To get it to work for me, I would jog it somewhere off of the work piece, then on the rapid screen go to Z+6, then 1mm at a time drop it to 0 on the left. Reduce to 0.25mm and go down 1 click or 2 depending on how brave you are, then click done, go to set zero, and click on the set zero button next to the Z axis box, which should read -0.25mm or -0.5mm.
When you click Start and machine starts travelling, how much clearance is actually between endmill and your workpiece?
I think @MrGNY brings up a valid point, if you are moving your machine to your driveway, I would really check your machine isn’t twisted.
I just looked at your CC file, and your max depth is only 0.020" on Pledge, strips, and stars, and .015" on Pledge 2. This isn’t leaving a lot of room for any variation in thickness of your stock, flex of your machine, errors when zeroing?
I find it very unlikely that your probe is off, usually user error when it probes incorrectly.
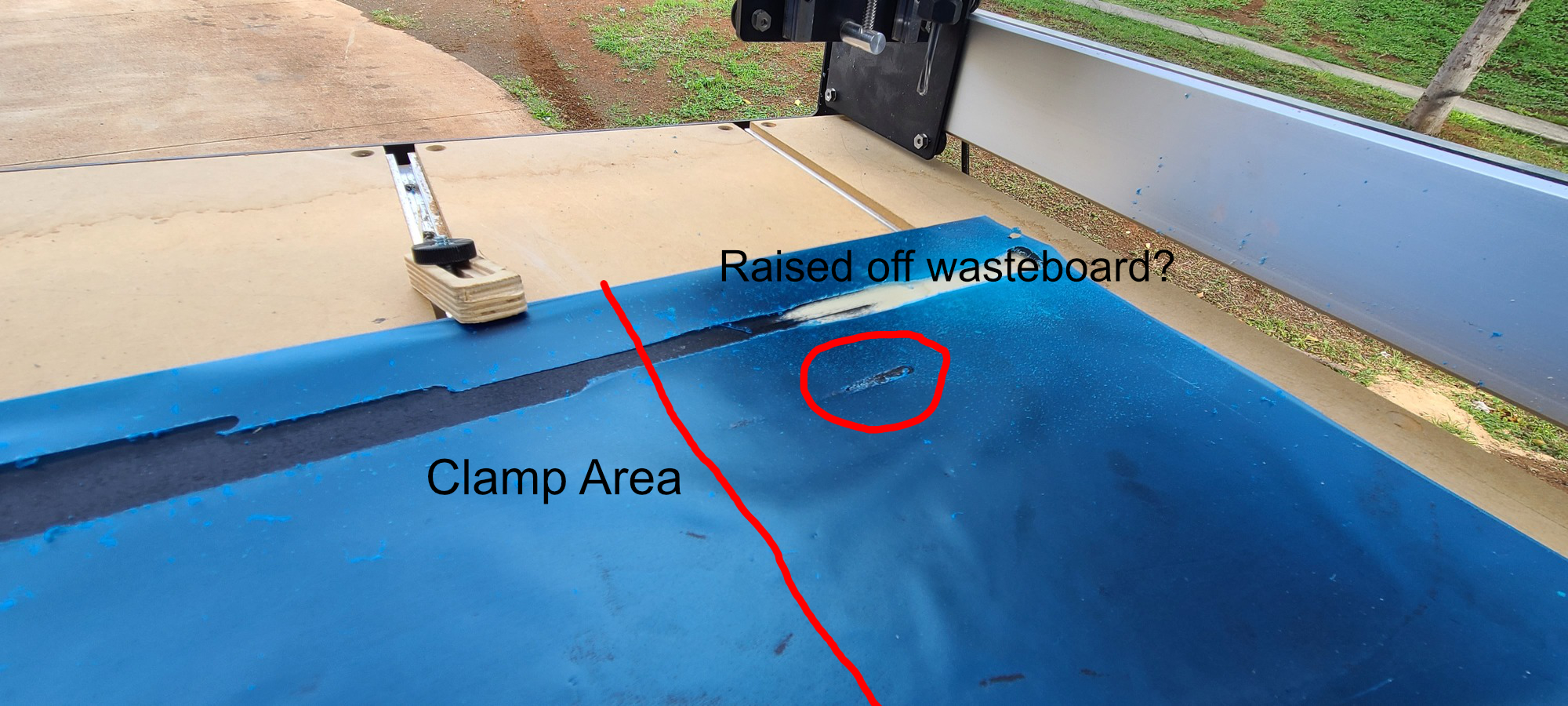
Your pictures don’t tell much of a tale, but looks like you’ve got plenty of stickout, I don’t think you’re running out of Z-travel. In this one, I assume it’s trying to cut a slot, is it purely coincidental that your endmill makes contact just past where your clamp is, possibly where the stock is warped and raised up? I.E the clamp has it tight to the bed, but where your endmill made contact it has raised off the wasteboard? If true, I would assume the same scenario is happening on your LL Corner where your probe is, the stock has lifted off the wasteboard and your zero is high when you approach your clamped area.
Everyone i figured it out, I am just dumb. I downloaded the newest version of carbide motion and its working good so far. Thank you to everyone for helping me.