Dial gauge has arrived, with a hefty magnetic base. Clamped a piece of steel to bed, locked magnet onto it so I have a good stable base to measure from.
Zeroed at machine centre, half way through Z travel.
A single step at 1mm jog gives 1mm up, 0.85-0.87mm down. If down was the last direction, 1mm down and 0.85-0.87 up. The same circa 0.15mm backlash is there.
Using 0.25mm steps, a single jog gives 0.25mm up, 0.1 down. If down was the last direction, 0.25mm down and 0.1 up. The same .15 error.
Using 0.025mm steps, a single jog gives 0.025mm up, nothing down until the steps add up to more than 0.15mm. The same true of the reverse directions.
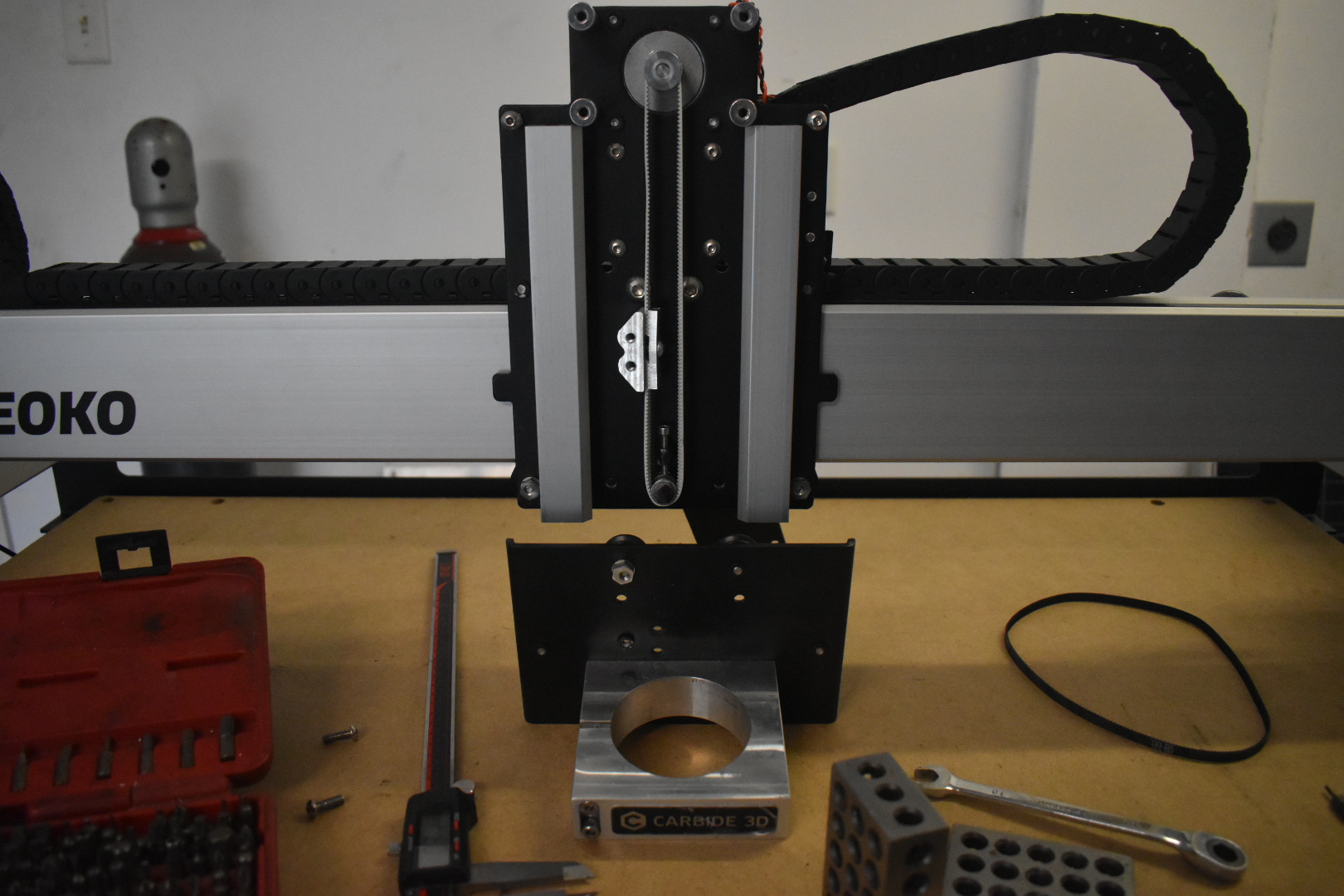
I removed the stepper pulley (which was tight), checked it for wear/ovality of hole etc., nothing. Re-fitted it and repeated the above tests with the same outcome.
I looked for movement in the X or Z carriage, vertically or trapezoidal, nothing. Checked pulley rotation for each commanded step, and it does appear to be moving as-per the jog commands.
So the only remaining component that has any slack potential is the belt. Re-tensioned it, but no change.
I have ordered a replacement belt GT2/6mm/2mm/522mm and whilst at it got a steel core equivalent (which is open, not a loop, so will have to think how to solidly joint it).
Given how fantastic this machine is, it is shame to still be wrestling with this backlash issue…
 The other half has been the project of making a Grandfather clock, every single piece of it (except a roller bearing). It’s up and ticking, and the electronics side of me is now tinkering with a Raspberry Pi, a Hall-Effect sensor and some simple code to watch the tick-tock timing and moving averages to be able to fine tune the accuracy. Currently getting about 2% that seems to drift quicker over about 4-6 hours, so another mechanical subtlety to track down and refine
The other half has been the project of making a Grandfather clock, every single piece of it (except a roller bearing). It’s up and ticking, and the electronics side of me is now tinkering with a Raspberry Pi, a Hall-Effect sensor and some simple code to watch the tick-tock timing and moving averages to be able to fine tune the accuracy. Currently getting about 2% that seems to drift quicker over about 4-6 hours, so another mechanical subtlety to track down and refine