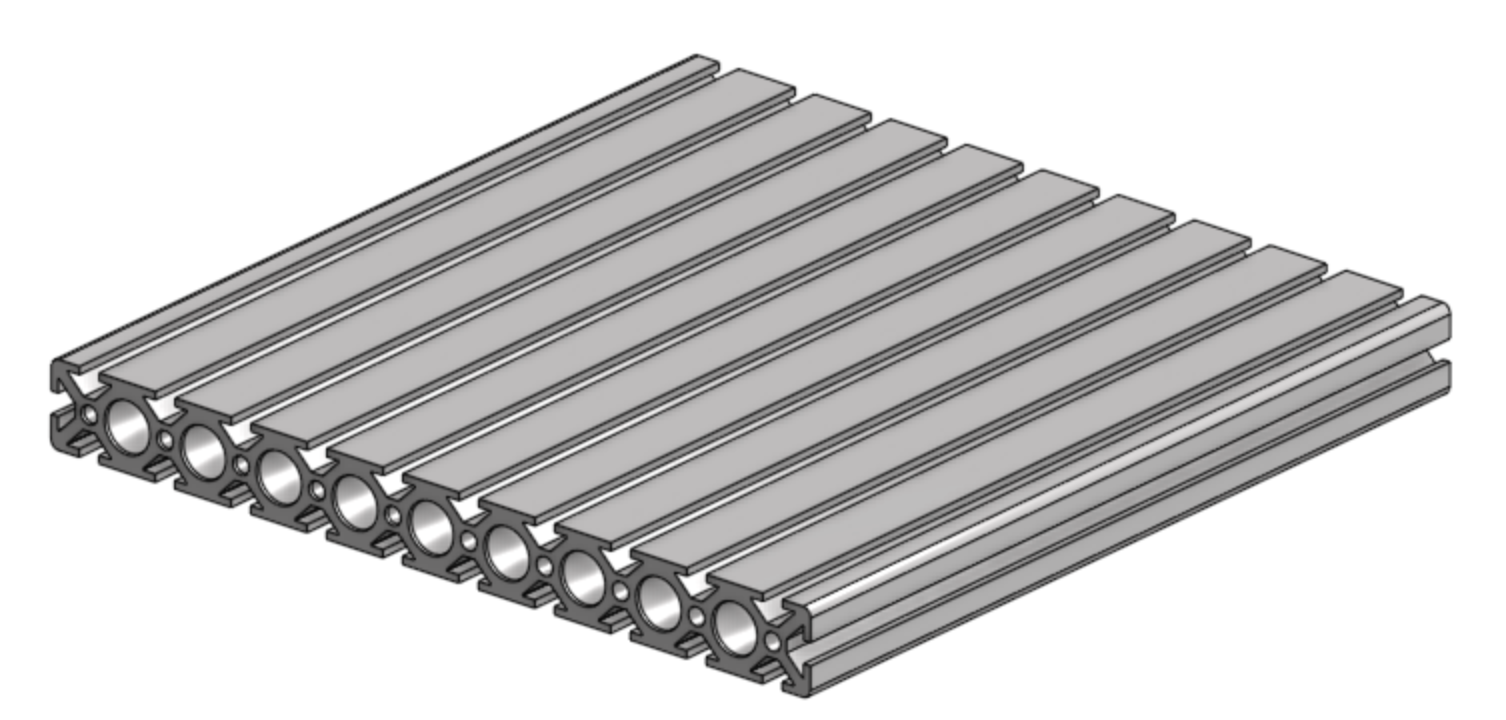
What do you guys think abou this idea? Its aluminum extrusion. This is one of the products we use and sell at my company (mostly for machine building etc.). The slots are on 20mm centers and the piece is 200mm wide and 20mm thick. I was thinking of cutting a piece 8 inches long and seeing how it would work out. The t-nuts that fit the slots are threaded for a 5mm bolt.
3 Likes
Looks like a promising idea. @PDG. Extrusions are rarely entirely flat, so you might need to do a light skim facing after you bolt the extrusion to your table. I’ve used extrusion posts for years (just the square ones with T-slot on each face) but I didn’t know that you could get whole panels like that. That is really cool.
Randy
1 Like
A similar Misumi extrusion was a popular upgrade for the SO2: http://us.misumi-ec.com/vona2/result/?Keyword=HFSQN4-15250-500
As noted on the wiki: http://www.shapeoko.com/wiki/index.php/Parts#Structure
I’d’ve done it for mine, but I sold it in anticipation of getting my SO3.
Oddly, no one AFAIK has yet done a similar upgrade for the SO3 — the only development along these lines is the hefty solid aluminum bed w/ threaded holes — I’d be very interested in sources and details.
I’m a distributor for this extrusion and get it in long lengths. I have some coming in for a project. I’ll get a piece of the off cuts and give it a try. I imagine I’ll have to drill into my bed to get fasten it down since I will need holes on the 20mm centers.
At one time I had a CNC machine that had a fixed bed that was exactly this. @PDG, you’re definitely onto something.
It was delivered with the T-Slot bed unfinished. As @Randy pointed out there was no rare about it… it was not flat; kind of wavy actually. One was SUPPOSED to machine it flat (after the machine was installed, checked/adjusted for tightness (things tend to come loose in shipping), and leveled by making a simple skim over it (just like @Randy says). With a 0.500" 2 flute endmill it took a bit more than an hour. After that, it was square/flat to a bit better than 0.001".
Sounds like a promising idea. Definitely worth pursuing. Are you planning on giving up on using the flip jig and vise - or do you have some scheme for them?
That said, there is an alternative Nomad bed available, a sea of holes. The bed is 12.7mm thick MIC6, all holes are threaded and the flip jig and vise attach normally too:
http://www.hightechsystemsllc.com/pt_NomadPlateWithCams.html
I have one on my Nomad 883 Pro and a fair number of people in the forum have changed theirs out too.
Like @Randy, I’ve used T-Slots (aka 80/20) for years. I design CNC machine enclosures with T-Slots (2, 3 and 4 faces with slots, as necessary) and Alumalite walls so I’m definitely with you on these materials.
I’ll be posting pictures of what I’ve been working on recently hopefully soon… I kinda went overboard… I had some lying around and went nuts…
mark
@mbellon, I’m still trying to figure out different ideas for work holding and was thinking that perhaps more than one why would be worthwhile. I read the previous thread you were referred too and was even thinking that I might want to do both. Use the bed you proposed and have a means of mounting this on top. I like the idea of the slots for convenience and flexibility. Since I get this profile anyway, thought I might play around with it and see what i come up with. It’s not that expensive.
Yes, 80/20 is one of our competitors. The stuff we sell doesn’t have the name recognition of 80/20, but has far more profile options (including profiles for building your own linear actuators (yes I have contemplated building my own large router ![]() .
.
I’ve use T-Slot and sea-of-holes beds, on and off, for many years. They each have their place.
On larger mills, we have both! The bed is often T-Slot and we attach a sea-of-holes fixture plate when it makes sense. The sea-of-holes often proves most useful on smaller scales.
The small Nomad Z travel - 3" (with 1.500" end mills) - has to be part of the tradeoff. This may affect one depending on the type of work is to be done.
mark
I pulled up the specifications for the extrusion. It looks like the tolerance is 0.85 mm for for the 200mm side and over the length it does not exceed 0.3mm for a 300 mm length.
I pulled up the specifications for the extrusion. It looks like the tolerance is 0.85 mm for for the 200mm side and over the length it does not exceed 0.3mm for a 300 mm length.
That’s pretty good however that is way over what the Nomad is capable of - 0.011mm or less. I can see the waves from here! ![]()
You’ll definitely have to skim the top to get it square/level.
Some thought will have to go into how many places it will need to be bolted down to ensure constant linearity under load. No hard to do, but definitely something to think on first and get right the first time.
mark