A question about plunge rates. I have just got the XL and firstly want to cut my own waste board for T nuts. I have created it and set the tool paths. When I go to cut it with the included 201 end mill, the plunge into the pocket for the nut head rebate causes it to go out of Z-axis alignment, due to the 201 not being that kind of bit, and it forces the router up in its clamp, which is already very tight.
I have checked the settings against this one (that’s imperial and I want metric) and I’m actually using more conservative settings.
Go to this site and down load his file for the waste board it’s free. He also has other files for the CNC that are very good. Along with many videos that are very helpful for beginners. https://www.myerswoodshop.com/
Well, no. CC doesn’t support anything but a straight plunge. Ramp and helix would be nice, and and much easier on the tooling, but you need to go to a different tool to do that.
I assume you are using MDF for that wasteboard ?
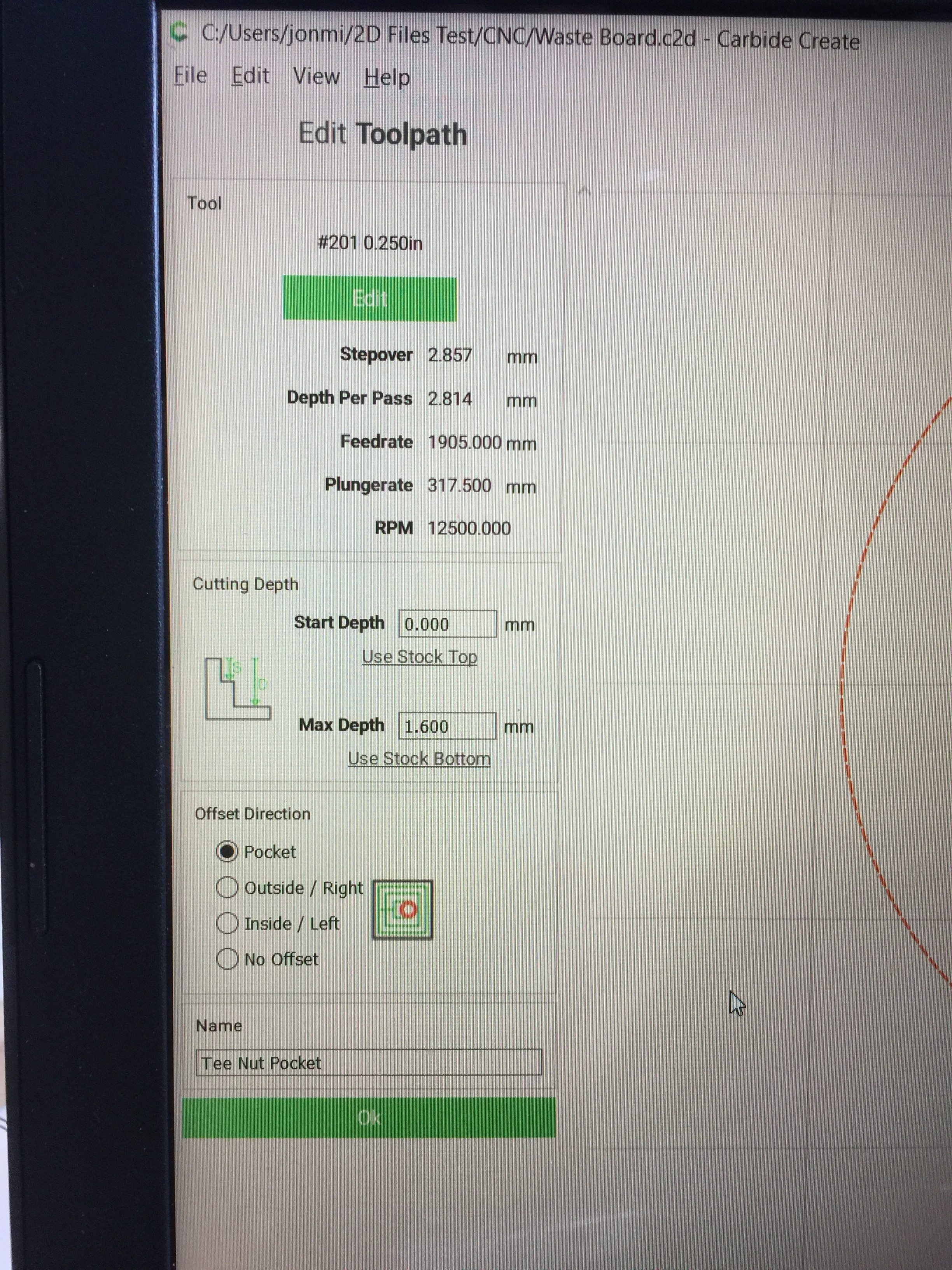
317mm/min for straight plunging in MDF should work easily with #201, especially over a depth of 1.6mm only, so if it “forces the router up in its clamp” there is probably something wrong mechanically, or the Gcode file is not actually going at 317mm/min.
You could post the .c2d file AND the associated generated G-code file here for a double check, to get that possible cause out of the way.
Then maybe post a pic of your router&mount assembly ? Is it the Makita or Dewalt ?
Problem solved- I tightened the bejeesus out of the z belt until it really twanged and all’s good now. Waste board cut to my specification and now on to the cam cleats!