Just started using UGS V1.09…really like it so far. Events: home machine; machine coordinates-5,-5,-5. Jog to my workoiece; set x,y zero. Use touch plate macro for z zero; macro touch plate offset (20mm). Run program…program ends…machine moves back to work place x,y zero but my z is saying -23mm (but really is 20mm above work piece) on both work and machine locations…do I have re zero z every time even if using same bit for a second program?
You have to click the Return To Zero button to bring the cutter back down to the zero position over the work piece. You don’t need to reset your zero if you don’t change the cutter.
1 Like
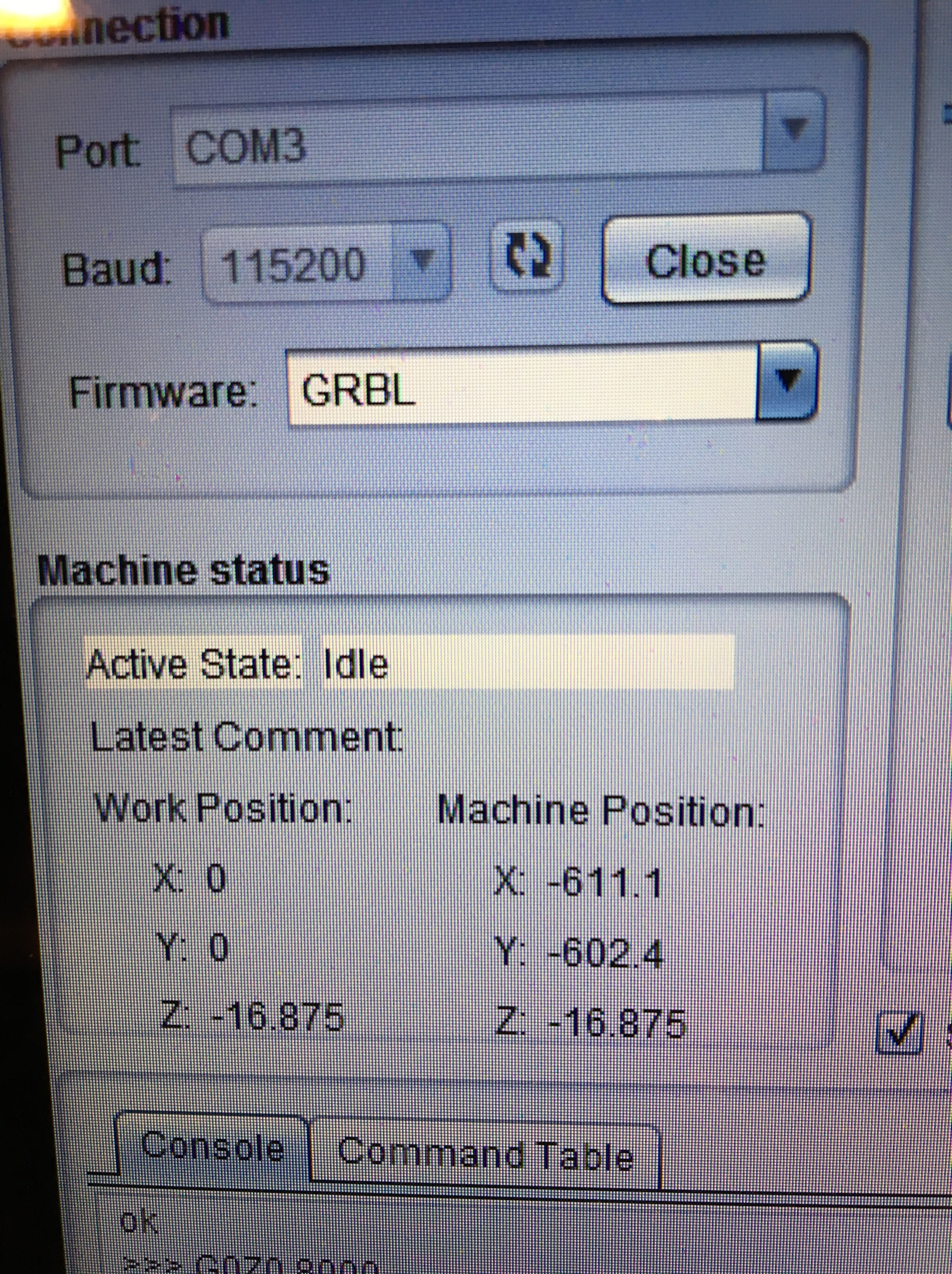
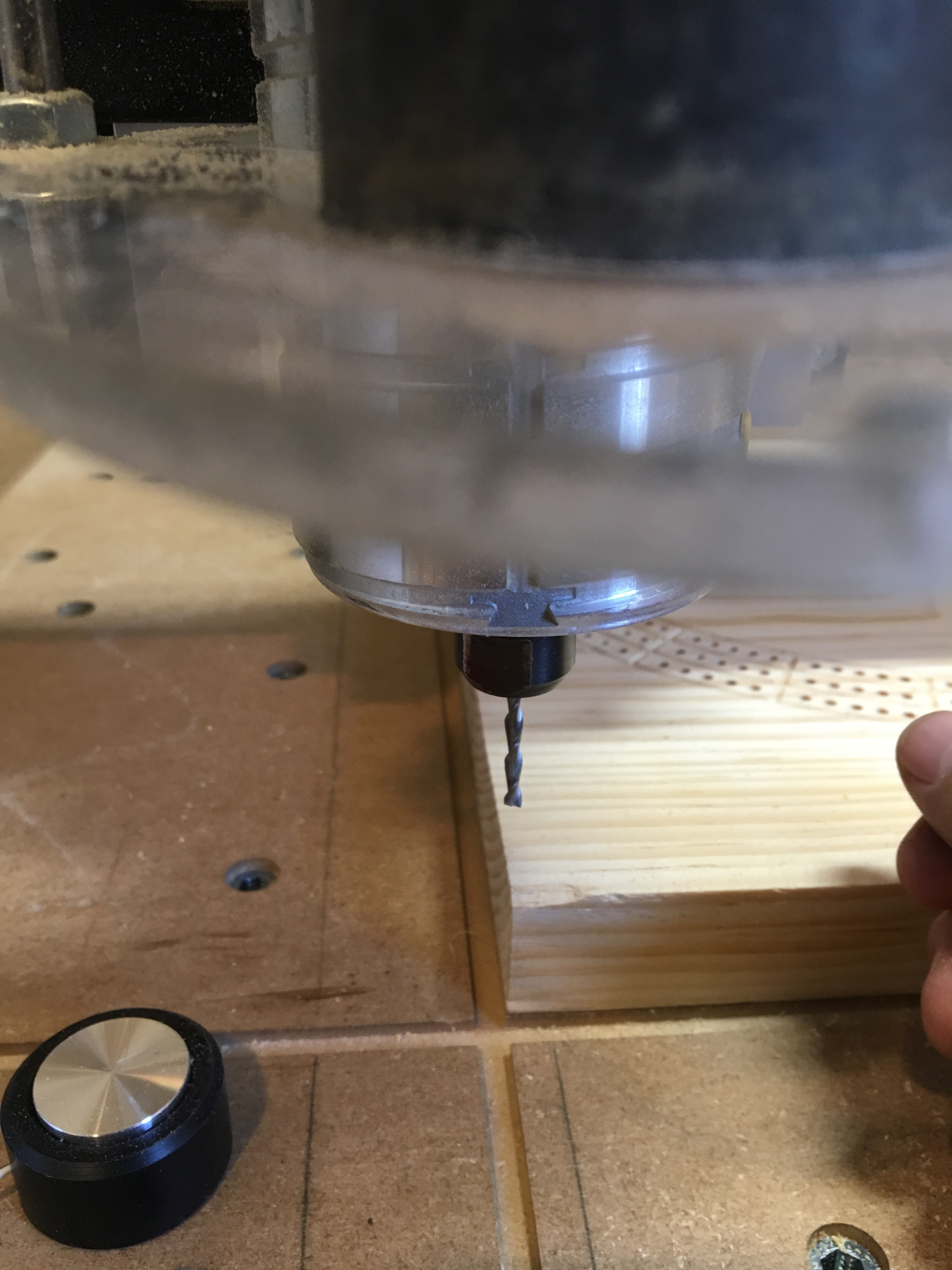
Couple pics here; after the job has run; machine moves back to XY zero, bit is 20mm above stock but UGS is showing -16mm…if I hit zero like you suggest won’t the bit just go up 16mm…and if I run a second program with same bit I will be cutting air…no.
It should bring it back down to your z zero setting. Mine does move to x, y zero when it finishes a run. When I hit return to zero it then lowers the cutter back down to the z zero position that I set before starting the job.
1 Like
Hmm; mine doesn’t…tried it after my last run…finished up saying -6mm; hit zero and yup but went up 6 mm…not sure why this is happening.
Can you post the g-code in macro you are running?
Or maybe better yet, post the last 10 lines or so from the JOB that you are running?

Looks like your Macro is using G92 WCS which is like a temporary register.
A few things could be happening:
- the controller is doing a soft reset after the job maybe.
- The controller software may send the WCS command again i.e G54
That is about all I can think of, but maybe try changing the macro to prevent that issue.
i.e.
G54 Z19.9
Alternatively issue G92 manually after the job and see if it goes back to the original zero.
1 Like