I did a bit of research and ended up importing it directly from the manufacturer. One has to be a tad careful - there are a lot of spindle manufacturers, but only a handful that really know what they are doing, or care much about the product.
Here is a link to their store on Aliexpress - it’s not exactly the same model that I bought:
The company that owns Aliexpress has the same thing but on a grander scale (called Taobao or Tmall) - and is entirely in Chinese. On Tmall, the Zhenyu company’s shop is much more extensive - here is the link to my exact unit:
To look at Tmall links - I use Chrome, and turn on auto-translate to help make sense of it all.
If interested, its easy to communicate with the sales department at Zhenyu in english - and I just arranged them to send me the unit directly from China, had it in a couple of days.
I have no connection to this company - just a happy customer.
Re the software question: I use Estlcam to generate my threading G-code (and a lot of other stuff). It’s cheapish at $59 USD. Can’t recommend it highly enough!!
Wow, cool, thanks for the spindle recommendation. I will keep that handy for when I want to buy one. You need to buy the spindle, frequency converter, and more, right? What was your whole bundle you bought? I wanted to know where you got your threadmills too.
Yes I bought everything I needed from Zhenyu - spindle motor, variable frequency drive, water pump, tubing, ER20 collets and nuts, dust collection head, and probably other things I’ve forgotten!
That shop has a bunch of thread mills - that link above is for those designed to cut Aluminium. They have others for steel. Mine is made from tungsten carbide - not sure what would happen to it if you tried it on steel.
I can confirm that if the cutter runs into a clamp or other obstruction in the way - they promptly snap in half and may result in colourful language being said.
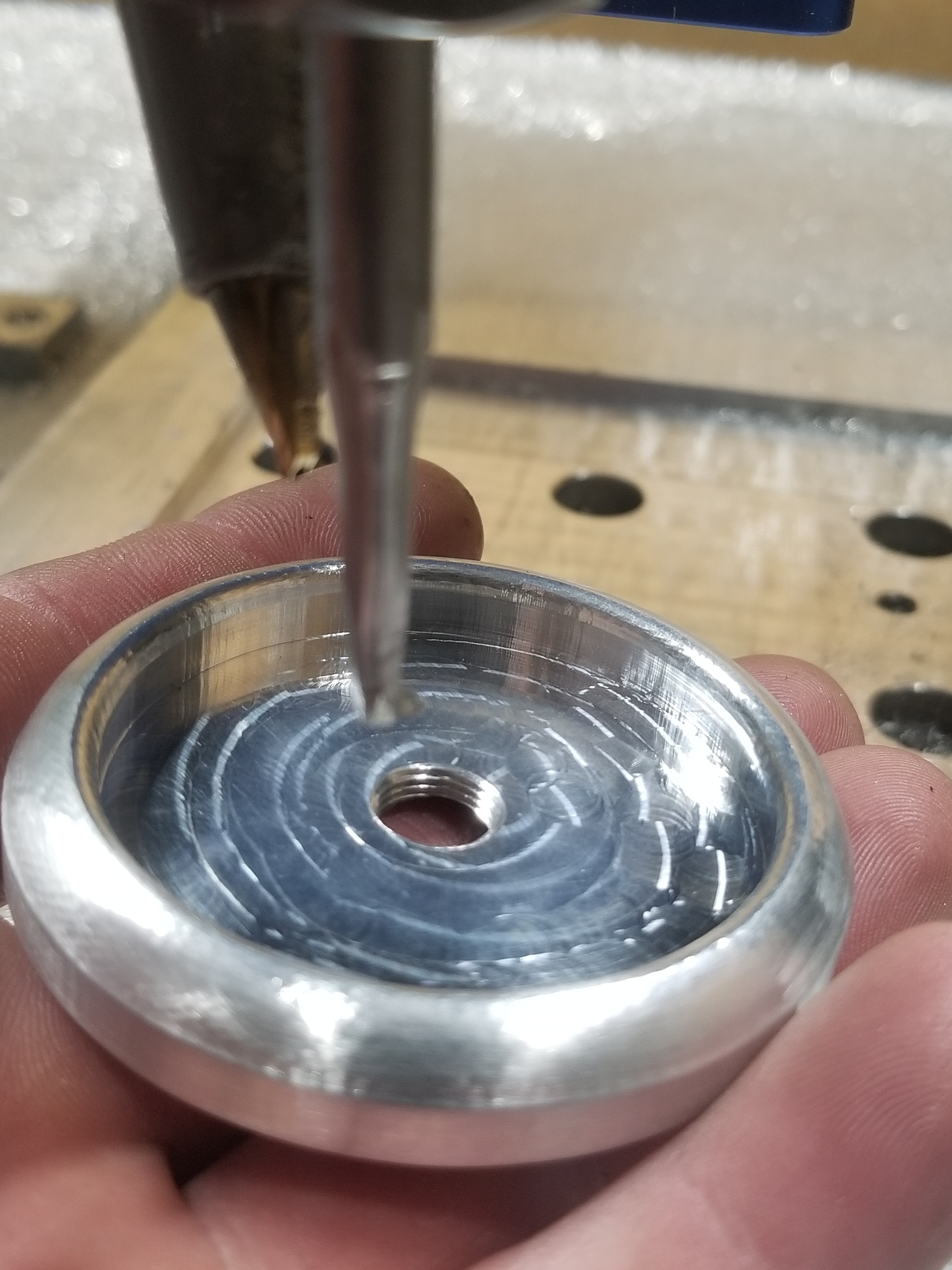
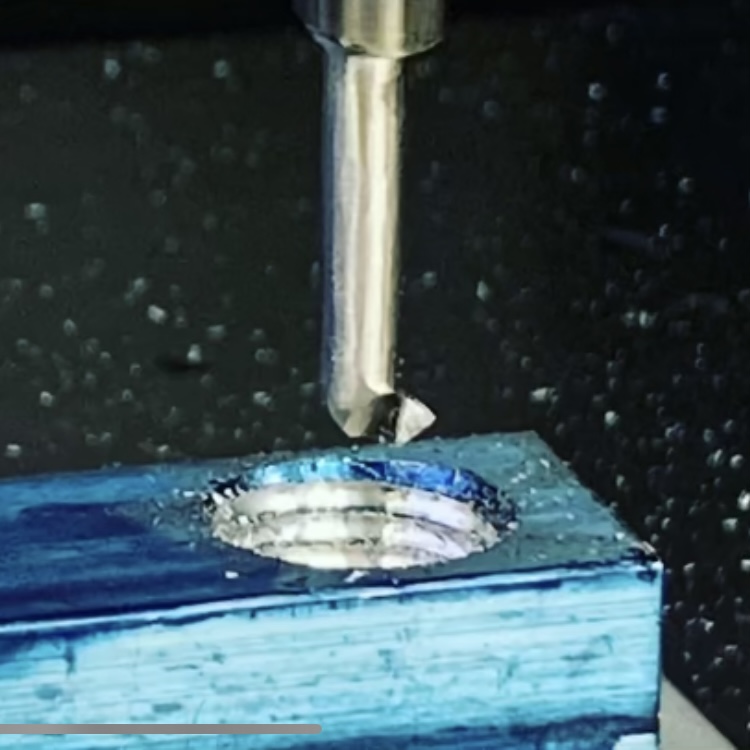
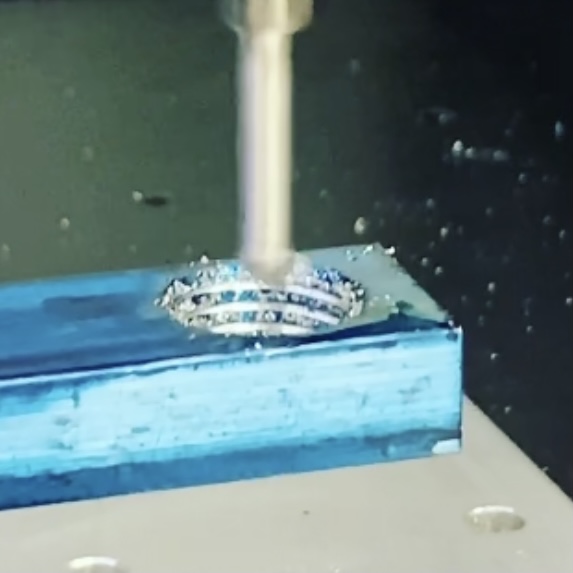
@RichCournoyer you sir, I owe a drink to. Wouldn’t have been able to finish these parts without copying your tap hack!
Using your method, turned a 1/4-28 into a single flute threadmill and successfully completed 3/8-32 without issues. Mine is far, faaarr uglier but function over form right.
resuscitation…Odd choice of word…so perhaps I don’t completely understand your concern/question.
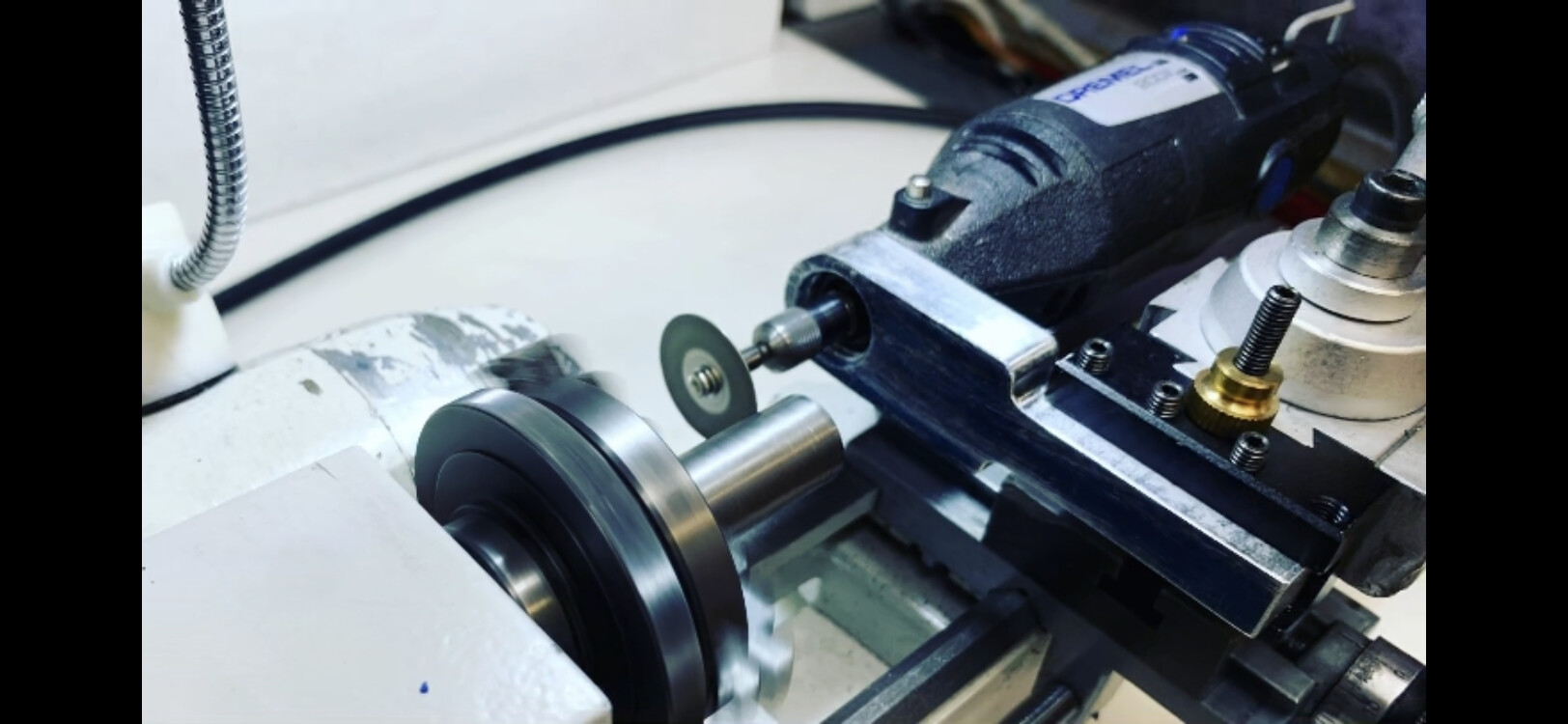
Now on to the next part of your comment. First time when I Thread Milled on the Shapeoko I made the cutter from an old 1/4-20 Tap. As I explained it is VERY easy to make since all you are doing is removing (grinding) away the other tap’s teeth. No special tools or skills needed.
Next, as a Shapeoko Owner, I’m fairly certain that you own some type of grinder (Bench, Angle, Dremel) and ANY of these will work. So come on and give it a try.
Lastly, I often attempt to educate the general public that Carbide is Carbide to a Shapeoko Owner. There ARE slight differences, but they don’t make ANY difference to a Hobby CNC. Trust me, I’m a scientist and have NO reason to lie to you. So having addressed that point again, Chinese Thread Mills (in the $30) range are available on the Web (eBay, AliExpress, etc), so these will work just fine.
(Math)
3/16" Collet = 0.1875 Diameter
M6 Cutter = 0.236
An M6 tool will NOT fit into a 3/16 collet.
Next thread (today) was a for a 3/4-12-UNS (S stand for Special, Although I have another choice word) Really makes me an unhappy person when a company picks a SPECIAL thread on their product. Brown & Sharpe was famous for doing that…you know when they actually MADE stuff in Providence, RI.
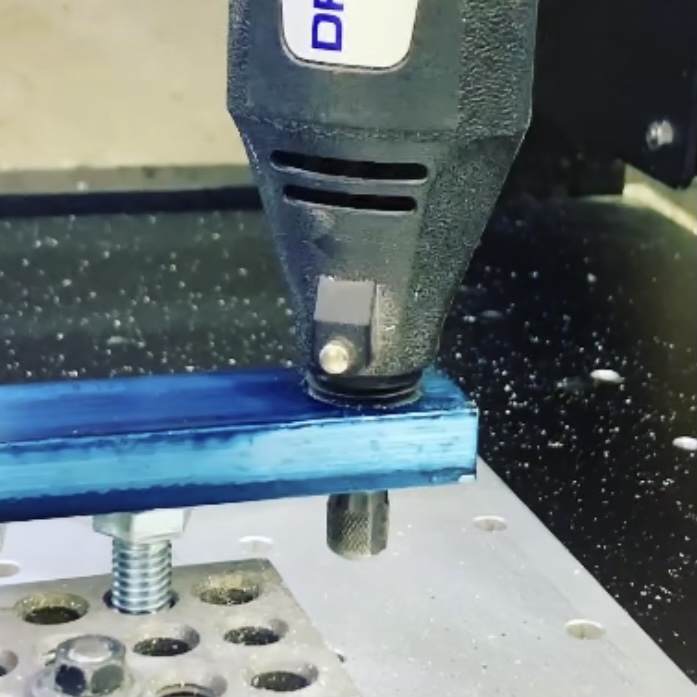
It’s the threads on the Nose of a Dremel Grinder. Taps are available from China for $20 (ish) dollars and 2 month (on average during this Rona Pandemic) wait, OR $118 at MSC. Since I only need to thread one part…a thread mill operation make good sense…don’t you agree Luke?
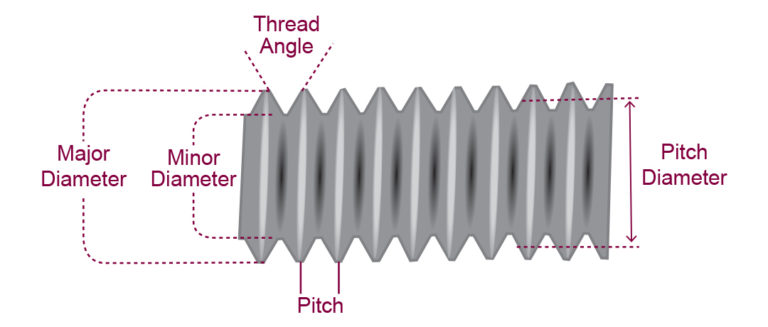
As Rich mentioned, there are different fits for specific applications. I’m looking to thread mill an aluminum waste board, should I just choose a nominal minor diameter size to shoot for? A random chart I pulled up for a 1/4-20 minor diameter lists .208-.218" as the min/max. When I use the hole creator in F360 it creates a hole with a diameter of .202" for 1/4-20.
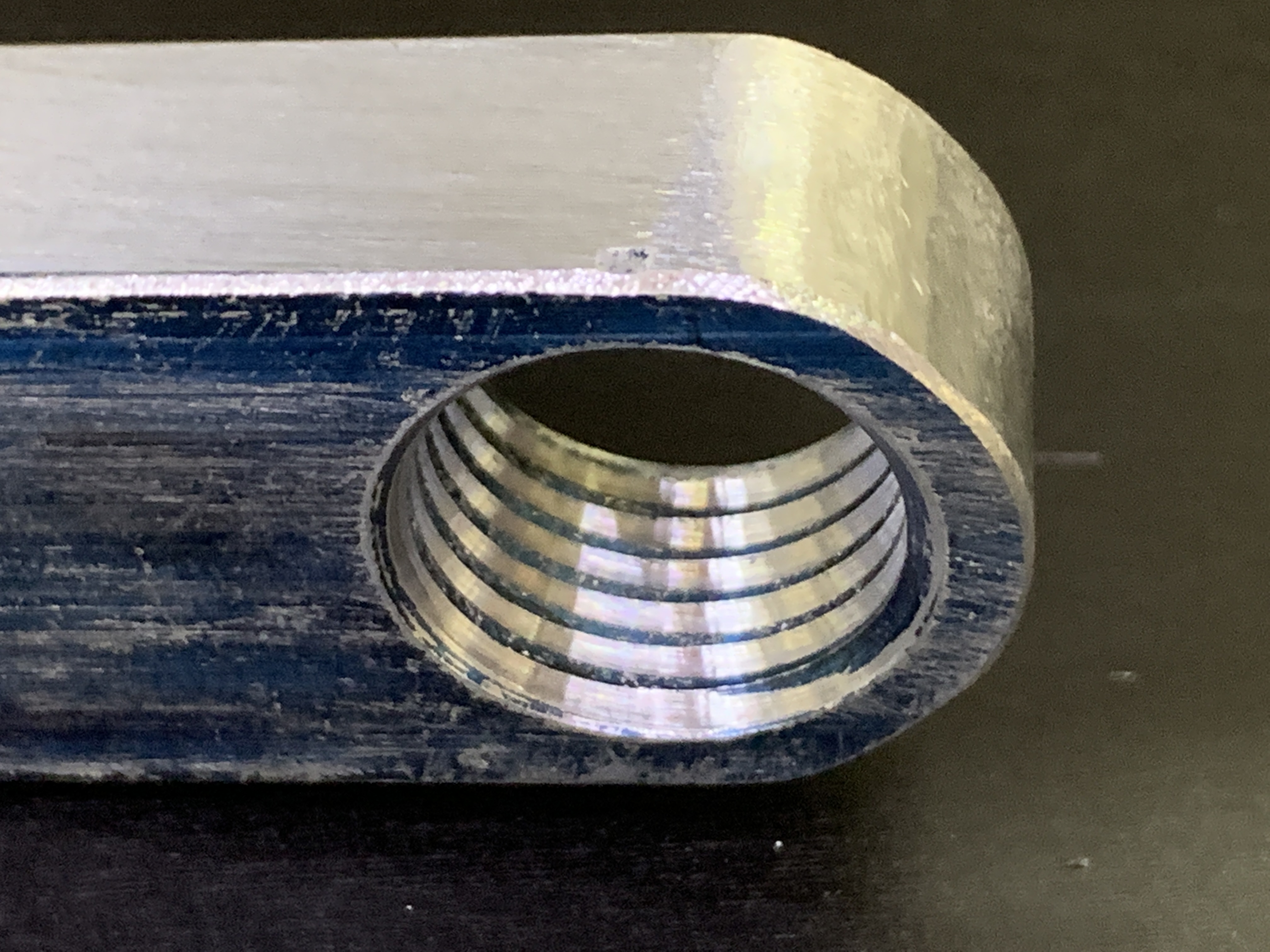
I’ll be curious to see how yours turn out. All the threads I have made have faceting on the surfaces, no matter how big or small my stepover is and no matter how fast or slow I go. They are work, they’re just not as pretty as I want them to be.
Yeah I need to set some time and material aside to practice before I let the SO3 loose on a few hundred holes. Hopefully get around to practicing this week/weekend.