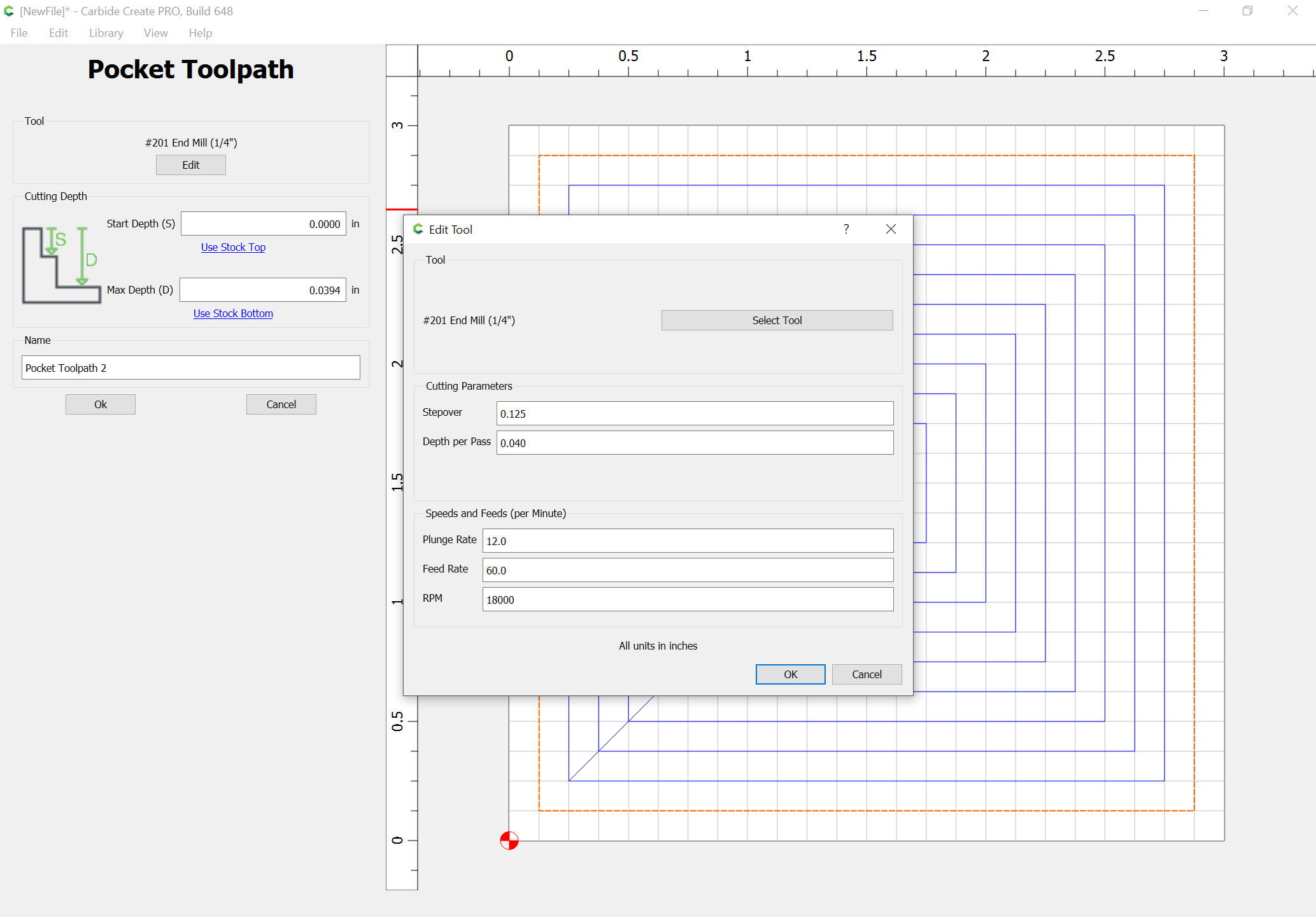
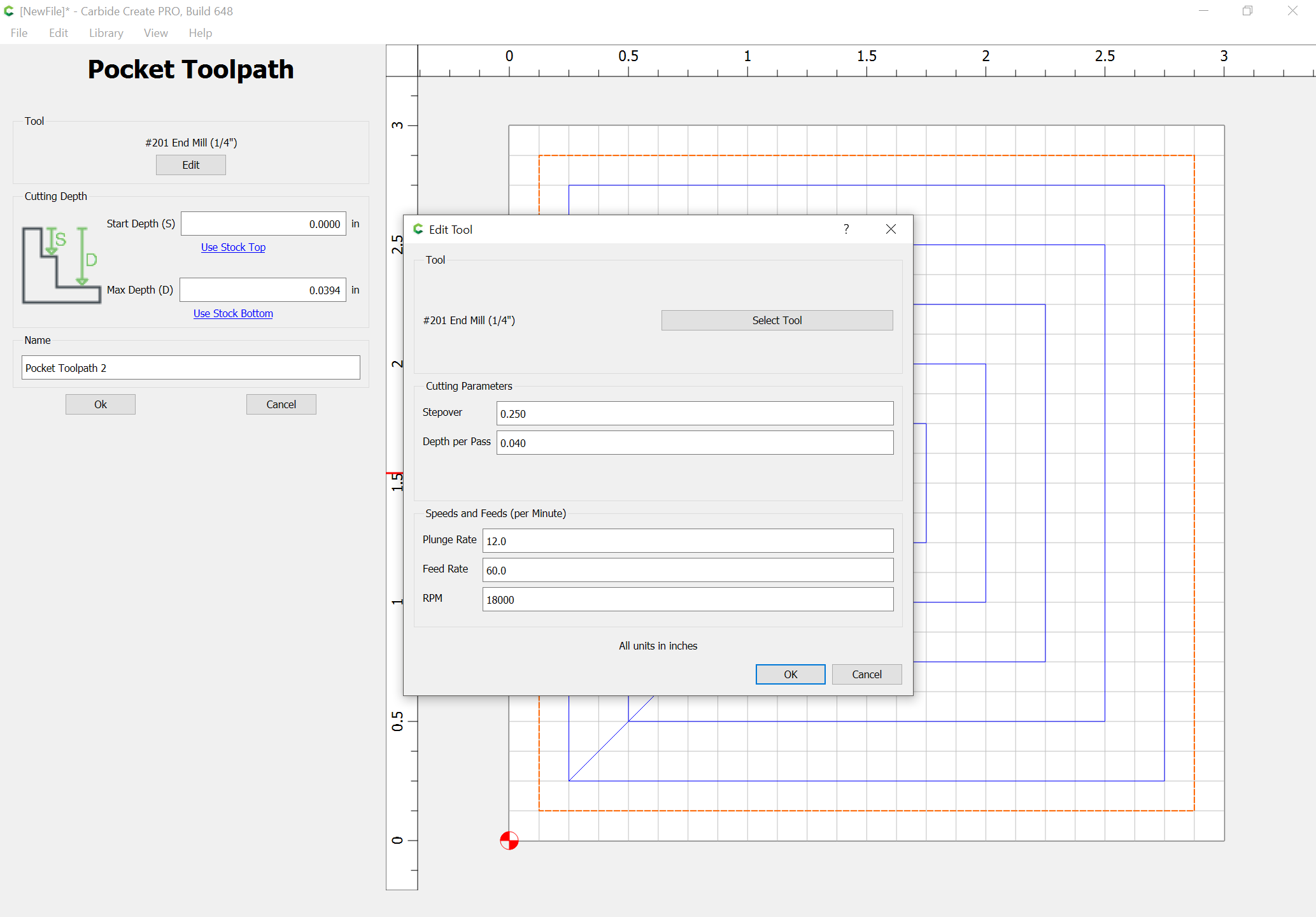
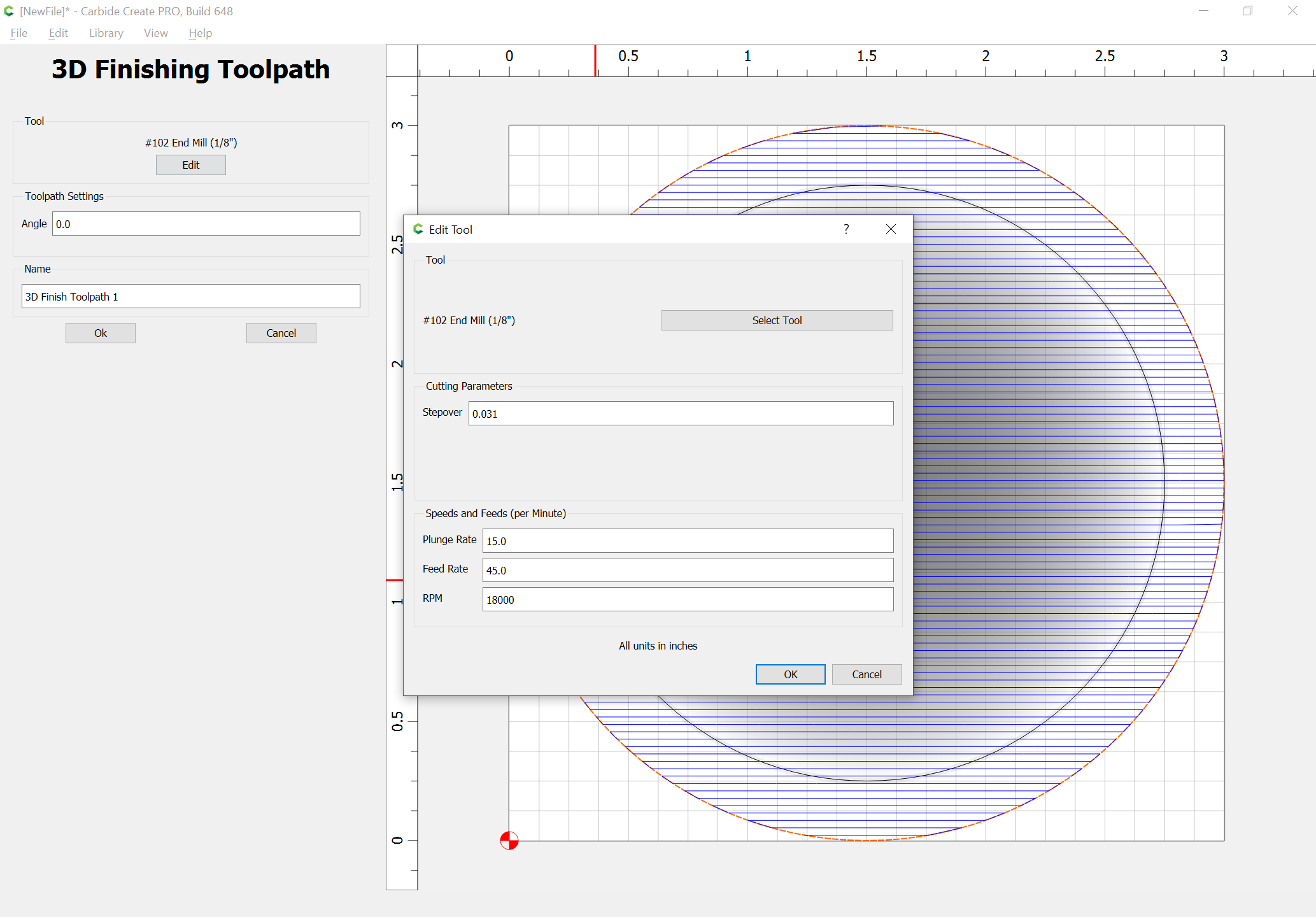
I am doing a 3d cut with 1/4" end mill roughing pass and 1/8" ball nose finishing pass.
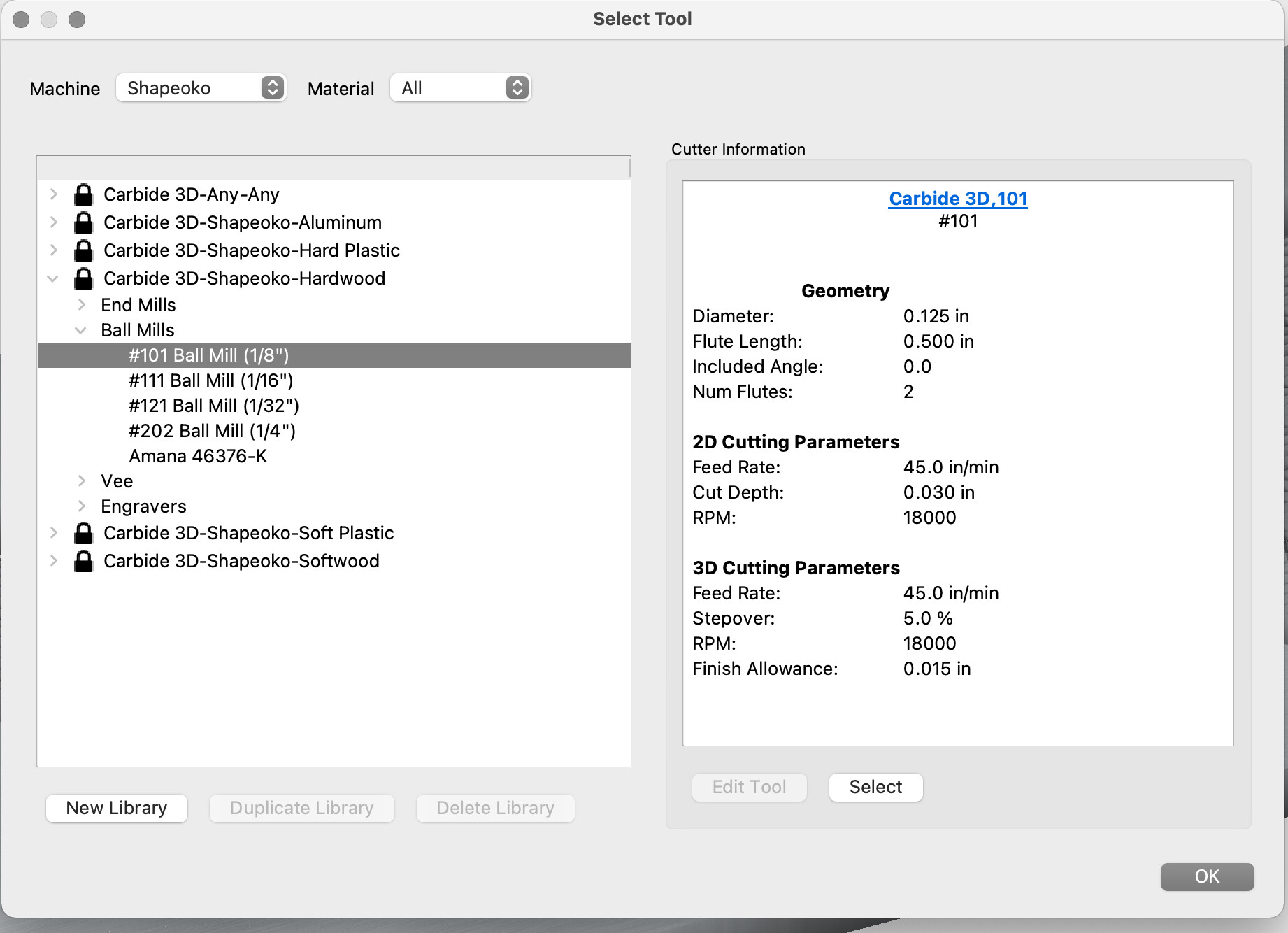
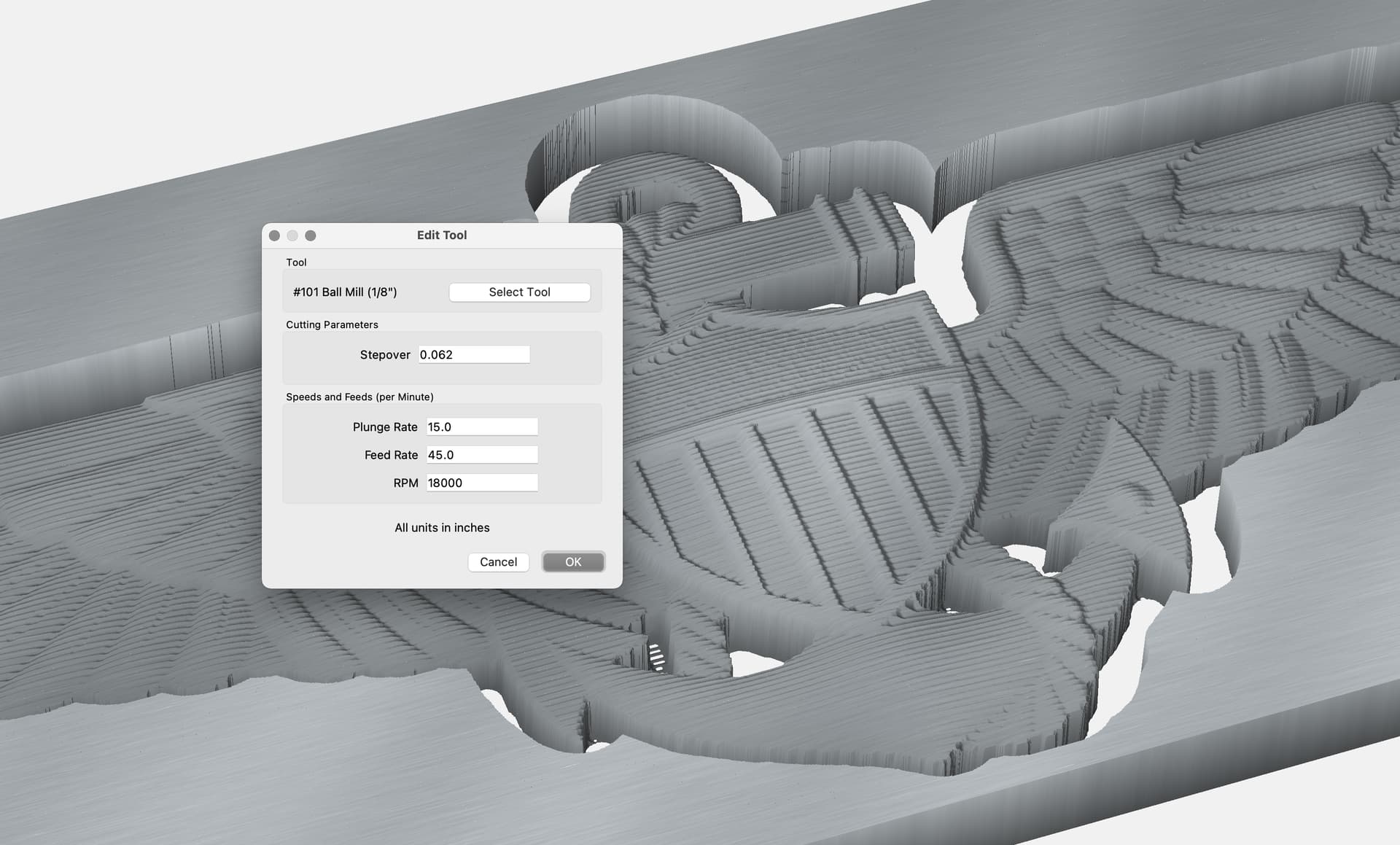
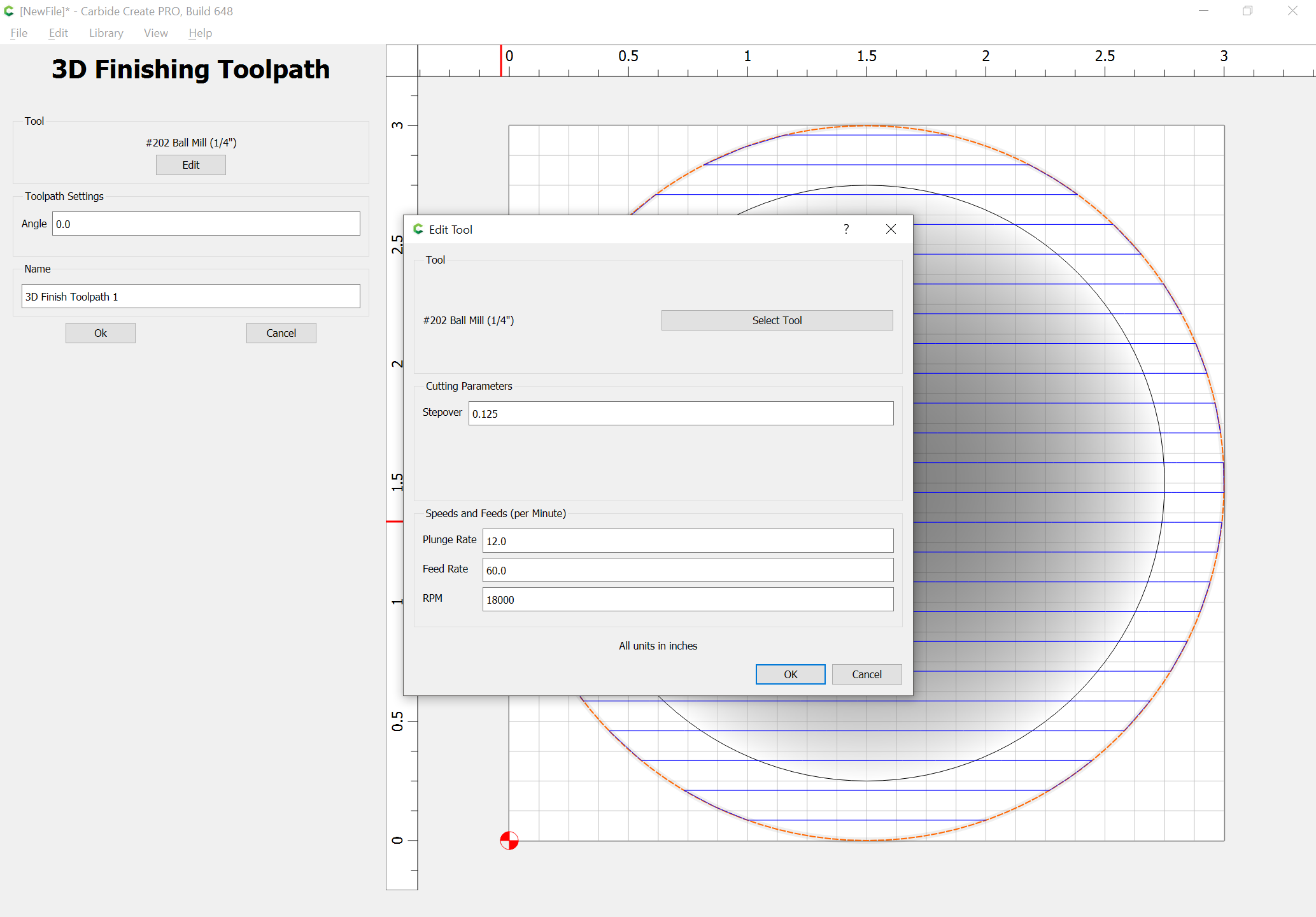
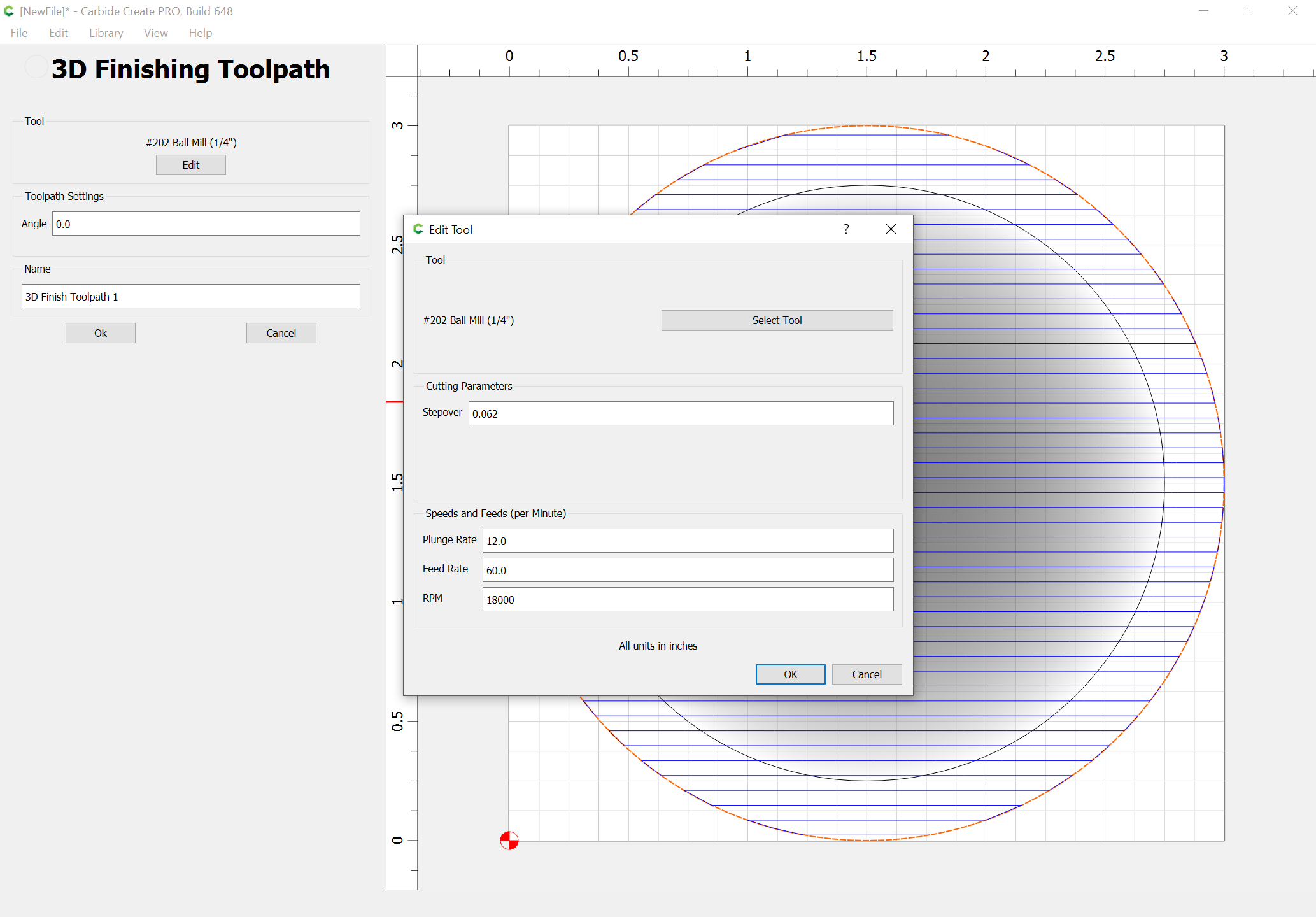
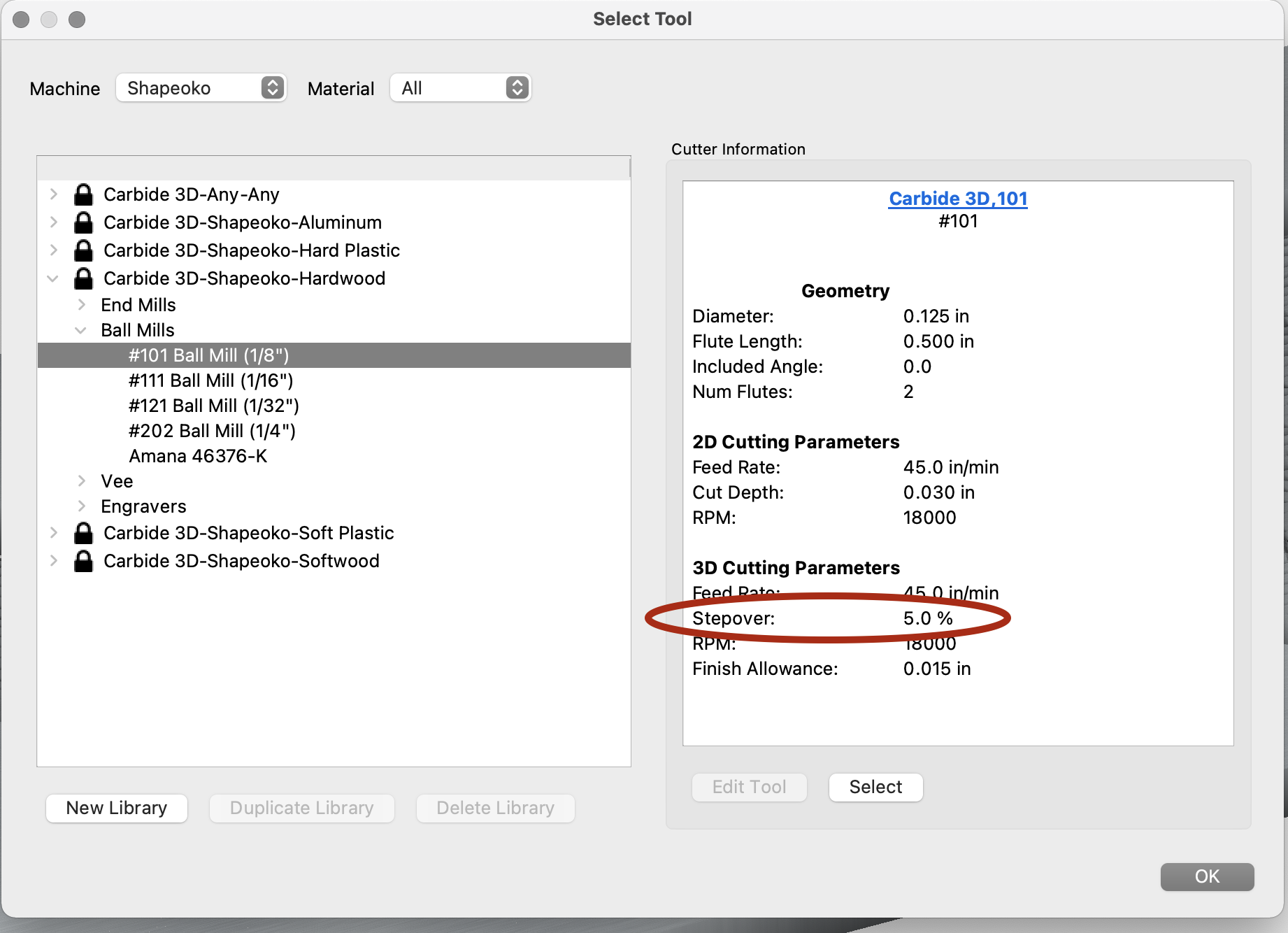
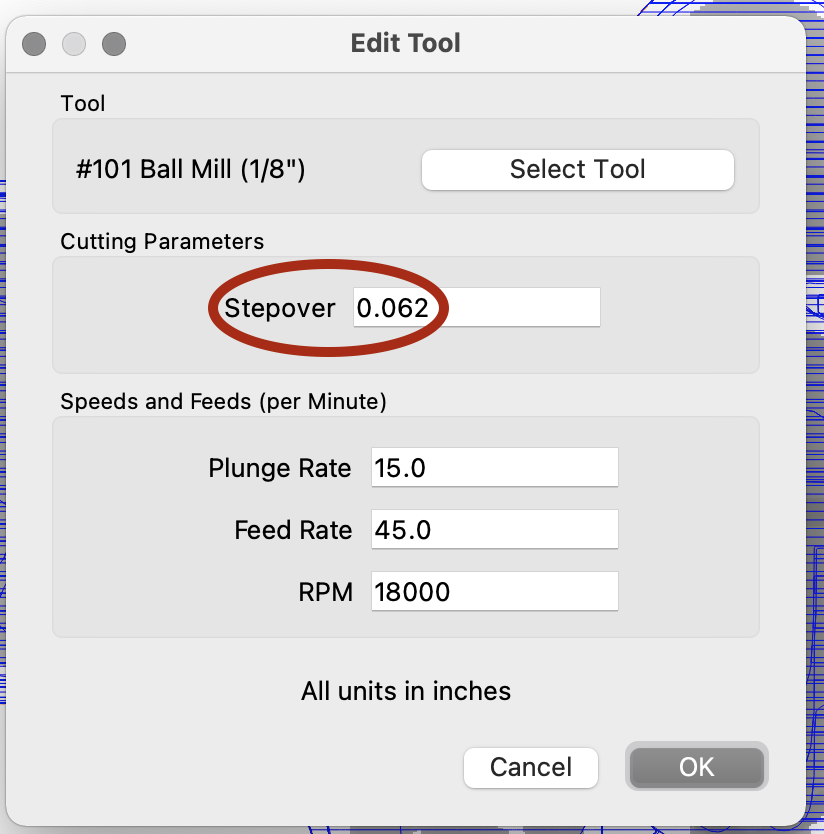
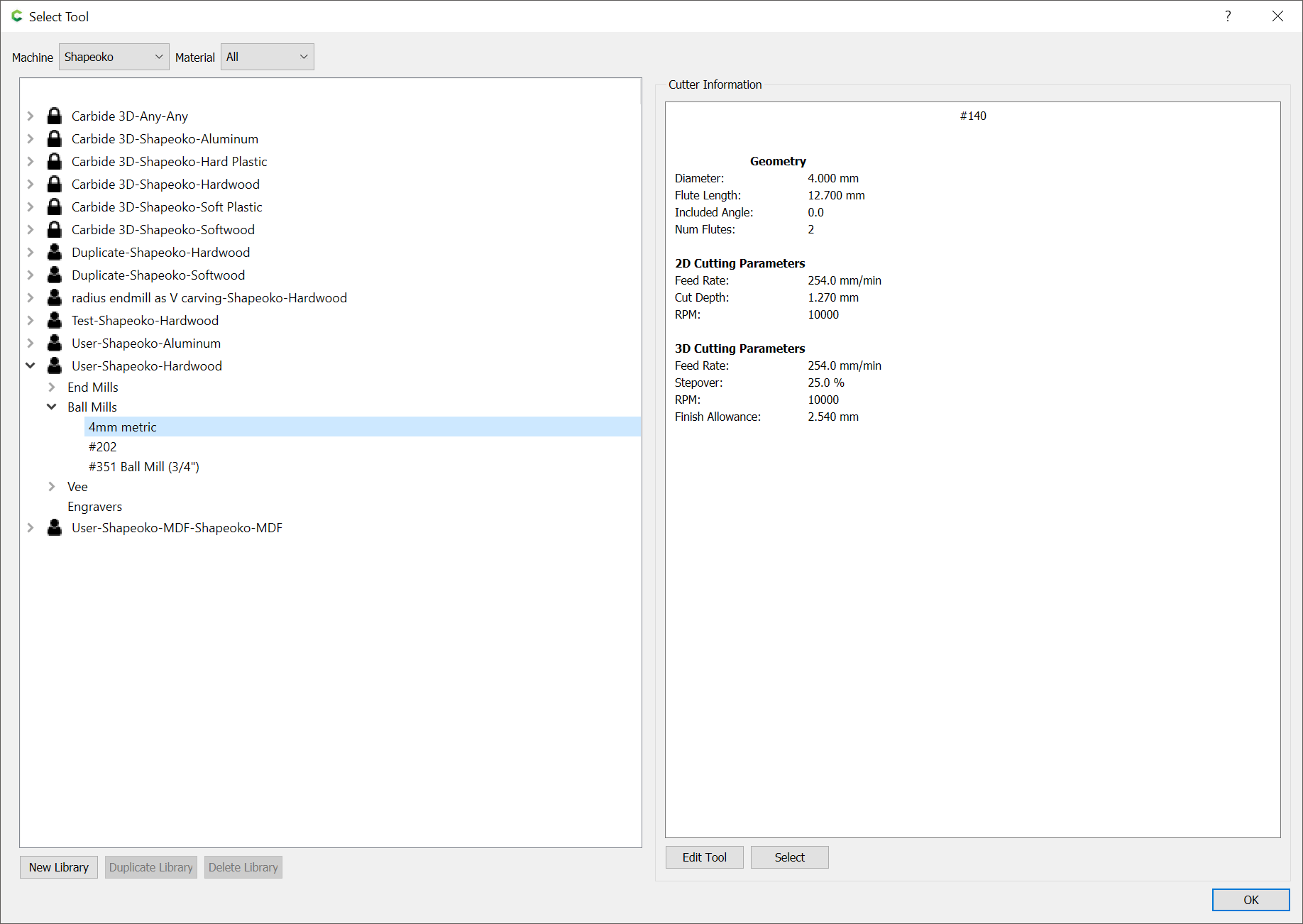
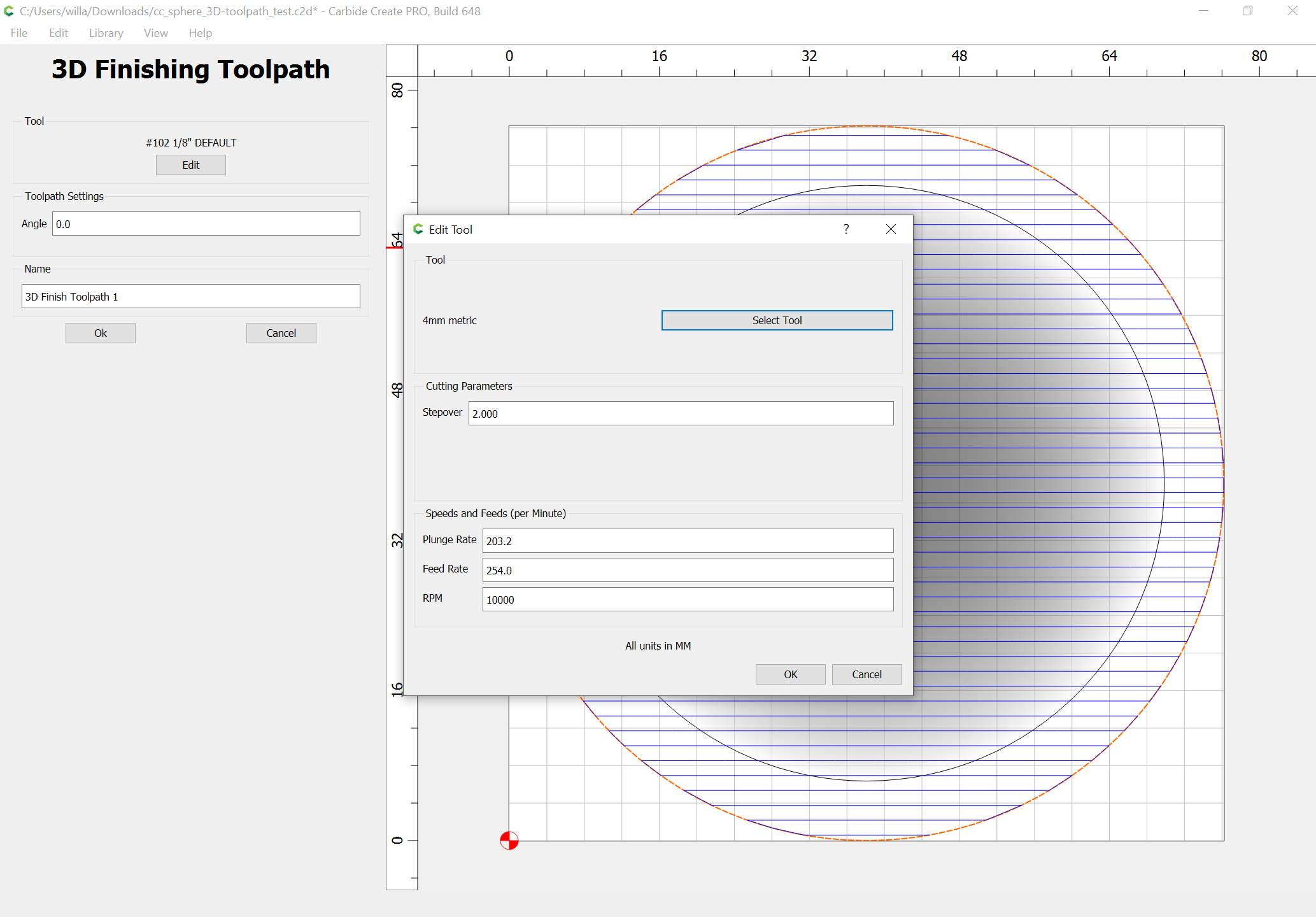
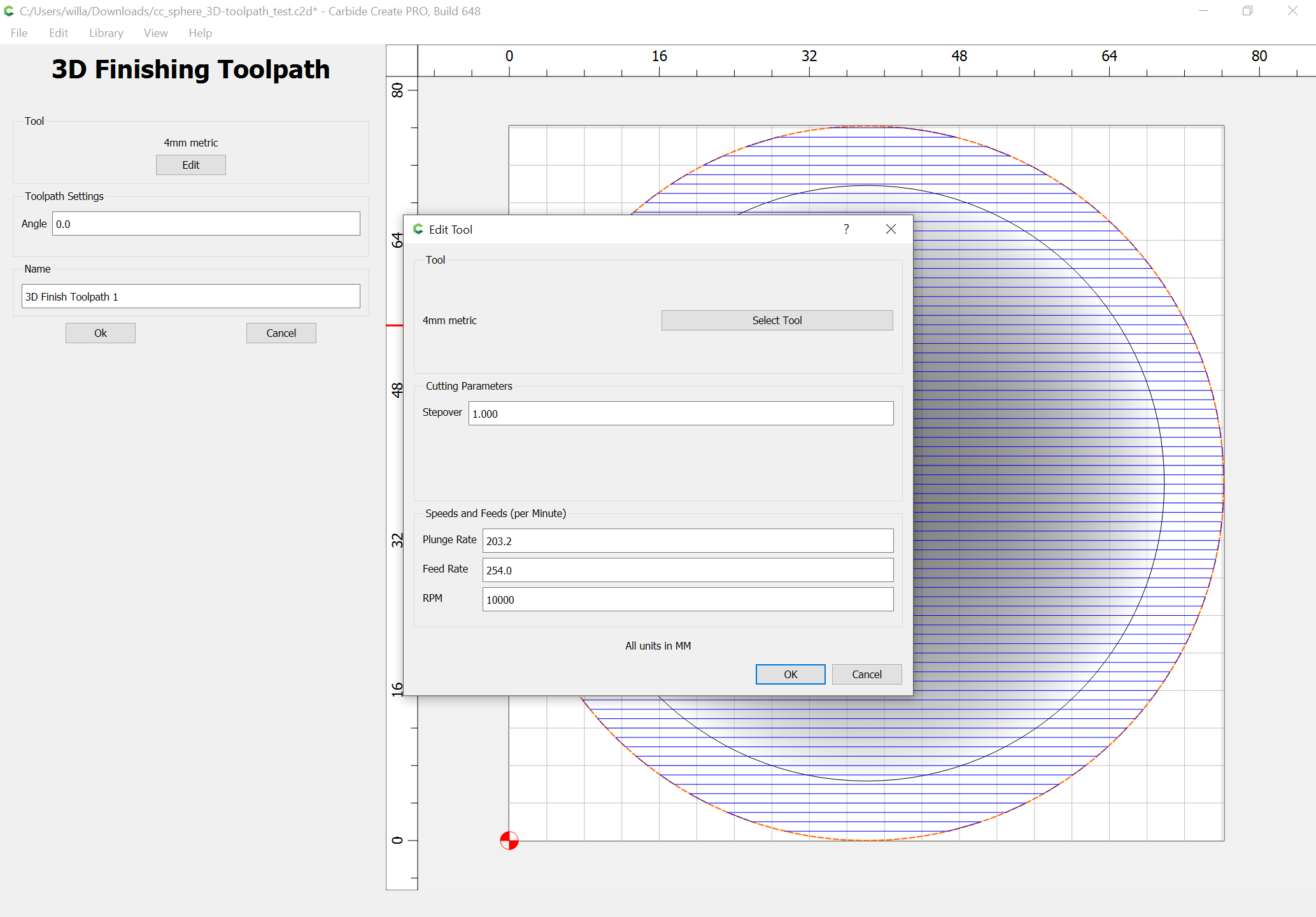
I noticed in the tool setup, the stopover for 1/8" bullnose is 5%. But when I look at simulation and also actual parameters of the tool path, it is at .062 which is more like 50% percent step over vice the 5% in the tool database.
5% step over of a 1/8" .125 bit should be .00615 right?
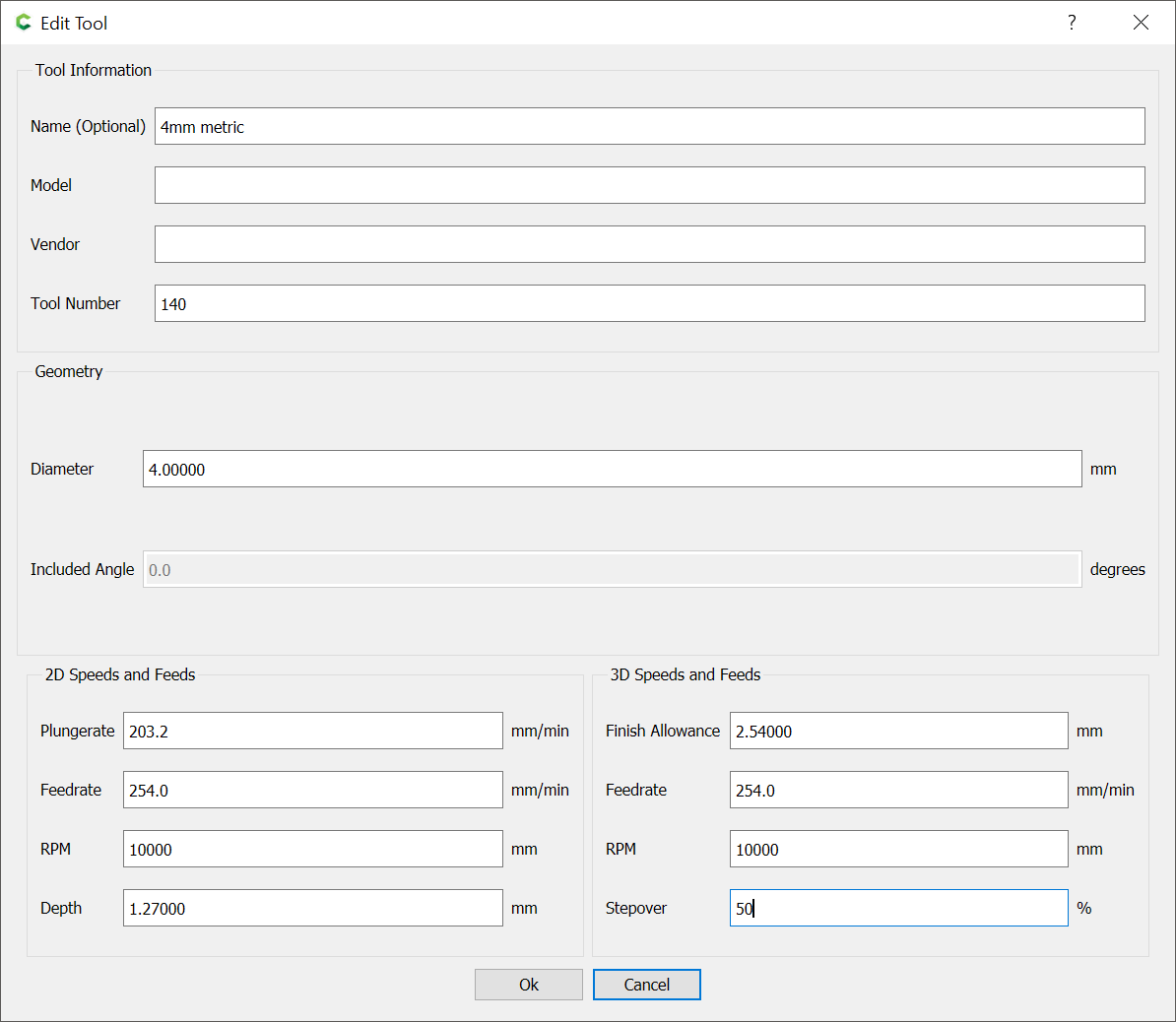
Is this a program error/glitch? Is the tool database wrong or corrupted? Is this an issue with using inches vs mm?
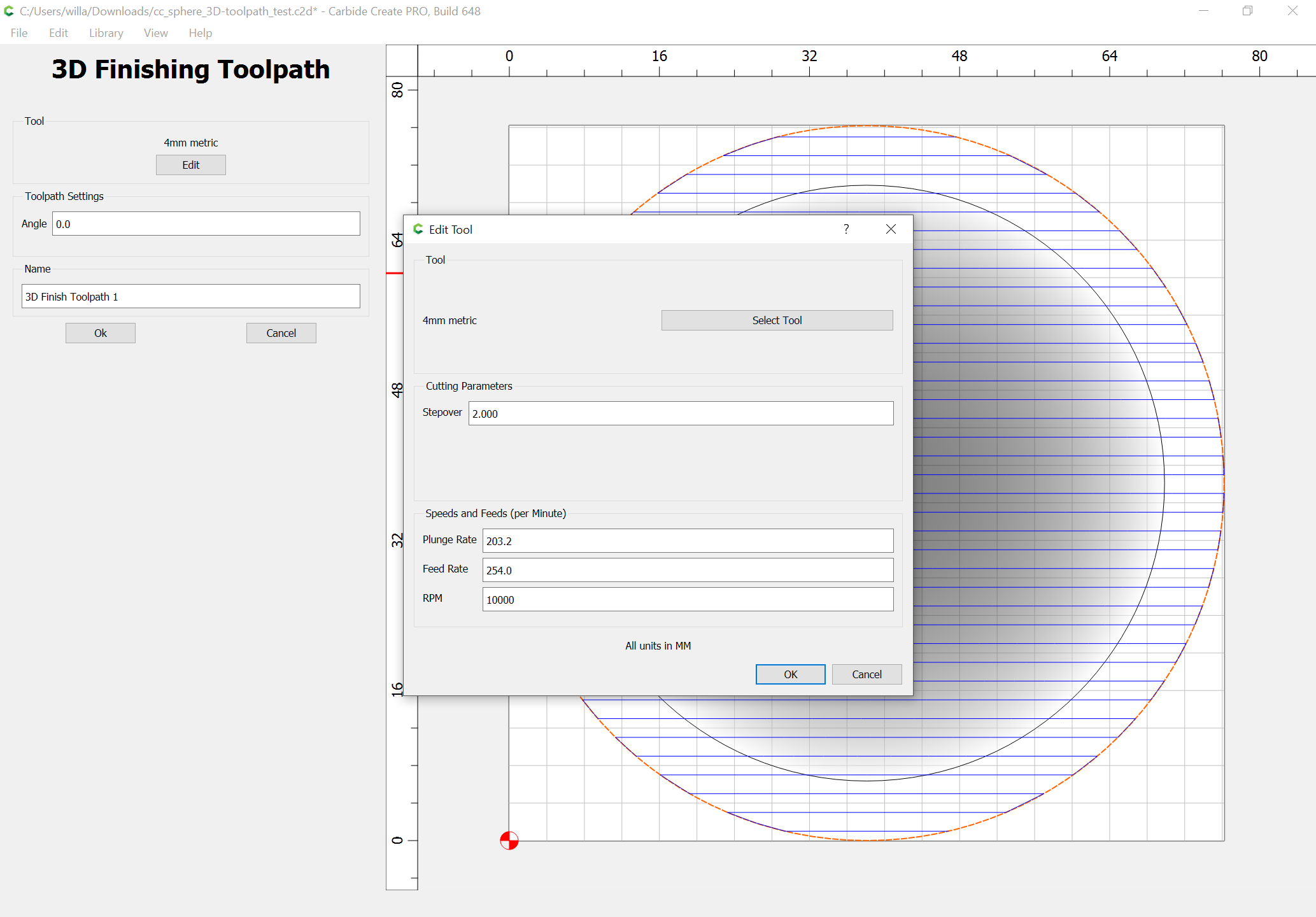
I guess my question is what does the software do with the stopover percentage parameters that is entered in the tool database? Does it actually calculate the percentage number and then do the math automatically? Because it does not appear to do that. For tool 101 (3d 1/8" ball nose) with a 5% step over that is entered and default in tool database, that would be be a value of .00625 not .0625.
.0625 is a value of 50% stepover. SO does the program not use the percentage value in from the database?
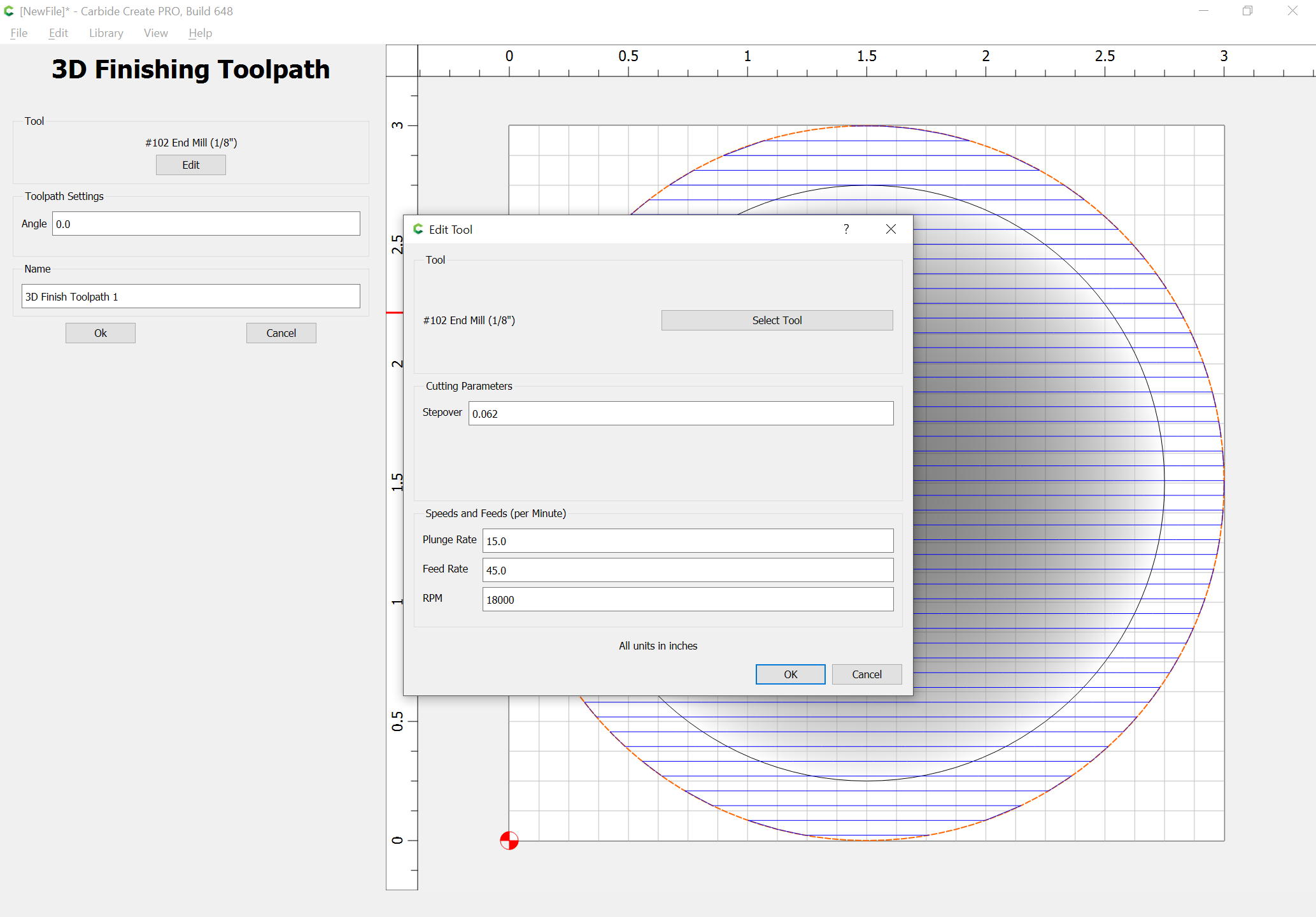
It appears that no matter what tool I select, carbine create does not do the percentage calculations and adjust the step over based on the database percentage entry. Is that by design or a program flaw?