Hi guys, hoping i can get a little help here working through running a chamfer pass on aluminum parts. I cut a lot of shapes out of thin aluminum sheet and while they come out looking pretty good for the most part, i often end up with top edges that are pretty rough. instead of the endless sanding i usually do, I thought about using my 501 pcb to run a chamfer pass to help clean it up. As i understand it, this is accomplished by creating a slight offset and applying a tool path with no offset to the desired depth. Does that sound like i’m on the right track? Or is the offset even necessary since the 501 is so narrow, could i use the originally geometry and apply a extremely shallow doc with no offset just to clean up the edges?
It really helps to draw a side/section view of what you are trying to do.
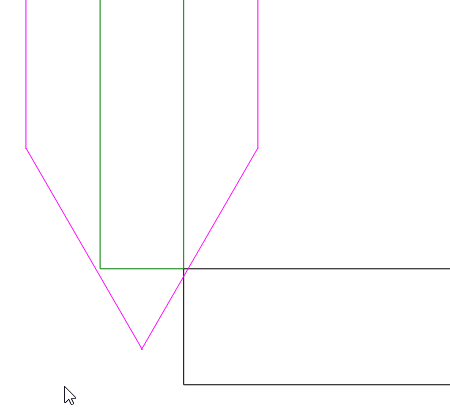
So the black rectangle is your stock. I guessed 1/16" thick. The magenta/pink is your 501 tool. (1/8" dia., 60° Vee). You want the tool to just barely intersect the top edge so it takes a little bit off.
If you figure out that dimension, or measure from the 501 tip to the part edge & double it, you would have the diameter of a fictional end mill (green) that would contour (profile) your part at the right distance.
Then you just set the depth accordingly so the tool touches the edge & a bit more.
1 Like
Thanks for the diagram Tod, that really helps me understand what I’m trying to accomplish. You guessed my stock right at 1/16th thick ![]() I’m still having a little trouble figuring out how do set up a tool path to do this. When you mention measuring the tip of the bit to the part edge to figure out the correct offset distance, are you talking about doing this by jogging in Carbide Motion?
I’m still having a little trouble figuring out how do set up a tool path to do this. When you mention measuring the tip of the bit to the part edge to figure out the correct offset distance, are you talking about doing this by jogging in Carbide Motion?
No, measure on the drawing of the side view. What I was trying to determine was the diameter of the green, fake tool that I’ll use to create the toolpath. And the depth to just remove a couple thousandths from the edge.
Another way is to offset the outside edge and contour with no offset, but you still need to know how far to offset & the depth to use.
1 Like
This topic was automatically closed after 30 days. New replies are no longer allowed.