Okay, here’s the beginning of a spreadsheat using pyspread.
Imperial, since that’s the measure used in the source data (the Carbide 3D feeds and speeds charts) — also want to work up a formula for displaying the Dewalt and Makita dial settings based on the RPM column.
Got a little farther on this — only Imperial for now (and yes, my current project is brass) — seem to have come across some bugs / display issues in PySpread — if someone is using a version other than the pre-built 1.02 for Windows, I’d be curious if the calculations work there (see the pyspread mailing list for details).
EDIT: Fixed the calculations to use float so that those which had integer only inputs wouldn’t round down to 0
Sorry Will, I don’t have a clue about simply viewing pyspread. I would simply like a resource that I can view, copy and paste from would be wonderful, I really don’t want to load a program I have never seen that runs a bat file. It is obviously very useful to you and many others, but I just want something I can view hopefully on the Shapeoko Materials wiki page. But here’s a real question: The Other Mill https://othermachine.co/support/materials/hdpe/ has a suggested feed and speed reference for their machine, for HDPE (for instance) they suggest Tool: 1/8" flat endmill Feed rate: 23.622 in/min (600 mm/min) Plunge rate: 1.575 in/min (40 mm/min) Spindle speed: 12,000 RPM Max pass depth: 0.008" (0.21 mm.
Now their machine seems to have a 50 watt spindle, so their suggestions would have no relavance for the 900 watt (makita’d) Shapeoko. Correct??? I think I should disregard this reference source because of that ? Thanks Will
Wrapping my mind around pyspread, and it’s looking quite useful — reminds me a lot of LyX.
The OtherMill information is useful, especially in terms of the Nomad — given the spindle speed will have to look into it, may be useful for low energy materials such as HDPE for the Shapeoko (at least for those w/ a Makita) — will have to look into it. Thanks!
Did come across a reference which has some numbers and formulae as related to cooling:
I got a successful cuts done today in HDPE. Parts for my dust boot. The 34 mm/sec with a 1/4" flat cutter at 3.17 mm step was way too fast. Router speed makita at 3. Had a perfect cut at 12 mm/sec, 3.17 step and router at 4 makita with 1/4 " flat carbide3d cutter. 1/2" hdpe in 4 passes. The side shields and pulley covers worked fine also. Put the boot together tomorrow and no more mess, I hope. Oh yeah, the cutter stayed cool to touch for every cut, not touching it running but when changing tools during the run. Good shaving a little thinner than rice about the size of short grain rice
I appreciation it Will, I hope others can gain from the link,looked at it before. Formulas using formulas bring my brain to the brink. I’m sticking with router bits and cutting wood now and I’ll keep pecking along best I can. This speed and feed stuff is way out of my league. I still give a “like” to keep you ahead in the polls.
Okay, to start, let’s try to minimize variables, so we start w/ SFM, since it is calculated using only two values, diameter (invariant in this case since we’re curious about 1/8" endmills) and RPM (which has a pair of finite ranges).
w/ speeds ranging from 9,470 RPM through 29,800 RPM we get a possible range of SFM from a low of 310.1425 (Makita on 1) up through 975.95 (Makita on 6) — this points up an advantage of the Dewalt where it allows somewhat finer-grained speed control.
Next installment, puzzling out how to match up SFM and chipload per tooth.
Okay, the variables which contribute to Chipload per Tooth are:
endmill diameter
No.(#) of flutes
feed rate
spindle speed
Since we’re curious about the #101 and #102 1/8" 2-flute carbide endmills, the first two are invariant for this (but should be kept in mind if willing to choose other endmills), and as noted previously, the spindle speed can range from 9,470 to 29,800 as noted at: https://www.shapeoko.com/wiki/index.php/Materials#Router_Speed_Chart and would set by the selected SFM as noted in the previous post.
For now, we want to work out a suitable feed rate for hardwoods, in particular red oak, but we have some sapele and rosewood, and eventually we’ll get back to Ipé.
Trying to follow this…
(.262 x .125) x 9200 = 301.3 surface feet per minute
Is this the distance traveled by a flute in a circumference every minute? This not the straight line distance traveled along the axis.
Are we calculating the Surface feet per minute to qualify the RPM ?
I don’t see where in the productivity calculators where the surface feet per minute gets used.[quote=“WillAdams, post:18, topic:5114”]
Next installment, puzzling out how to match up SFM and chipload per tooth.
[/quote]
I see the puzzle but not the matching up yet. Maybe you’re not done though, I’m trying to patiently follow.
Hey Will, Take a look at this link, I found it on another thread. http://www.newsontool.com/02_33-34.html
Looks “easy” maybe it will help you…not sure if it is only for a lathe if it is for a lathe, my inexperience does make it difficult to help.
Will, you had mentioned before that you;d like to include the janka hardness in calculating (somehow). I may have found a way, only because you haven’t mentioned anymore about it. Let’s look at your Red Oak from above…
Your feed is 1905 mm/min and the Janka hardness of Red Oak is 1,290
If that Feed works out good and you now want to calculate for Red Mahogany than how about factoring the 2 wood’s Janka ratings as such…
Red Oak’s Janka is 1,290 and Red Mahogany’s Janka is 2,697, known feed rate times the known material’s janka divided by the new material’s janka.
So Red Oak Feed Rate of 1905 mm/min x’s (1290 / 2697 = 0.4783 ) = 911 mm/min Feed Rate for Red Mahogany.
Found this at http://www.precisebits.com/tutorials/Guesstimating_Feed_Rates.htm
Hope this helps, Jude
Also found this that might help including the HRC but I’m only concerned about wood… http://www.mmsonline.com/articles/hard-milling-by-the-number
Lets give this a shot Will.
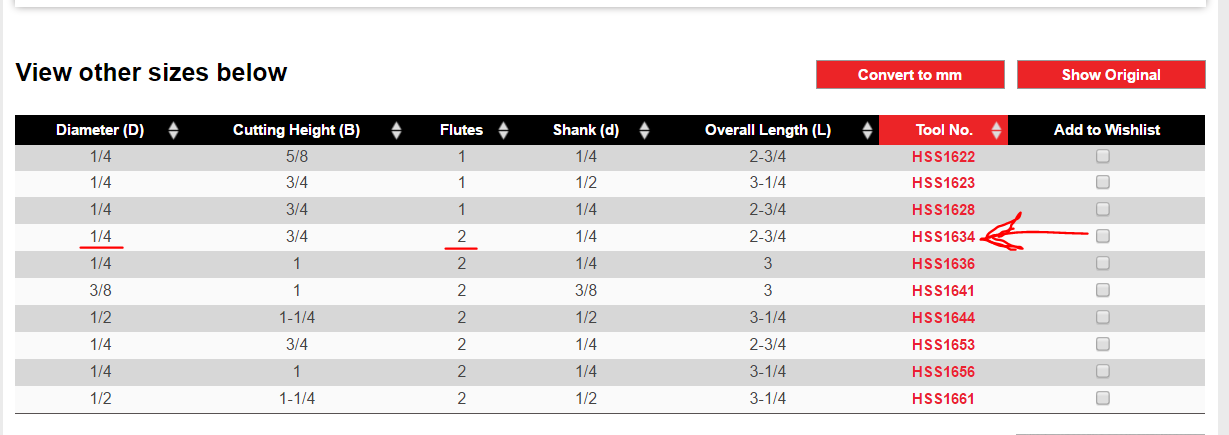
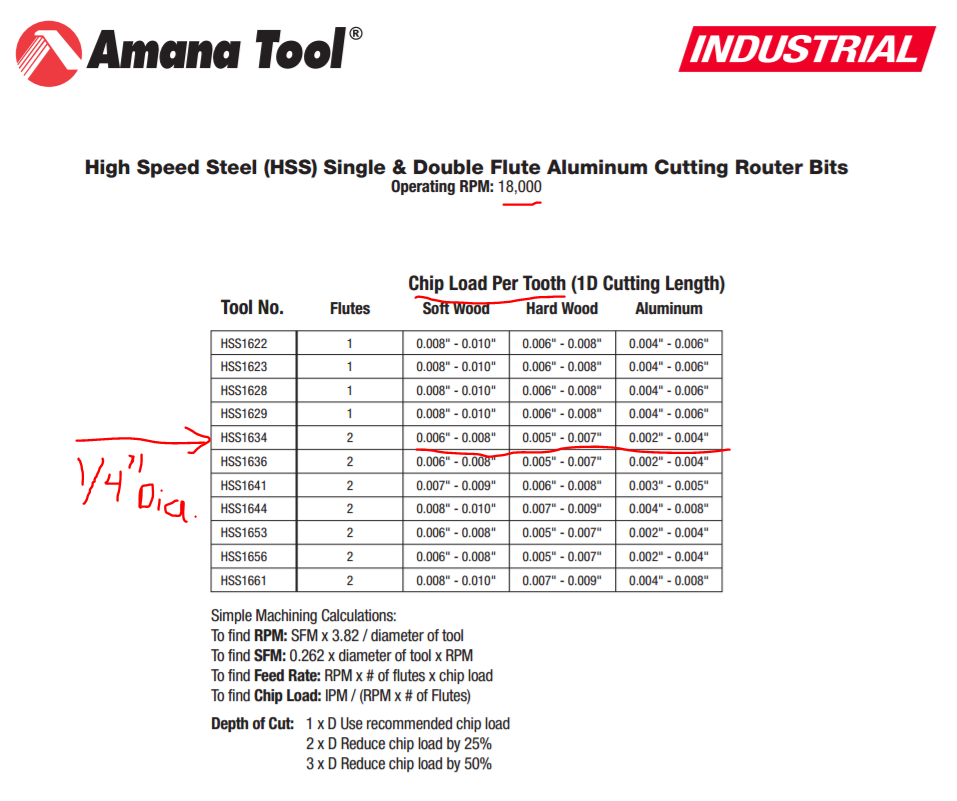
I looked at the Amana tool catalog and picked HSS1634 because it is 1/4" 2 flute end mill except for the carbide close to Carbide3d’s and I think Amana makes the Carbide3d end mills.
and than I worked up a feed and speed excel spread sheet using their 18,000 RPM and their chip load.
Now I also wanted to try that Janka comparison idea with Red Oak to Red Mahogony.
The feed rate equaled 106.7 mm/sec for the red oak, I used the max chip load on the red oak. The Janka conversion resulted in 51 mm/sec feed for the harder mahogony. To try to reach that feed rate I had to reduce the RPM and the mahogony chip load. But, on the wiki shapeoko 3 materials, list for mahogony it shows a feed rate of 1651 mm/min or 27.6 mm/sec and it seems had to justify the 51 mm/sec of the spread sheet as well as the 106.7 mm/sec (4 inches / sec) for the red oak. Granted that I know nothing about this stuff and really trying to learn, I am very confused. Calculated the chip load X’s the #'s flutes X’s RPM for the Feed Rate. I could accept that I am just too inexperienced to try this exercise.
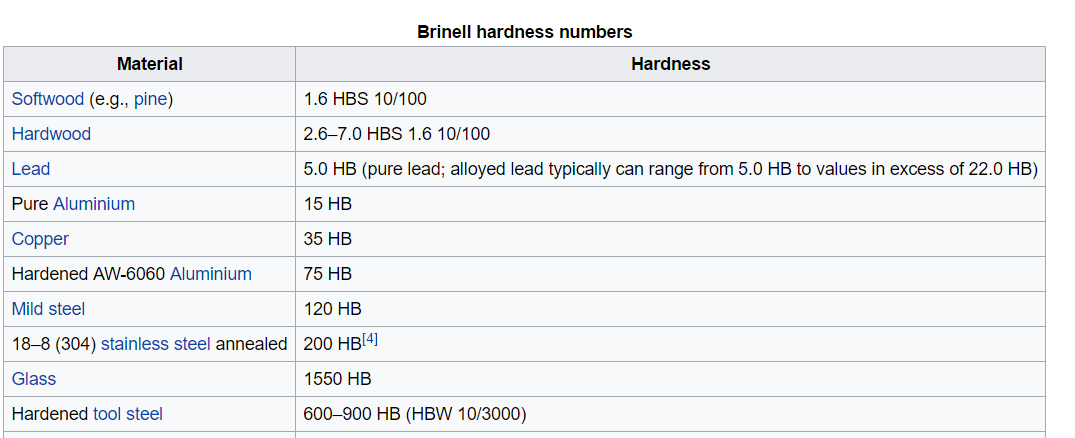
For the fun of it, here is the brinell hardness numbers for hardwoods and hardened aluminum just to compare how much the Janka scale may relate to cutting metals, not much I presume ( 7hardwood to 75 6060 aluminum).
.
I just read the newest topic and your reply to Evan. I will reply in turn for you to myself because I thinks this directly applies to me too. Thanks Will.