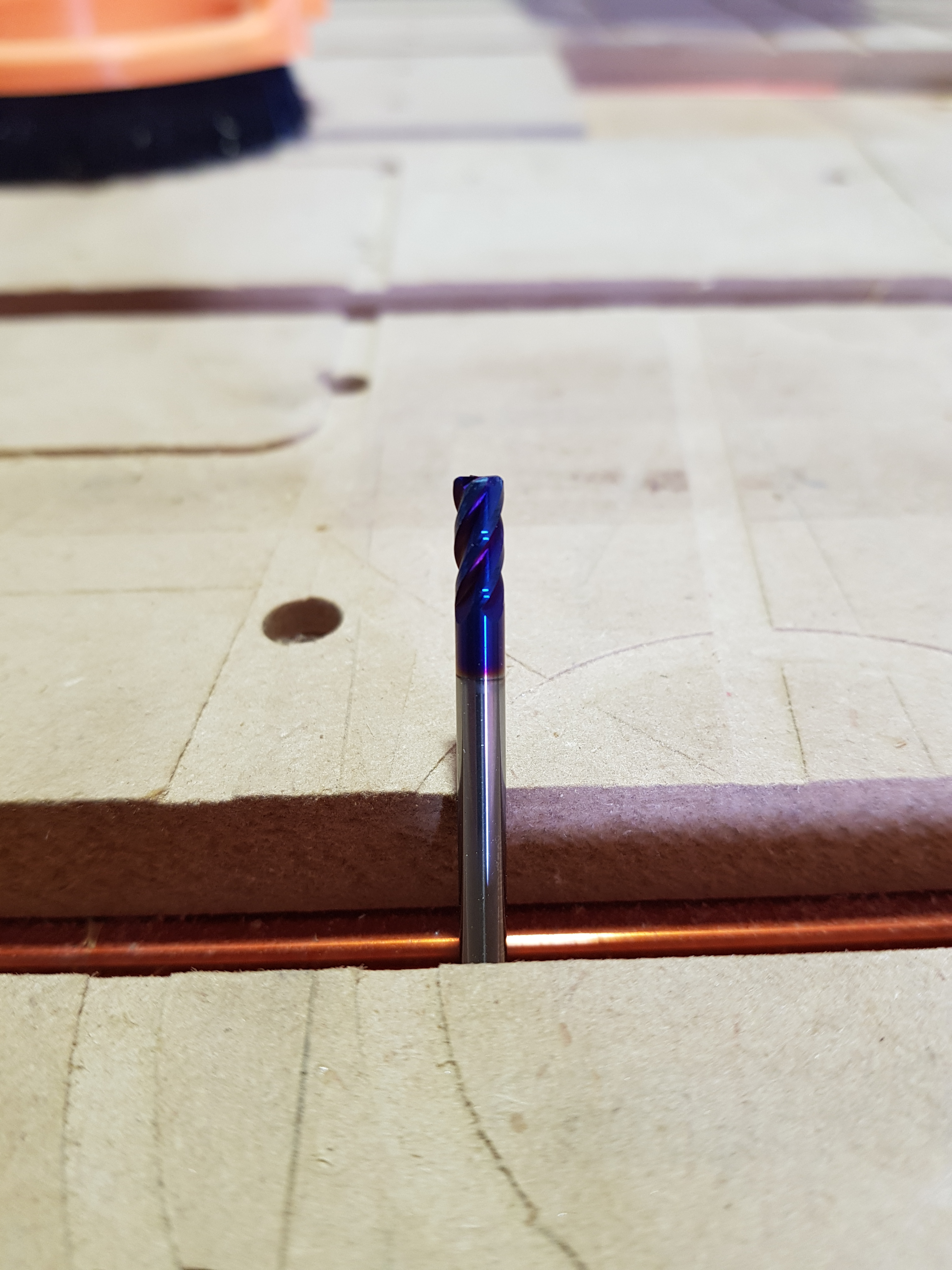
close-up shot of a corner radius endmill
If so, can you please PM me said pics (or just post them here and confirm that you are ok with me using them in the e-book) ?
What I had in mind is kinda like of the first one, but smaller, basically a square endmill with a small radius. Halfway between a square endmill and a ballnose. But I’ll take those router bit illustration too !
first one is a ‘bowl bit’ … @wmoy has various videos with those in it, and they’re really great for making the insides of boxes/trays/etc … a ballnose would leave ridges, but this one will (with reasonable stepover settings) have a perfectly flat bottom while having the edges of the pocket rounded
Honestly I haven’t had time to test it, my wedding is coming up and I’m in full production mode on the shapeoko and the laser, it’s all timber, nothing aluminium that I can use it on
NYC CNC highly recommends them if possible (doesn’t interfere with assembly, etc.) for tool strength/longevity, as the square corner is the weakest point and can chip. I’ve been meaning to get a two flute version to try; I wonder if a single flute is possible in a corner radius
They are also known as “bullnose” end mills, if you wanted an “aka” in the book.
 )
)