So, I am very new to cnc routers… With that being said, I am a very capable woodworker, and understand the mechanics of the machine. After reading through some of these posts, I realize that I have a PILE to learn yet! Also, this forum is filled with guys/gals who know a lot about these machines. So I’ve come to the right place.
I purchased the xxl a month or so ago, and I am having several issues and am looking for some help.
milling circles. This machine is milling circles like I hand draw them! What could be the issue?
Homing. Everytime I turn on carbide motion, it has to go through a homing cycle. Is this normal? It makes sense if you have to, but, my issue is that it won’t home all the way. I have set both my x,y, table size to 850 in the setting menu. I enabled homing (with help from Ed) in the midi menu. I also sent the table dimensions through the midi menu (with forum help). But it still isn’t homing all the way in one cycle. It requires me to close out carbide motion (as it freezes at end of homing cycle) then restart it. Is this normal?
more homing. Using the rapid position command seemed to be working last week, now, it’s off 6mm on the x axis. The y and z seem fine, but, consistently, after the homing cycle, sending it to current offset will not get it all the way back to the offset I created. This would lead me to believe something is up with the x axis (this and the cloud shaped circles) am I right? Belt tension all seems good, no grinding while jogging the machine. I don’t know what’s up.
z axis. I’m getting inconsistent depths with my z axis. Meaning, I asked for 19mm and it gave me 17mm. Maybe incorrect depths would be a better term to use here.
Anyone having these issues?
Any help on this would be greatly appreciated.
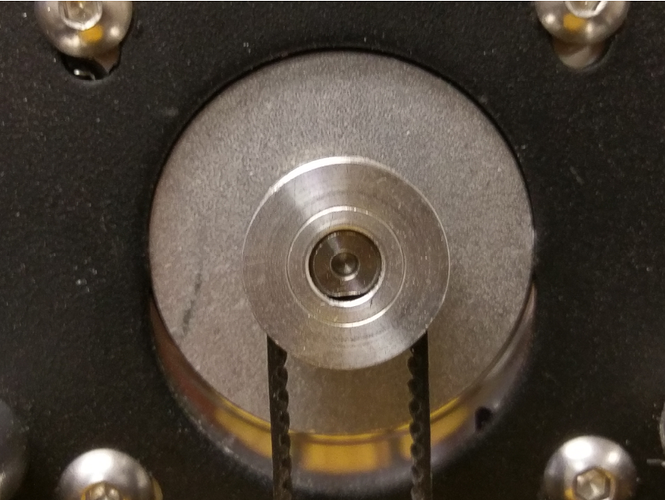
This should help with question 1…Diagnosing Hello World read through this thread but basically the set screws on the motor need to be set on the flat spot and tightened.question 2 ill have to think it over or someone else may come up with the fix in the meantime, id also asume fixing question 2 would fix question 3.For question 4 it seems to me your wasteboard or somthing isnt level giving you the diffrent Z depths
It could be a bunch of things, but it is most likely ONE thing that can cause 1-4, AND has been an ongoing issue with all the new builds. It takes a lot of force to move this machine around and the stepper motors have a little FLAT on the motor drive shaft and needs to have one of those TINY set screws ON the FLAT.
You have 4 motors and you need to get to each motor, look at the set screws and then find that little flat. Yes It’s difficult, and please don’t do what most of the uses do, ASSUME that it’s correct.
To add to the excellent information given thus far:
2 - Yes, the machine has to re-home whenever it’s powered up from being off so as to re-ascertain the position.
4 - The Z-axis is tricky — X isn’t much easier — to get adequate belt tension. I found that I had to use a small pry bar (please be careful not to bend the motor shaft). There’s a link to a Shapeoko forums post which I did on the note I was getting when plucking the belt here: http://www.shapeoko.com/wiki/index.php/Shapeoko_3#Belts
Guys! I checked the set screws (you weren’t kidding about being tough to check) and the x axis was in fact loose. It was lined up with the flat portion of the shaft, but it was loose, so, after tightening that set screw and checking the others. It seems to be better. It found home 3 times, ran a circle/ diamond/ square job and it seems I have very little backlash. Another stupid question, would those set screws be a good place to use the lock tite? Or is that a part that will eventually need replacing?
As for the z axis not agreeing with my material thickness, it’s yet to be determined. I’m fairly certain my spoil board is flat. The issue that I had was I was trying to cut out a part and leave an “onion skin” to hold the part in place with an easy pop out. I told the machine to leave .2 of a mm and it left just about a full mm. It very well could be me not zeroing it correctly… But I’m doing the paper trick every time.
So, I will run another part job tomorrow, and check to see if the z axis is listening to me.
It seems my circles are round now, so, thanks so much guys!! And watch for me, I need help! “Just ask my wife”
I didn’t see you mention this, so I am throwing this out there. If your Z depths are consistent, but not accurate, it sounds like you need to calibrate your machine. Specifically, you need to set an appropriate value for the $102 setting (or all 3 ($100, $101, and $102) if you haven’t calibrated any of them). The Carbide 3D post on this seems to have been deleted, but user twforeman posted this on his own blog.
I calculated the ratio between distance entered (18.000″) and distance traveled (18.011″) and multiplied the existing steps/mm value to come up with the new value to use.
Good blog! All you guys are far beyond me with this stuff! I’m learning now that these things can be dialed in quite accurately if you know how to work in the background. It seems I need to learn HOW to work in the background. Haha. Thanks for the reference!