Some suggestions on the Fusion model, nothing wrong with yours but here are some other ways you could do it.
I personally, would not have modelled the threads in the holes, I think it just makes the machining harder to set up, unless you actually have a tapping attachment for the CNC. I model threads for 3D printing but just the tap drill size hole for Shapeoko.
I would leave the outer boundary cut out until last, the bigger the workpiece the easier it is to hold down, I tend to do the smaller internal features first where I have a heavier workpiece for stock. At this size and with stock this close to the body size it probably doesn’t make much difference though.
I would not have used the move to place the plate at XYZ origin in the model space, I always set the machining origin per setup, that way I’m not dependent upon a move which may become inaccurate if I change the thickness of the part or some other aspect. I see you have a separate stock body which is the basis for the origin in the CAM setup anyway, set at 45 degrees, are your parts bigger than your machine? 
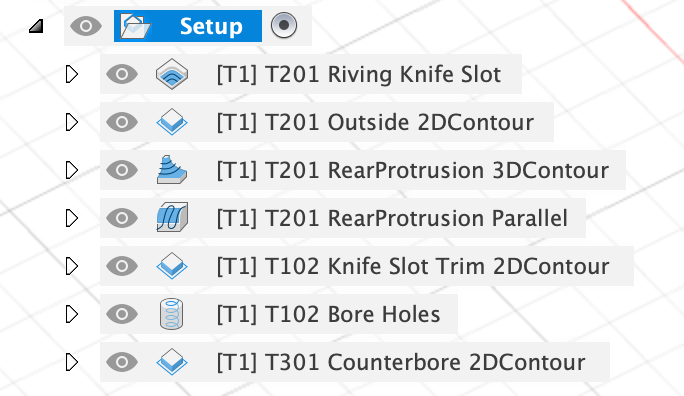
The Riving Knife Slot setup -
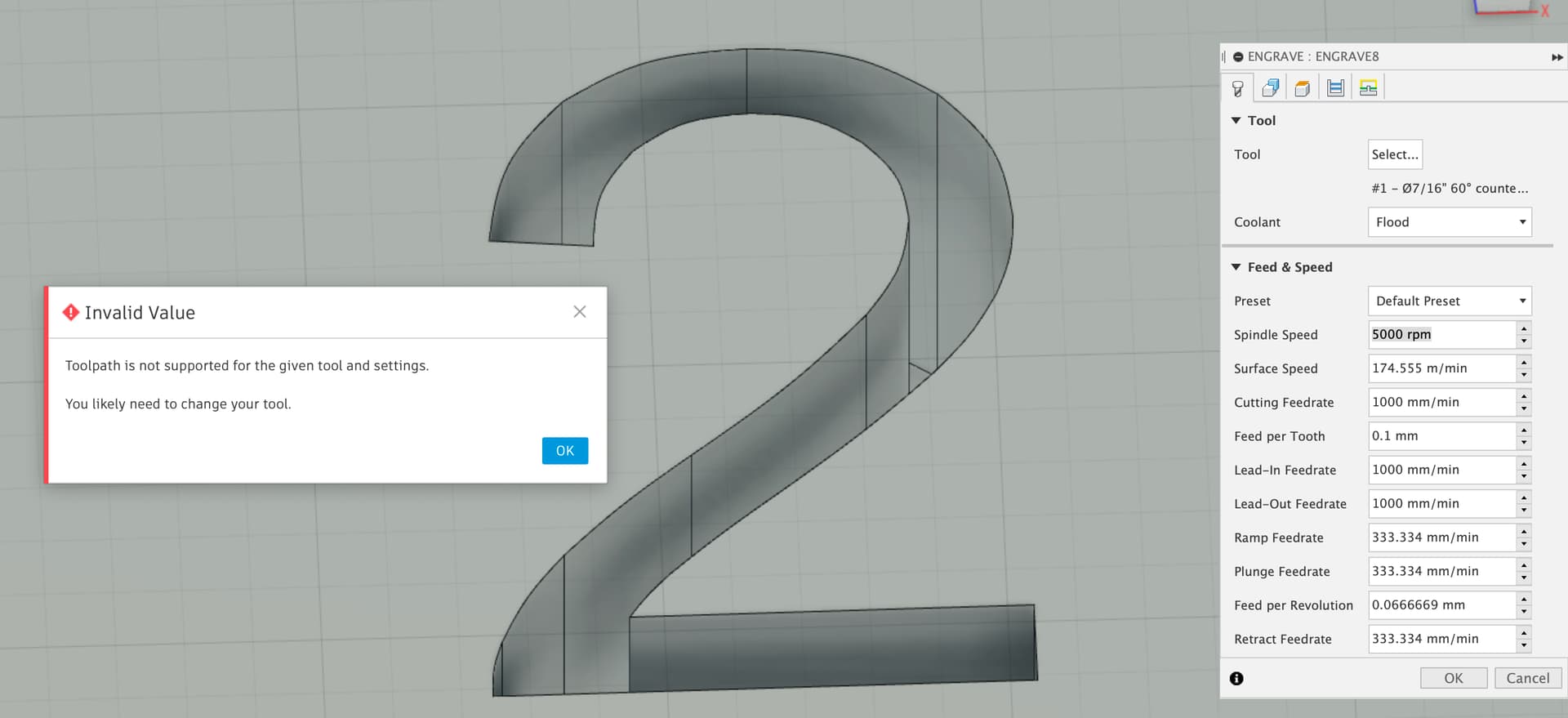
The spindle speed of 5000RPM in that toolpath seems a bit low.
The second op with the 1/8th cutter could also be a contour with a finishing stepover to avoid having to do that helical ramp in. Not sure which is better or faster.
I might also do all of this with the 1/8th cutter to avoid the tool change.
The holes, I might use a boring op instead, once the threads are removed from the model. The hole with the chamfer top can be a gotcha here, just set the top height in the boring op to be stock top and you won’t get the scary plunge to start in the middle of the workpiece…
I’ve set up a contour toolpath using the 90 deg chamfer cutter you defined for the countersink. It’s not exactly obvious, I think it was an NYCNC YT video I learned this from.
The adaptive which does the outer contour I might break up. Adaptive isn’t really a finishing strategy and the plunge to start would be a bit “stand well clear” in metal  .
.
I might do this with a 2D contour around the outer edge first and then use a 3D contour and parallel toolpath pair to do the clip piece.
Here’s the file with the other options for toolpaths inserted.
HTH
ThroatPlate 90Blade NoSideTaper - CAM options.f3d.zip (260.7 KB)